Розглянемо складання дизеля у певній послідовності, враховуючи, що наші деталі та вузли перед цим попередньо зібрані та випробувані
Для збирання знадобляться спеціальні оправлення та пристосування, які можна виготовити за розмірами, зазначеними в малюнках.
Підскладання блоку циліндрів
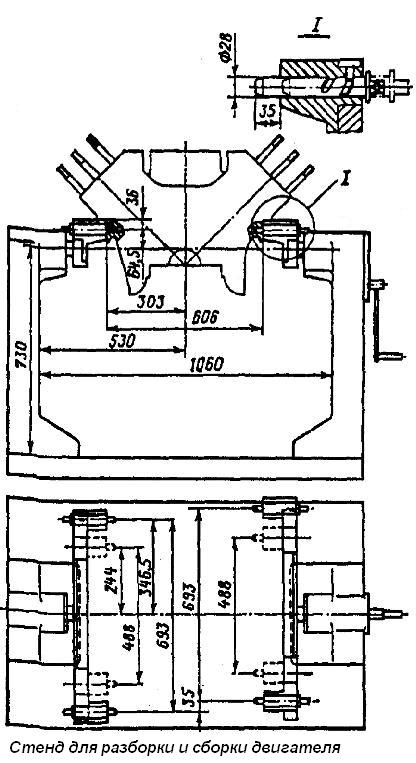
Блок циліндрів встановлюємо на стенд (см. рисунок), закріпивши його фіксуючими штифтами за чотири отвори блоку.
Підскладання блоку циліндрів запресовують настановні штифти під головки циліндрів, встановлюємо кришку шестерень розподілу та картер маховика.
Штифти запресовуємо оправкою, яка забезпечує їх виступ над привалочними площинами блоку циліндрів не більше ніж на 10 мм.
Олійні канали блоку очищаємо щетинистими йоржами та бавовняною серветкою, використовуючи для цього шомпол.
Пробки горизонтального та вертикального масляних каналів необхідно вкручувати на нітрошпаклівці або густій нітрофарбі.
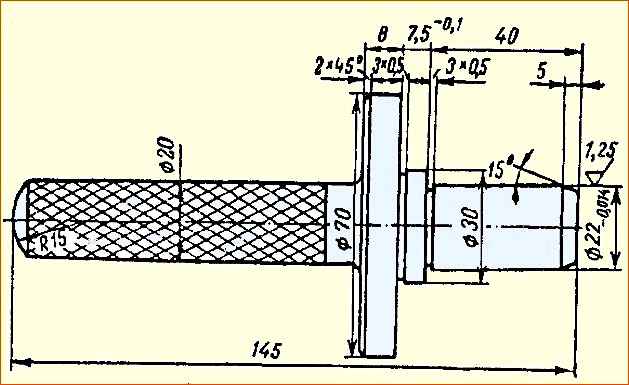
Передню втулку осі штовхачів запресовуємо в отвір блоку таким чином, щоб забезпечити збіг отвору у втулці з маслопідводним каналом у блоці циліндрів.
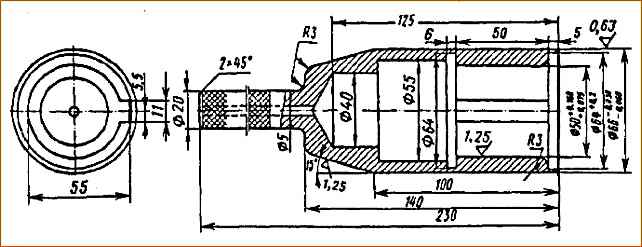
Втулку запресовують оправкою (рис. 1), яка забезпечує розмір 7,5 мм від переднього торця блоку циліндрів до переднього торця втулки.
Для запресування сальника валу ведомої шестерні приводу паливного насоса високого тиску:
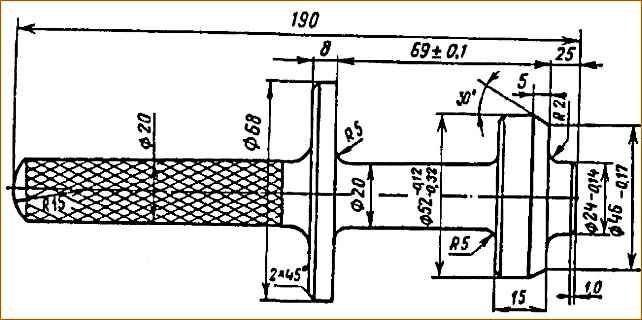
- - сальник встановлюємо на оправлення (рис. 2);
- - змащуємо зовнішню поверхню дизельним маслом і запресовуємо у розточування блоку циліндрів, витримуючи розмір 69 мм від переднього торця блоку циліндрів до торця сальника (забезпечується оправкою).
Встановлення приводу ТНВД та штовхачів
Привід ТНВД встановлюємо у розточування у верхній частині блок циліндрів з переднього торця.
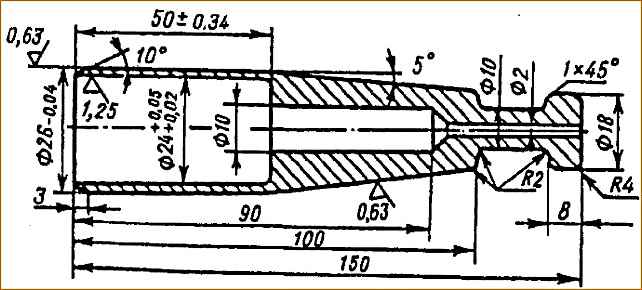
Для захисту сальника від пошкодження на вільний кінець валу надягаємо запобіжну оправку (рис. 3).
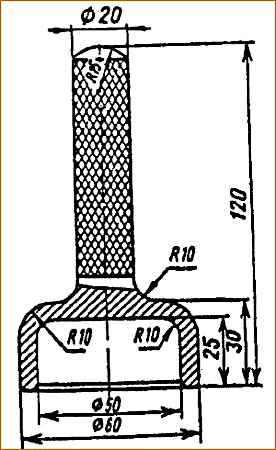
Під час встановлення приводу застосовують оправлення (рис. 4) і після встановлення зовнішні кільця кулькових підшипників повинні упертися в уступи гнізд блоку циліндрів.
Після поєднання отвору завзятого фланця кріплення приводів з отворами блоку циліндрів ввертають болти з надітими стопорними шайбами і відгинають їх краї на грані головок болтів, щільно притиснувши до граней.
Після затягування болтів вал приводу паливного насоса повинен обертатися легко, без заїдань.
Потім повертаємо блок на 180˚- положення картером вгору і встановлюємо штовхачі.
Тлумачі встановлюються на вісь із зазором 0,012 мм.
Недотримання зазору викликає ненормальну роботу двигуна.
При більшому зазорі штовхачі перекошуються і стукають, а при маленькому зазорі заїдають.
Послідовність встановлення штовхачів
Встановлюємо крайню вісь штовхачів у зборі в передню втулку заглушеним торцем назовні, посуваємо вісь усередину блоку циліндрів.
Встановлюємо послідовно штовхачі першого та четвертого циліндрів, для двигуна ЯМЗ-236 (першого та п'ятого циліндрів для двигуна ЯМЗ-238) та розпірну втулку.
Встановлюємо інші втулки осей штовхачів і два інші штовхачі на крайню вісь.
У втулку третьої опори блоку циліндрів встановлюємо середню вісь штовхачів, встановлюємо послідовно штовхачі, розпірну втулку та штовхачі.
Одночасно на одну вісь встановлюємо штовхачі для двох циліндрів згідно з нумерацією циліндрів: для двигунів ЯМЗ-238 - 2-6, 3-7, 4-8 і для двигунів ЯМЗ-236 - 25, 36.
Товкачі встановлюємо таким чином, щоб п'ята штовхача була звернена у бік вікна в блоці циліндрів під штангу штовхачів.
Товкачі повинні провертатися на осях легко, без заїдання, і осьове зміщення має бути обмежене розпірними втулками. Усі деталі перед постановкою необхідно протерти та змастити дизельною олією.
Встановлення розподільного та колінчастого валів
Розподільний вал встановлюємо в блок циліндрів у зборі з шестернями, попередньо перевіривши розташування штовхачів.
Ремонтні розміри опорних шийок розподільного валу повинні відповідати ремонтним розмірам отворів втулок, запресованих у блок циліндрів.
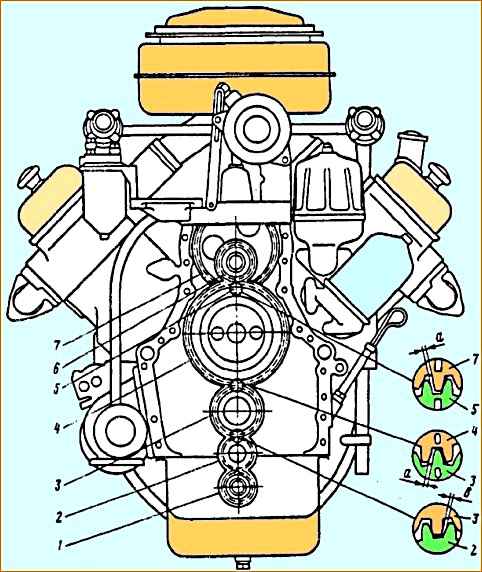
Перед постановкою шейхи розподільчого валу рясно змащуємо дизельним маслом і поєднуємо настановну мітку «П» (див. рис. 5) на зубі провідної шестерні 5 приводу паливного насоса з міткою «П» на довжині зуба ведомої шестерні 7 приводу ТНВД.
При суміщенні отворів упорного фланця з отворами в блоці циліндрів необхідно фланець покласти так, щоб він перекрив отвір, під вісь штовхачів у блоці циліндрів.
У поєднані отвори ввертаємо два болти із замковими шайбами. Вусики замкових шайб повинні увійти в отвори завзятого фланця, а кінці шайб після затягування болтів відгинають і притискають до граней.
Після остаточної затяжки болтів розподільний вал повинен обертатися легко, без заїдань.
Кільцевий зазор у зачепленні шестерень повинен бути в межах 0,09 - 0,22 мм; перевіряємо зазор у трьох рівнорозташованих точках, при положенні блоку двигуна картером вниз.
Встановлюємо колінчастий вал двигуна. Детальну технологію встановлення колінчастого валу дивимося у статті «Встановлення колінчастого валу на двигун».
Встановлення кришки шестерень розподілу, приводу вентилятора, кронштейна передньої опори двигуна та шківа колінчастого валу.
Перед встановленням кришки шестерень розподілу привалочну площину протирають, змащують герметиком і встановлюють праву та ліву прокладки кришки.
Під час встановлення прокладок не допускається наявність зморшок, надривів та перекриття прокладками з'єднувальних каналів.
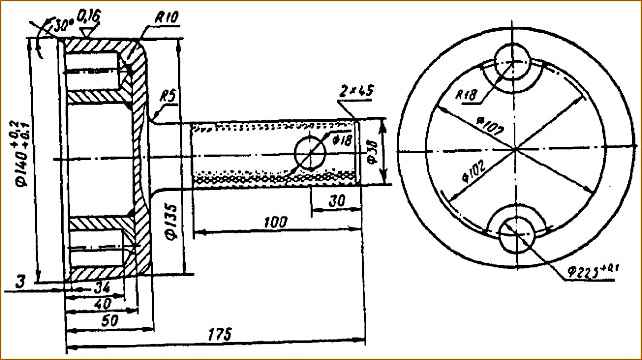
Для запобігання сальнику колінчастого валу в кришці від пошкодження на передній кінець колінчастого валу надягаємо запобіжну оправку (рис. 6) і змащуємо сальник дизельним маслом.
Кришку розподільних шестерень встановлюємо на штифти блоку циліндрів, попередньо протерши привалочні площини, і закріплюємо десятьма болтами з плоскими та пружинними шайбами.
Привід вентилятора встановлюємо на шпильки кришки шестерень розподілу, попередньо встановивши прокладку. При цьому шестерня приводу вентилятора повинна увійти в зачеплення з шестернею розподільчого валу.
Привід вентилятора кріпимо чотирма гайками з підкладеними шайбами.
Верхню кришку блоку циліндрів встановлюємо на шпильки та кріпимо двома болтами та п'ятьма гайками з підкладеними плоскими та пружинними шайбами.
Перед встановленням кришки необхідно протерти привалочну площину та встановити на шпильки прокладку. При кріпленні кришки болт та гайку під кронштейн генератора остаточно не затягуємо.
Потому встановлюємо на верхню кришку прокладки заглушки люка і саму заглушку, яку кріпимо чотирма болтами з підкладеними пружинними шайбами.
Кронштейн передньої опори двигуна встановлюємо на кришку шестерень розподілу та кріпимо чотирма болтами з підкладеними пружинними шайбами.
Болти мають бути затягнуті моментом 90-110 Нм (9-11 кгсм). Перед встановленням передньої опори необхідно протерти поверхні привалки.
При установці шківа колінчастого валу необхідно провернути колінчастий вал у положення для запресування сегментної шпонки та запресувати її в шпонковий паз переднього кінця колінчастого валу.
Потім пробтираємо посадкові поверхні і напресовуємо на передній кінець колінчастого валу шків до упору в бурт і закріплюємо болтом із підкладеною шайбою.
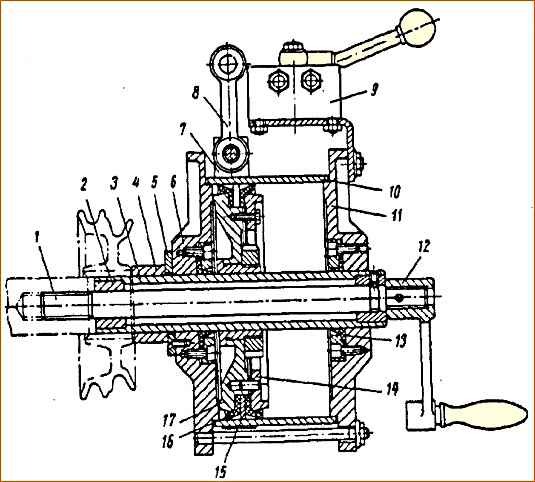
При напресуванні шківа на передній кінець колінчастого валу використовуємо пневматичний пристрій (рис. 7).
Для цього на трубу 3 встановлюють шків, ввертаємо рукояткою 12 тягу 1 в отвір колінчастого валу під болт кріплення шківа.
Сполучаємо паз у шківі зі шпонкою на передньому кінці колінчастого валу та подаємо повітря в циліндр 10 відкриттям крана 9.
При переміщенні поршня разом з трубою 3 та втулкою 4 здійснюється напресування шківа.
Для зручності роботи пристрій підвішуємо на балансирі за сережку 8.
Тиск повітря в системі повинен підтримуватися в межах 0,5-0,6 МПа (5-6 кгс/см 2).
Встановлення картера маховика, маховика та вентиляційної трубки.
Для встановлення картера маховика необхідно блок циліндрів повернути на 90° заднім торцем вгору, протерти та змастити герметиком привалочну площину блоку циліндрів під картер маховика.
Потому встановлюємо прокладку картера маховика на настановні штифти на блоці циліндрів та запобіжну оправку (рис. 8) на задній кінець колінчастого валу.
Поверхню оправки та робочу кромку сальника необхідно змастити дизельною олією.
Картер маховика встановлюємо на настановні штифти блоку циліндрів та кріпимо болтами з підкладеними пружинними шайбами, які затягуємо моментом 80-100 Нм (8-10 кгс м).
Маховик встановлюємо на штифти колінчастого валу за допомогою підвіски.
Болти кріплення маховика затягуємо моментом 200-220 Нм (20-22 кгс м) і застопорюємо замковими пластинами, встановленими під головку кожної пари болтів, і відгинаємо на межі болтів, як показано на малюнку 9.
Для полегшення встановлення маховика у правильне положення щодо колінчастого валу на маточці маховика та на торці валу вибиті цифри 2, які при складанні повинні бути поєднані.
Вентиляційну трубку кріпимо до блоку циліндрів двома болтами з підкладеними граверними шайбами.
Для цього треба вставити в отвори вентиляційної трубки болти з шайбами, надягаємо на болти прокладку і встановлюємо на блок циліндрів, вкрутивши болти на 1-2 нитки від руки, потім встановлюємо на вентиляційну трубку клямер і закріплюємо болтом до картера маховика.
Після цього остаточно затягуємо болти кріплення вентиляційної труби.
Встановлення фільтрів ЦМО та насоса ТНВД
При установці фільтрів відцентрового та грубого очищення масла, поверхні блоку циліндрів треба протерти, змастити герметиком і накласти прокладки.
Паливний насос високого тиску встановлюємо на майданчики, розташовані між розвалами циліндрів і повертаємо колінчастий вал у положення для запресування шпонки у вал ведомої шестерні паливного насоса.
Для запобігання валу під нього встановлюємо підставку та запресовуємо шпонку оправкою.
Потім встановлюємо на вал веденої шестерні приводу ТНВД напівмуфту в зборі. Перед постановкою треба перевірити поєднання рисок, позначених знаком «О», на фланці та напівмуфті.
ТНВД у зборі з регулятором числа обертів та автоматичною муфтою випередження впорскування встановлюємо на блок і кріпимо чотирма болтами, попередньо вдягнувши на них шайби.
Автоматичну муфту випередження упорскування ТНВД з'єднуємо з напівмуфтою валу веденої шестерні за допомогою текстолітової шайби.
При цьому необхідно забезпечити осьовий зазор між одним кулачком провідної напівмуфти і торцем автоматичної муфти випередження впорскування в межах 0,5-0,6 мм, а зазор між другим кулачком і торцем муфти не менше 0,5 мм.
Зазори перевіряємо набором щупів.
Крім того, необхідно забезпечити збіг міток на провідній напівмуфті та автоматичній муфті випередження упорскування, закріплюємо гайку напівмуфти валу веденої шестерні та зашплінтовуємо її.
Продовження складання дизеля розглянемо в наступних статтях, в яких буде розглянуто:
- - технологія складання циліндро-поршневої групи;
- - встановлення масляного насоса;
- - встановлення головок циліндрів, коромисел клапанів та регулювання зазорів у клапанах;
- - встановлення форсунок, паливопроводів та сполучного патрубка;
- - доопрацювання та випробування двигуна;
- - холодна обкатка двигуна;
- - гаряча обкатка двигуна.
")

")
")
")
")
")
")
")
{kind=link}