Установка шатунно-поршневой группы Д-245
Проверить соответствие размерной группы комплекта поршней и размерной группы гильз цилиндров
Поршни одного комплекта на дизеле должны быть одной размерной группы, соответствующей размерной группе гильз цилиндров
Размерная группа "Б"
Диаметр юбки поршня 110 -0,05-0,07 мм
Диаметр гильзы цилиндра 110 +0,06+0,04 мм
Зазор между поршнем и гильзой 0,09-0,13 мм
Размерная группа "С"
Диаметр юбки поршня 110 -0,07-0,09 мм
Диаметр гильзы цилиндра 110 +0,04+0,02 мм
Зазор между поршнем и гильзой 0,09-0,13 мм
Размерная группа "М"
Диаметр юбки поршня 110 -0,09-0,11 мм
Диаметр гильзы цилиндра 110 +0,02 мм
Зазор между поршнем и гильзой 0,09-0,13 мм
Разность массы поршней одного комплекта не должна превышать 10 г.
Разность массы шатунов в сборе с поршнями не должна превышать 30 г.
Проверить соответствие размерной группы шатунных вкладышей ремонтному или номинальному размеру шатунных шеек.
Размерные группы поршней и гильз цилиндров приведены в таблице.
Перед установкой в гильзы поршней в сборе с шатунами и поршневыми кольцами следует протереть чистой салфеткой и продуть сжатым воздухом зеркало гильз цилиндров, наружную поверхность поршней, рабочую поверхность вкладышей шатунных подшипников и шейки коленчатого вала.
Некруглость и допуск профиля продольного сечения отверстия втулки верхней головки шатуна — 0005 мм.
При запрессовке втулки должно быть обеспечено ее симметричное расположение относительно средней плоскости шатуна.
После растачивания поверхность отверстия втулки верхней головки не должна иметь рисок и задиров, шероховатость обработанной поверхности должна быть Rа≤0,63 мкм
На верхней поверхности втулки допускается одна спиральная или радиальная риска шириной не более 0,1 мм.
На поверхности шатунного болта трещины и риски не допускаются. Резьба болта должна быть чистой, без забоин и заусенцев.
На поверхности поршневого пальца не должно быть рисок, забоин и трещин.
Разность массы пальцев, устанавливаемых на один дизель, не должна превышать 10 г.
Не смазанный маслом палец должен легко от усилия руки проворачиваться в шатуне, не иметь поперечного качания и не выпадать из шатуна под действием собственной массы.
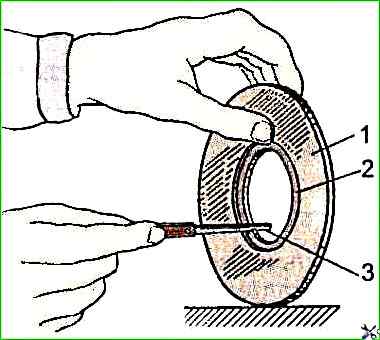
Радиальный зазор (просвет) между поршневым кольцом и контрольным калибром для верхнего компрессионного кольца не должен превышать 0,02 мм не более чем на 10 % поверхности и не ближе 20° от замка; а для маслосъемных колец — овальность должна быть в пределах 0,15-0,65 мм
Зазор в стыке колец должен быть в пределах 0,3-0,6 мм, причем подгонка этого зазора не допускается.
Предел прочности колец при изгибе кольца - не менее 441 Нм.
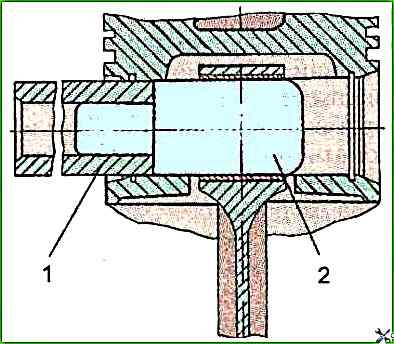
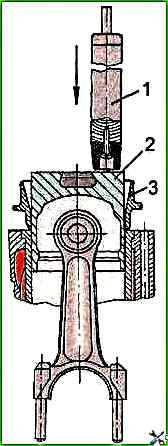
Сборку шатуна с поршнем и пальцем рекомендуется производить с помощью специальной оправки, показанной на рисунке 3.
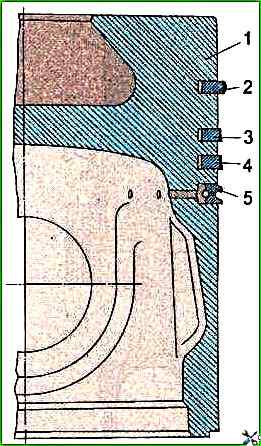
На каждый поршень устанавливаются верхнее компрессионное кольцо, покрытое по наружной поверхности хромом, два (или одно) компрессионных конусных кольца и одно маслосъемное кольцо коробчатого типа с пружинным расширителем.
Компрессионные конусные кольца на торцовой поверхности у замка имеют маркировку верх, которая при установке колец должна быть обращена к днищу поршня
Стык расширителя маслосъемного кольца не должен совпадать с замком кольца.
Маслосъемные поршневые кольца устанавливаются меткой (выдавкой), нанесенной на поверхности кольца в 7-20 мм от замка, к днищу поршня.
При вращении поршня, находящегося в горизонтальном положении, поршневые кольца должны свободно, без заеданий, перемещаться в его канавках и утопать в них под действием собственной массы.
Замки поршневых колец надо располагать на равном расстоянии по окружности.
Зеркало гильз цилиндров, поршни с поршневыми кольцами, шатунные шейки коленчатого вала и вкладыши шатунных шеек нужно смазать моторным маслом.
Замки рядом стоящих поршневых колец должны быть расположены под углом 180°.
Для установки поршней в гильзу блока надо использовать оправки И 806.01.200 и И 804.01.200.
Момент затяжки гаек шатунных болтов должен быть в пределах 180-200 Нм.
Осевой люфт нижних головок шатунов на шатунных шейках допускается не более 1 мм при любом положении коленчатого вала.
У нового дизеля осевой люфт находится в пределах 0,15-0,4 мм.
Момент проворачивания коленчатого вала после затяжки всех гаек шатунных болтов не должен превышать 60 Нм.
В ВМТ плоскость днища каждого поршня должна выступать над верхней плоскостью блока цилиндров на 0,3-0,55 мм.
Зазор между головкой поршня и гильзой на расстоянии 3 мм от верхней плоскости блока должен быть не менее 0,2 мм.
")

")
")
")
")
")
")
")