Головка отлита из алюминиевого сплава АК6М2.
Имеются дополнительные стойки крепления оси коромысел
На втулках всех клапанов установлены уплотнительные колпачки из резины на основе фторкаучука.
Снятие и установка головки цилиндров
Сливаем охлаждающую жидкость
Снимаем карбюратор
Снимаем промежуточный рычаг с тягами управления карбюратора, отсоединяем шланг вакуумного усилителя тормозов
Отсоединяем приемную трубу от выпускного коллектора

Отсоединяем шланг от крана отопителя (рис. 1).
Снимаем наконечники высоковольтных проводов со свечей зажигания.
Снимаем со шкива насоса ГУР ремень привода

Ключом «на 13» отворачиваем гайку заднего крепления кронштейна насоса ГУР и ключом «на 17» две гайки переднего крепления.

Снимаем кронштейн вместе с насосом.
Отсоединяем наконечник провода от датчика указателя температуры

Снимаем верхний шланг радиатора (рис. 4)
Отсоединяем шланги от корпуса термостата.
Снимаем ось коромысел и вынимаем штанги толкателей.

Головкой «на 17» равномерно, в последовательности обратной затяжке (см. ниже), отворачиваем гайки крепления головки блока (рис. 5).

Снимаем со шпилек кронштейн крепления корпуса воздушного фильтра и монтажную проушину.

Снимаем головку блока цилиндров.

Снимаем прокладку головки блока.

Для проверки плоскостности головки блока прикладываем слесарную линейку к тщательно очищенной плоскости головки в двух направлениях по диагоналям.
Зазор при измерении щупом должен составлять не более 0,1 мм.
В противном случае головка подлежит шлифованию или замене.
При установке головки обязательно ставим новую прокладку, натерев ее с обеих сторон графитным порошком (мягким карандашом).
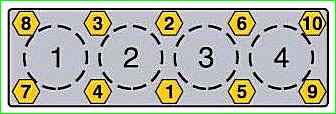
Резьбу шпилек смазываем графитной смазкой или ШРУС-4, после чего равномерно заворачиваем головкой «на 17» десять гаек крепления головки блока в порядке согласно рисунку.
Для обеспечения равномерного и плотного прилегания головки цилиндров к блоку подтяжку гаек крепления следует производить на холодном двигателе в определенной последовательности в два этапа:
- - первый — предварительно, с меньшим усилием;
- - второй — окончательно, затягивая гайки равномерно моментом 88,3-93,2 Нм (9-9,4 кг/см.
После подтяжки гаек крепления обязательно проверяются тепловые зазоры между клапанами и коромыслами.
Затяжку необходимо вести динамометрическим ключом