Бөлшектеріміз бен тораптарымыз алдын ала құрастырылып, сынақтан өткенін ескере отырып, белгілі бір реттілікпен дизельді қозғалтқышты құрастыруды қарастырайық
Құрастыру үшін сізге сызбаларда көрсетілген өлшемдерге сәйкес жасауға болатын арнайы оправкалар мен арматуралар қажет.
Цилиндрлер блогының қосалқы жинағы
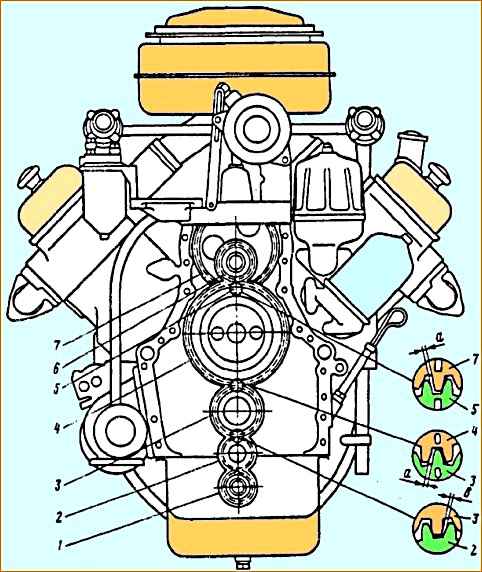
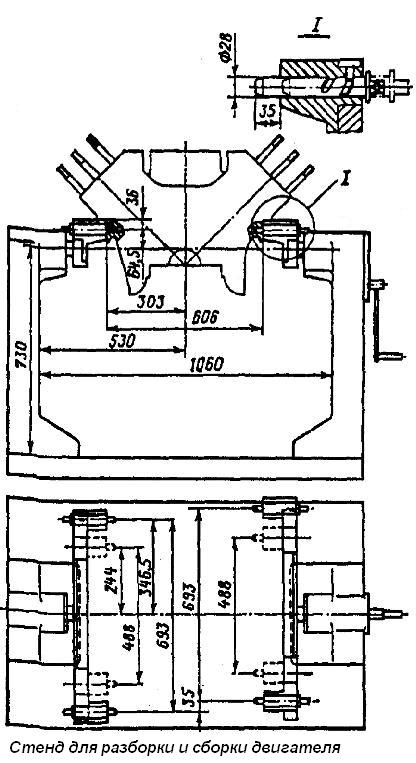
Цилиндр блогын тірекке орнатамыз (суретті қараңыз), оны блоктың төрт тесігіне бекіту түйреуіштерімен бекітіңіз.
Цилиндр блогын жинақтау кезінде цилиндр қақпақтарының астындағы туралау түйреуіштерін басыңыз, уақыт берілісінің қақпағын және маховик корпусын орнатыңыз.
Біз түйреуіштерді оправкамен басамыз, бұл олардың цилиндрлер блогының түйісетін жазықтықтарынан 10 мм аспайтындай шығып тұруын қамтамасыз етеді.
Блоктың май арналарын қылшықты щеткалар мен мақта майлықпен тазалаймыз, осы мақсаттар үшін тазалау таяқшасын пайдаланамыз.
Көлденең және тік май арналарының тығындарын нитро шпаклевкамен немесе қалың нитро бояумен бұрап салу керек.
Итергіш осьтің алдыңғы втулкасын блоктағы тесікке втулкадағы тесік цилиндрлер блогындағы май беру арнасымен сәйкес келетіндей етіп басамыз.
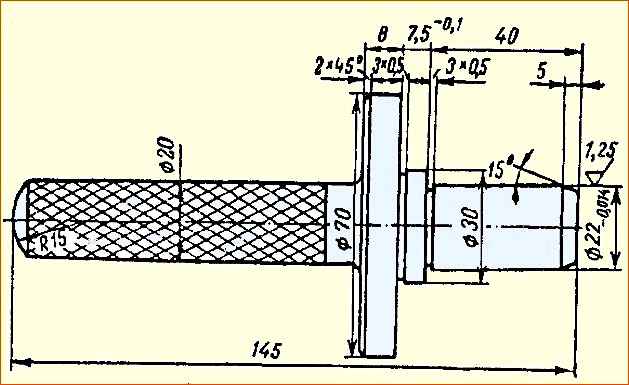
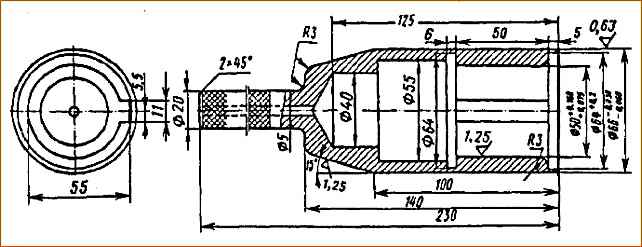
Втулка цилиндрлер блогының алдыңғы шетінен втулканың алдыңғы ұшына дейін 7,5 мм өлшемді қамтамасыз ететін оправкамен (1-сурет) басылады.
Жоғары қысымды жанармай сорғысының жетегінің жетекті беріліс білігінің тығыздағышын басу үшін:
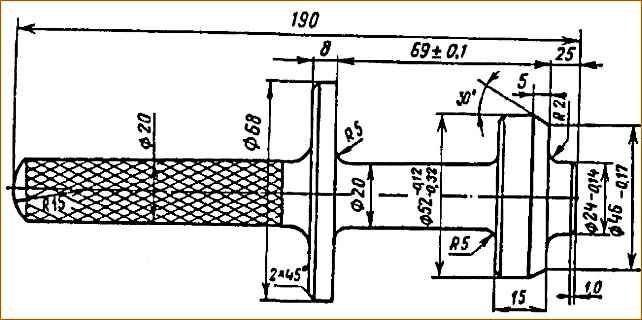
- - май тығыздағышты оправкаға орнату (2-сурет);
- - Сыртқы бетін дизель майымен майлаңыз және цилиндр блогының алдыңғы шетінен май тығыздағыштың соңына дейін (оправкамен қамтамасыз етілген) өлшемін 69 мм сақтай отырып, оны цилиндр блогының тесігіне басыңыз.
Инъекциялық сорғы жетегі мен итергіштерді орнату
Инъекциялық сорғы жетегін цилиндрлер блогының жоғарғы бөлігіндегі тесікке алдыңғы жағынан орнатамыз.
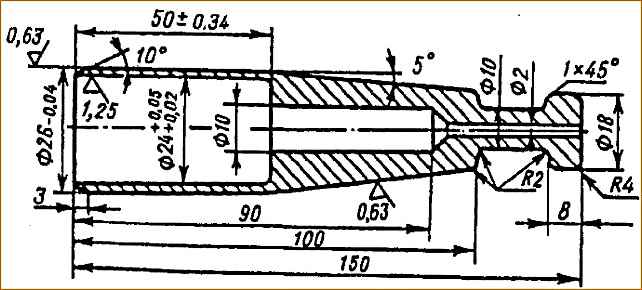
Май тығыздағышты зақымданудан қорғау үшін біз біліктің бос ұшына сақтандырғыш оқпанды қоямыз (Cурет 3).
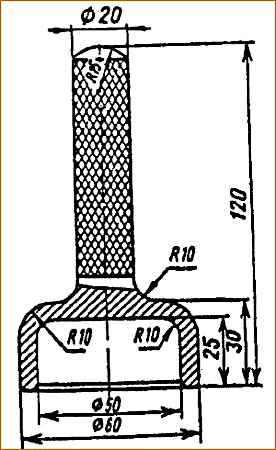
Диск жетегін орнатқан кезде оправканы қолданыңыз (Cурет 4) және орнатқаннан кейін шарикті мойынтіректердің сыртқы сақиналары цилиндрлер блогының розеткаларының жиектеріне тірелуі керек.
Жеткілерді цилиндрлер блогындағы саңылаулармен бекітуге арналған тартқыш фланецтегі саңылауды туралағаннан кейін, бекіткіш шайбалармен бұрандаларды бұрап, олардың жиектерін болт бастарының шеттерінде бүгіңіз, оларды жиектерге мықтап басыңыз.
Болттарды қатайтқаннан кейін жанармай сорғысының жетек білігі кептеліссіз оңай айналуы керек.
Одан кейін блокты 180˚ бұрамыз - картер жоғары тұрған күйде және итергіштерді орнатамыз.
Итергіштер оське 0,012 мм аралықпен орнатылған.
Тазалықты сақтамау қозғалтқыштың қалыпты жұмысына себеп болады.
Үлкенірек саңылау болса, итергіштер бұралып, қағады, ал кішкене саңылау болса, олар кептеледі.
Итергіштерді орнату реті
Итергіштер жинағының шеткі осін тығындалған ұшын сыртқа қаратып, алдыңғы втулкаға орнатыңыз және осьті цилиндрлер блогының ішіне жылжытыңыз.
Біз YaMZ-236 қозғалтқышының бірінші және төртінші цилиндрлерінің итергіштерін (YaMZ-238 қозғалтқышының бірінші және бесінші цилиндрлері) және аралық гильзаны ретімен орнатамыз.
Итергіш осьтің қалған төлкелерін және қалған екі итергішті сыртқы оське орнатыңыз.
Үшінші блок тірегінің втулкасына цилиндрлер, итергіштердің ортаңғы осін орнатыңыз, итергіштерді, аралық жеңді және итергіштерді тізбектей орнатыңыз.
Бұл ретте цилиндрлердің нөмірленуіне сәйкес бір осьте екі цилиндрге итергіштерді орнатамыз: ЯМЗ-238 қозғалтқыштары үшін - 2-6, 3-7, 4-8 және ЯМЗ-236 қозғалтқыштары үшін - 25 , 36.
Біз итергіштерді итергіштің өкшесі цилиндрлер блогындағы терезеге қарайтындай етіп орнатамыз.
Итергіштер осьтерде кептеліссіз оңай айналуы керек және осьтік жылжу аралық төлкелермен шектелуі керек. Орнатпас бұрын барлық бөлшектерді сүртіп, дизель майымен майлау керек.
Тарату білігі мен иінді білікті орнату
Алдымен итергіштердің орналасуын тексеріп, таратқыш білікті цилиндрлер блогына берілістері бар толықтай орнатамыз.
Тарату білігінің журналдарының жөндеу өлшемдері цилиндрлер блогына басылған төлкелердің саңылауларының жөндеу өлшемдеріне сәйкес келуі керек.
Тарату білігінің білігін орнатпас бұрын оны дизель майымен майлаңыз және жанармай сорғысы жетегінің 5 жетек тетігінің тісіндегі орнату белгісін «P» (5-суретті қараңыз) ұзындығы бойынша «P» белгісімен туралаңыз. бүрку сорғысының жетегінің 7 жетекті берілісінің тісі.
Терме фланецінің саңылауларын цилиндрлер блогындағы саңылаулармен теңестіру кезінде фланецті цилиндрлер блогындағы итергіштер осінің астына тесікті жабатындай етіп орналастыру керек.
Тегістелген тесіктерге бекіткіш шайбалары бар екі болтты бұраймыз. Бекіткіш шайбалардың антенналары тартқыш фланецтің саңылауларына сәйкес келуі керек, ал шайбалардың ұштары болттарды қатайтқаннан кейін иіліп, шеттерге басылады.
Болттарды түпкілікті қатайтқаннан кейін таратқыш білік кептеліссіз оңай айналуы керек.
Тісті беріліс торындағы айналмалы саңылау 0,09 - 0,22 мм диапазонында болуы керек; біз қозғалтқыш блогын картер төмен қаратып орналасқан үш бірдей аралықтағы саңылауларды тексереміз.
Қозғалтқыштың иінді білігін орнатыңыз. Иінді білікті орнатудың егжей-тегжейлі технологиясын «Қозғалтқышқа иінді білікті орнату» мақаласын қараңыз.
Уақыт берілісінің қақпағын, желдеткіш жетегін, қозғалтқыштың алдыңғы кронштейнін және иінді білік шкивін орнату.
Уақыт тетігінің қақпағын орнатпас бұрын, түйісетін бетті сүртіңіз, оны тығыздағышпен майлаңыз және оң және сол жақ қақпақ тығыздағыштарын орнатыңыз.
Тығыздағыштарды орнатқан кезде, мыжылған жерлер, жыртылатын жерлер және тығыздағыштар байланыстырушы арналарды қабаттастырмауы керек.
Қақпақтағы иінді біліктің май тығыздағышын зақымданудан қорғау үшін иінді біліктің алдыңғы жағына сақтандырғыш оқпанды орнатыңыз (Cурет 6) және май тығыздағышын дизель майымен майлаңыз.
Біз бұрын жұптасатын беттерді сүртіп, цилиндрлер блогының түйреуіштеріне уақыт берілісінің қақпағын орнатамыз және оны тегіс және серіппелі шайбалармен он болтпен бекітеміз.
Біз алдын ала тығыздағышты орнатып, желдеткіш жетегін уақыт берілісінің қақпағының шпилькаларына орнатамыз. Бұл жағдайда желдеткіш жетек тетігі таратқыш білігінің берілісіне қосылуы керек.
Желдеткіш жетегін төрт гайкамен және шайбамен бекітеміз.
Цилиндр блогының үстіңгі қақпағын шпилькаларға орнатып, оны екі болт пен бес гайкамен жалпақ және серіппелі шайбалармен бекітеміз.
Қақпақты орнатпас бұрын, түйісетін бетті сүртіп, шпилькаларға тығыздағышты орнату керек. Қақпақты бекіткен кезде генератор кронштейнінің астындағы болт пен гайканы толығымен тартпаңыз.
Одан кейін люк тығынының тығыздағышын және ашаның өзін үстіңгі қақпаққа орнатамыз, оны серіппелі шайбалары бар төрт болтпен бекітеміз.
Алдыңғы қозғалтқышты орнату кронштейнін уақыт берілісінің қақпағына орнатып, оны серіппелі шайбалары бар төрт болтпен бекітеміз.
Болттарды 90-110 Нм (9-11 кгсм) айналу моментіне дейін бұрау керек. Алдыңғы тіреуді орнатпас бұрын, түйісетін беттерді сүрту керек.
Иінді біліктің шығырын орнатқан кезде, иінді білікті сегменттік пернені басу орнына бұрып, оны иінді біліктің алдыңғы ұшының кілттік ойығына басу керек.
Сосын Біз отыратын беттерді сүртіп, шкивті иінді біліктің алдыңғы ұшына жағаға тірелгенше басып, болт пен шайбамен бекітеміз.
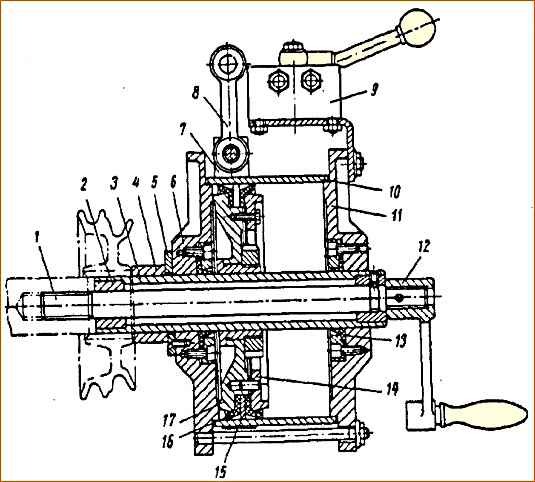
Шығырды иінді біліктің алдыңғы ұшына басқанда, пневматикалық құрылғыны пайдаланыңыз (Cурет 7).
Ол үшін шығырды 3-құбырға орнатыңыз, 12-сабақты пайдаланып, шкив бекіту болтының астындағы иінді біліктің тесігіне бұраңыз.
Шығырдағы ойықты иінді біліктің алдыңғы жағындағы кілтпен туралаңыз және клапанды 9 ашу арқылы 10 цилиндрге ауа беріңіз.
Поршень құбыр 3 және төлкемен 4 бірге қозғалғанда, шкив басылады.
Жұмыс істеуге ыңғайлы болу үшін құрылғыны сырға 8 арқылы теңгерімге ілеміз.
Жүйедегі ауа қысымы 0,5-0,6 МПа (5-6 кгс/см 2) шегінде сақталуы керек.
Маховик корпусын, маховикті және желдеткіш түтікті орнату.
Маховик корпусын орнату үшін цилиндр блогын артқы жағымен жоғары қарай 90° бұру керек, цилиндр блогының түйісетін бетін маховик корпусының астындағы тығыздағышпен сүртіп, майлау керек.
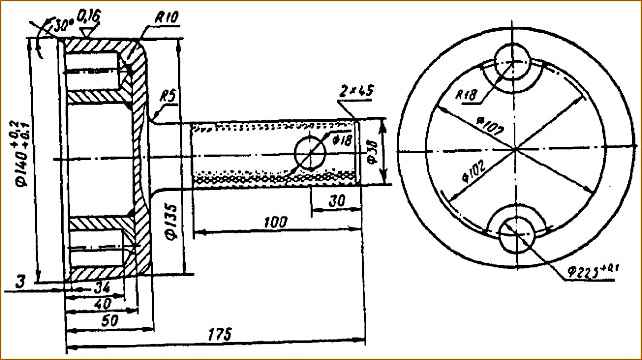
Одан кейін цилиндрлер блогындағы орналастыру түйреуіштеріне маховик корпусының тығыздағышын және иінді біліктің артқы жағындағы қауіпсіздік оқпанын (Cурет 8) орнатамыз.
Оправка беті мен май тығыздағыштың жұмыс шеті дизель майымен майлануы керек.
Біз маховик корпусын цилиндрлер блогының орналасу түйреуіштеріне орнатамыз және оны 80-100 Нм (8-10 кгс м) бұрау моментімен қатайтатын серіппелі шайбалары бар болттармен бекітеміз.
Маховикті суспензия арқылы иінді білік түйреуіштеріне орнатамыз.
Маховикті монтаждау болттарын 200-220 Нм (20-22 кгс м) айналу моментіне дейін қатайтыңыз және оларды әрбір болт жұбының басының астына орнатылған бекіткіш тақталармен бекітіңіз де, оларды болттардың шетіне бүктеңіз. 9-суретте көрсетілген.
Маховикті иінді білікке қатысты дұрыс қалыпта орнатуды жеңілдету үшін 2 сандары маховиктің торында және біліктің ұшында штампталған, оларды құрастыру кезінде туралау қажет.
Желдету түтігін цилиндрлер блогына ою шайбалары бар екі болтпен бекітеміз.
Ол үшін желдеткіш түтіктің саңылауларына шайбалары бар болттарды салыңыз, болттарға тығыздағышты салып, цилиндрлер блогына орнатыңыз, болттарды қолмен 1-2 жіпке бұраңыз, содан кейін қысқышты орнатыңыз. желдету түтігін бекітіп, оны болтпен маховик корпусына бекітіңіз.
Осыдан кейін желдету құбырын бекітетін болттарды қатайтыңыз.
CMO сүзгілері мен отын бүрку сорғысын орнату
Ортадан тепкіш және ірі май сүзгілерін орнатқан кезде цилиндрлер блогының беттерін сүртіп, тығыздағышпен майлап, тығыздағыштарды жағу керек.
Жоғары қысымды жанармай сорғысын цилиндр камераларының арасында орналасқан платформаларға орнатамыз және иінді білікті жанармай сорғысының жетекті беріліс білігіне кілтті басатын күйге бұрамыз.
Білікті қорғау үшін оның астына тіреуіш орнатып, кілтті оправкамен басыңыз.
Одан кейін жартылай муфтаны инжекциялық сорғы жетегінің жетек тетігінің білігіне орнатамыз. Орнату алдында фланец пен муфтаның жартысында «O» белгіленген белгілердің туралануын тексеру керек.
Жылдамдық реттегіші және автоматты бүрку ілінісуі бар отын бүрку сорғысының жинағын блокқа орнатамыз және оны төрт болтпен бекітеміз, бұған дейін оларға шайбалар орнатамыз.
Тексолит шайбасының көмегімен инъекциялық сорғының автоматты бүрку ілінісуін жетекті беріліс білігінің жартылай муфтасына қосамыз.
Бұл жағдайда жетекші жартылай ілінісудің бір жұдырықшасы мен автоматты бүрку алдын ала ілінісудің соңы арасындағы осьтік саңылау 0,5-0,6 мм шегінде, ал екінші жұдырықша мен оның соңы арасындағы бос орынды қамтамасыз ету қажет. ілінісу кемінде 0,5 мм.
Саңылауларды өлшеуіштердің жиынтығымен тексереміз.
Сонымен қатар, жетектің жартылай ілінісуі мен автоматты бүрку алдын ала ілінісудегі белгілердің сәйкес келуін қамтамасыз ету керек, жетекті беріліс білігінің муфтасының гайкасының жартысын бекітіп, оны ілмекпен бекітіңіз.
Дизельді құрастыруды жалғастыруды келесі мақалаларда қарастырамыз, олар мыналарды қамтиды:
- - цилиндр-поршеньді топтарды құрастыру технологиясы;
- - май сорғысын орнату;
- - цилиндр қалпақшаларын, клапанның рокер тұтқаларын орнату және клапан саңылауларын реттеу;
- - инжекторларды, отын желілерін және қосу құбырын орнату;
- - қозғалтқышты қосу және сынау;
- - қозғалтқыштың салқын жұмыс істеуі дене;
- - қозғалтқыштың қызып кетуі.
")

")
")
")
")
")
")
")
{kind=link}