
")
")
")
")
")
Рассмотрим сборку дизеля в определенной последовательности, учитывая, что наши детали и узлы перед этим предварительно собраны и испытаны
Для сборки понадобятся специальные оправки и приспособления, которые можно изготовить по размерам указанным в рисунках.
Подсборка блока цилиндров
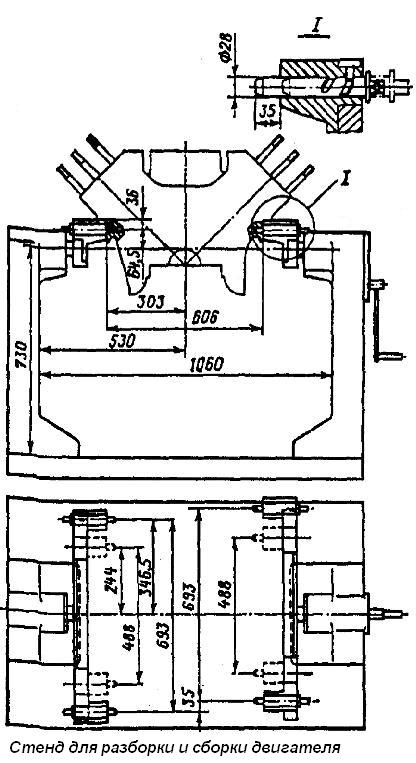
Блок цилиндров устанавливаем на стенд (см. рисунок), закрепив его фиксирующими штифтами за четыре отверстия блока.
{kind=link}
При подсборке блока цилиндров запрессовывают установочные штифты под головки цилиндров, устанавливаем крышку шестерен распределения и картер маховика.
Штифты запрессовываем оправкой, которая обеспечивает их выступание над привалочными плоскостями блока цилиндров не более чем на 10 мм.
Масляные каналы блока очищаем щетинистыми ершами и хлопчатобумажной салфеткой, используя для этих целей шомпол.
Пробки горизонтального и вертикального масляных каналов необходимо ввертывать на нитрошпаклевке или густой нитрокраске.
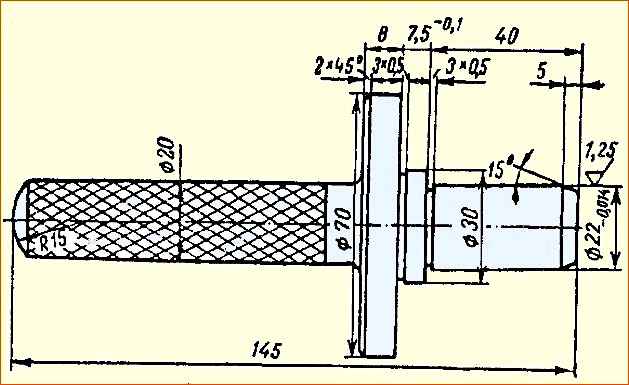
Переднюю втулку оси толкателей запрессовываем в отверстие блока таким образом, чтобы обеспечить совпадение отверстия во втулке с маслоподводящим каналом в блоке цилиндров.
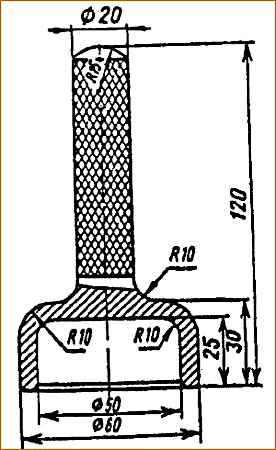
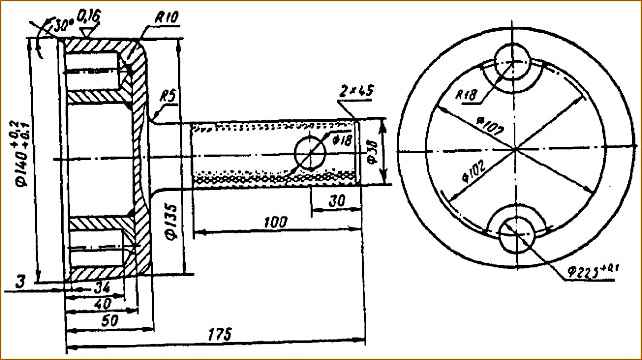
Втулку запрессовывают оправкой (рис. 1), которая обеспечивает размер 7,5 мм от переднего торца блока цилиндров до переднего торца втулки.
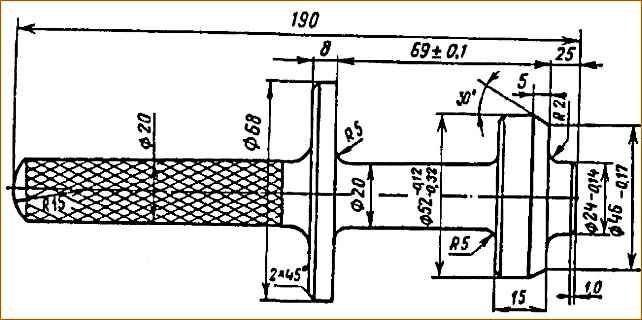
Для запрессовки сальника вала ведомой шестерни привода топливного насоса высокого давления:
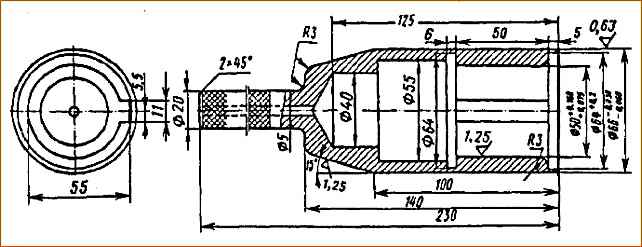
- - сальник устанавливаем на оправку (рис. 2);
- - смазываем наружную поверхность дизельным маслом и запрессовываем в расточку блока цилиндров, выдерживая размер 69 мм от переднего торца блока цилиндров до торца сальника (обеспечивается оправкой).
Установка привода ТНВД и толкателей
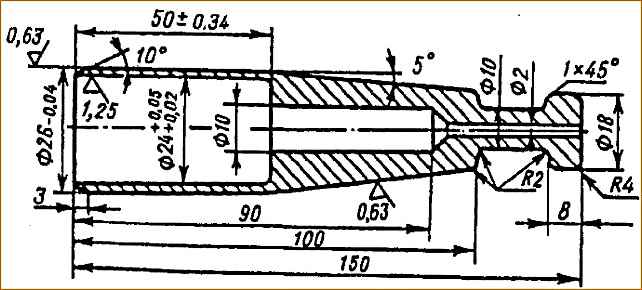
Привод ТНВД устанавливаем в расточку в верхней части блок цилиндров с переднего торца.
Для предохранения сальника от повреждения на свободный конец вала надеваем предохранительную оправку (рис. 3).
При установке привода применяют оправку (рис. 4) и после установки наружные кольца шариковых подшипников должны упереться в уступы гнезд блока цилиндров.
После совмещения отверстия упорного фланца крепления приводов с отверстиями блока цилиндров ввертывают болты с надетыми стопорными шайбами и отгибают их края на грани головок болтов, плотно прижав к граням.
После затяжки болтов вал привода топливного насоса должен вращаться легко, без заеданий.
Затем поворачиваем блок на 180˚- положение картером вверх и устанавливаем толкатели.
Толкатели устанавливаются на ось с зазором 0,012 мм.
Несоблюдение зазора вызывает ненормальную работу двигателя.
При большем зазоре толкатели перекашиваются и стучат, а при маленьком зазоре — заедают.
Последовательность установки толкателей
Устанавливаем крайнюю ось толкателей в сборе в переднюю втулку заглушенным торцом наружу, подвигаем ось внутрь блока цилиндров.
Устанавливаем последовательно толкатели первого и четвертого цилиндров, для двигателя ЯМЗ-236 (первого и пятого цилиндров для двигателя ЯМЗ-238) и распорную втулку.
Устанавливаем остальные втулки осей толкателей и два остальных толкателя на крайнюю ось.
Во втулку третьей опоры блока цилиндров устанавливаем среднюю ось толкателей, устанавливаем последовательно толкатели, распорную втулку и толкатели.
Одновременно на одну ось устанавливаем толкатели для двух цилиндров согласно нумерации цилиндров: для двигателей ЯМЗ-238 — 2-6, 3-7, 4-8 и для двигателей ЯМЗ-236 — 25, 36.
Толкатели устанавливаем таким образом, чтобы пята толкателя была обращена в сторону окна в блоке цилиндров под штангу толкателей.
Толкатели должны проворачиваться на осях легко, без заедания, и осевое смещение должно быть ограничено распорными втулками. Все детали перед постановкой необходимо протереть и смазать дизельным маслом.
Установка распределительного и коленчатого валов
Распределительный вал устанавливаем в блок цилиндров в сборе с шестернями, предварительно проверив расположение толкателей.
Ремонтные размеры опорных шеек распределительного вала должны соответствовать ремонтным размерам отверстий втулок, запрессованных в блок цилиндров.
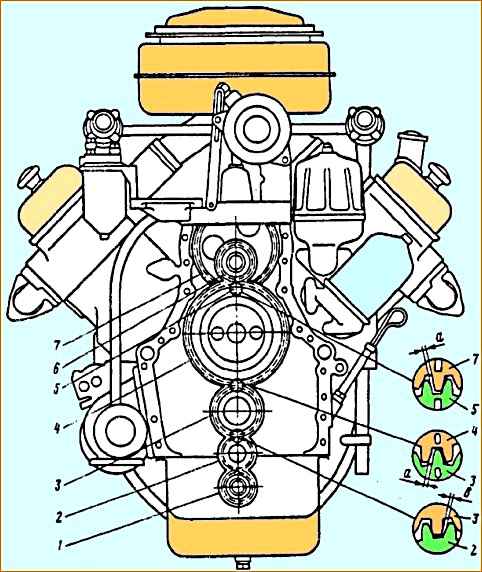
Перед постановкой шейхи распределительного вала обильно смазываем дизельным маслом и совмещаем установочную метку «П» (см. рис. 5) на зубе ведущей шестерни 5 привода топливного насоса с меткой «П» на длине зуба ведомой шестерни 7 привода ТНВД.
При совмещении отверстий упорного фланца с отверстиями в блоке цилиндров необходимо фланец положить так, чтобы он перекрыл отверстие, под ось толкателей в блоке цилиндров.
В совмещенные отверстия ввертываем два болта с замковыми шайбами. Усики замковых шайб должны войти в отверстия упорного фланца, а концы шайб, после затяжки болтов, отгибают и прижимают к граням.
После окончательной затяжки болтов распределительный вал должен вращаться легко, без заеданий.
Окружной зазор в зацеплении шестерен должен быть в пределах 0,09 – 0,22 мм; проверяем зазор в трех равнорасположенных точках, при положении блока двигателя картером вниз.
Устанавливаем коленчатый вал двигателя. Подробную технологию установки коленчатого вала смотрим в статье «Установка коленчатого вала на двигатель».
Установка крышки шестерен распределения, привода вентилятора, кронштейна передней опоры двигателя и шкива коленчатого вала.
Перед установкой крышки шестерен распределения привалочную плоскость протирают, смазывают герметиком и устанавливают правую и левую прокладки крышки.
При установке прокладок не допускается наличие морщин, надрывов и перекрытие прокладками соединительных каналов.
Для предохранения сальника коленчатого вала в крышке от повреждения на передний конец коленчатого вала надеваем предохранительную оправку (рис. 6) и смазываем сальник дизельным маслом.
Крышку шестерен распределения устанавливаем на штифты блока цилиндров, предварительно протерев привалочные плоскости, и закрепляем десятью болтами с плоскими и пружинными шайбами.
Привод вентилятора устанавливаем на шпильки крышки шестерен распределения, предварительно установив прокладку. При этом шестерня привода вентилятора должна войти в зацепление с шестерней распределительного вала.
Привод вентилятора крепим четырьмя гайками с подложенными шайбами.
Верхнюю крышку блока цилиндров устанавливаем на шпильки и крепим двумя болтами и пятью гайками с подложенными плоскими и пружинными шайбами.
Перед установкой крышки необходимо протереть привалочную плоскость и установить на шпильки прокладку. При креплении крышки болт и гайку под кронштейн генератора окончательно не затягиваем.
Затем устанавливаем на верхнюю крышку прокладки заглушки люка и саму заглушку, которую крепим четырьмя болтами с подложенными пружинными шайбами.
Кронштейн передней опоры двигателя устанавливаем на крышку шестерен распределения и крепим четырьмя болтами с подложенными пружинными шайбами.
Болты должны быть затянуты моментом 90-110 Нм (9-11 кгсм). Перед установкой передней опоры необходимо протереть привалочные поверхности.
При установке шкива коленчатого вала необходимо провернуть коленчатый вал в положение для запрессовки сегментной шпонки и запрессовать ее в шпоночный паз переднего конца коленчатого вала.
Затем протираем посадочные поверхности и напрессовываем на передний конец коленчатого вала шкив до упора в бурт и закрепляем болтом с подложенной шайбой.
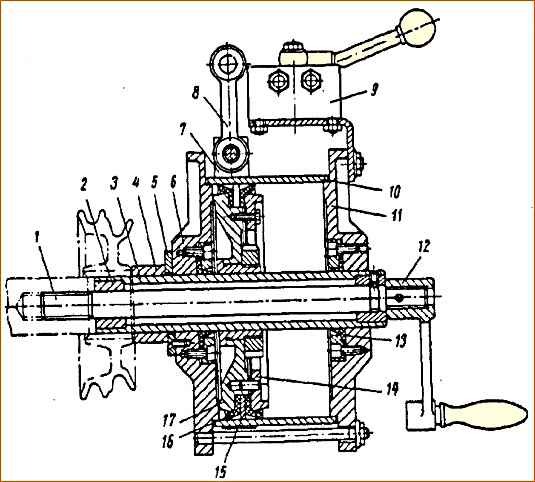
При напрессовке шкива на передний конец коленчатого вала используем пневматическое приспособление (рис. 7).
Для этого на трубу 3 устанавливают шкив, ввертываем рукояткой 12 тягу 1 в отверстие коленчатого вала под болт крепления шкива.
Совмещаем паз в шкиве со шпонкой на переднем конце коленчатого вала и подаем воздух в цилиндр 10 открытием крана 9.
При перемещении поршня вместе с трубой 3 и втулкой 4 осуществляется напрессовка шкива.
Для удобства работы приспособление подвешиваем на балансире за серьгу 8.
Давление воздуха в системе должно поддерживаться в пределах 0,5-0,6 МПа (5-6 кгс/см¹).
Установка картера маховика, маховика и вентиляционной трубки.
Для установки картера маховика необходимо блок цилиндров повернуть на 90° задним торцом вверх, протереть и смазать герметиком привалочную плоскость блока цилиндров под картер маховика.
Затем устанавливаем прокладку картера маховика на установочные штифты на блоке цилиндров и предохранительную оправку (рис. 8) на задний конец коленчатого вала.
Поверхность оправки и рабочую кромку сальника необходимо смазать дизельным маслом.
Картер маховика устанавливаем на установочные штифты блока цилиндров и крепим болтами с подложенными пружинными шайбами, которые затягиваем моментом 80-100 Нм (8-10 кгс м).
Маховик устанавливаем на установочные штифты коленчатого вала при помощи подвески.
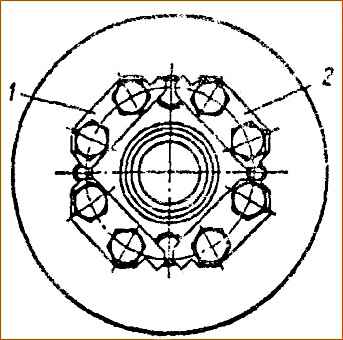
Болты крепления маховика затягиваем моментом 200-220 Нм (20-22 кгс м) и застопориваем замковыми пластинами, установленными под головку каждой пары болтов, и отгибаем на грани болтов, как показано на рисунке 9.
Для облегчения установки маховика в правильное положение относительно коленчатого вала на ступице маховика и на торце вала выбиты цифры 2, которые при сборке должны быть совмещены.
Вентиляционную трубку крепим к блоку цилиндров двумя болтами с подложенными граверными шайбами.
Для этого надо вставить в отверстия вентиляционной трубки болты с шайбами, надеваем на болты прокладку и устанавливаем на блок цилиндров, ввернув болты на 1-2 нитки от руки, затем устанавливаем на вентиляционную трубку кляммер и закрепляем болтом к картеру маховика.
После этого окончательно затягиваем болты крепления вентиляционной трубы.
Установка фильтров ЦМО и насоса ТНВД
При установке фильтров центробежной и грубой очистки масла, поверхности блока цилиндров надо протереть, смазать герметиком и наложить прокладки.
Топливный насос высокого давления устанавливаем на площадки, расположенные между развалами цилиндров и поворачиваем коленчатый вал в положение для запрессовки шпонки в вал ведомой шестерни топливного насоса.
Для предохранения вала под него устанавливаем подставку и запрессовываем шпонку оправкой.
Затем устанавливаем на вал ведомой шестерни привода ТНВД полумуфту в сборе. Перед постановкой надо проверить совмещение рисок, обозначенных знаком «О», на фланце и полумуфте.
ТНВД в сборе с регулятором числа оборотов и автоматической муфтой опережения впрыска устанавливаем на блок и крепим четырьмя болтами, предварительно надев на них шайбы.
Автоматическую муфту опережения впрыска ТНВД соединяем с полумуфтой вала ведомой шестерни при помощи текстолитовой шайбы.
При этом необходимо обеспечить осевой зазор между одним кулачком ведущей полумуфты и торцом автоматической муфты опережения впрыска в пределах 0,5-0,6 мм, а зазор между вторым кулачком и торцом муфты не менее 0,5 мм.
Зазоры проверяем набором щупов.
Кроме того, необходимо обеспечить совпадение меток на ведущей полумуфте и автоматической муфте опережения впрыска, закрепляем гайку полумуфты вала ведомой шестерни и зашплинтовываем ее.
Продолжение сборки дизеля рассмотрим в следующих статьях, в которых будет рассмотрены:
- - технология сборки цилиндро-поршневой группы;
- - установка масляного насоса;
- - установка головок цилиндров, коромысел клапанов и регулировка зазоров в клапанах;
- - установка форсунок, топливопроводов и соединительного патрубка;
- - приработка и испытание двигателя;
- - холодная обкатка двигателя;
- - горячая обкатка двигателя.