Встановлення шатунно-поршневої групи Д-245
Перевірити відповідність розмірної групи комплекту поршнів та розмірної групи гільз циліндрів
Поршні одного комплекту на дизелі повинні бути однієї розмірної групи, що відповідає розмірній групі гільз циліндрів
Розмірна група "Б"
Діаметр спідниці поршня 110 -0,05-0,07 мм
Діаметр гільзи циліндра 110 +0,06+0,04 мм
Зазор між поршнем та гільзою 0,09-0,13 мм
Розмірна група "С"
Діаметр спідниці поршня 110 -0,07-0,09 мм
Діаметр гільзи циліндра 110 +0,04+0,02 мм
Зазор між поршнем та гільзою 0,09-0,13 мм
Розмірна група "М"
Діаметр спідниці поршня 110 -0,09-0,11 мм
Діаметр гільзи циліндра 110 +0,02 мм
Зазор між поршнем та гільзою 0,09-0,13 мм
Різниця маси поршнів одного комплекту не повинна перевищувати 10 г.
Різниця маси шатунів у зборі з поршнями не повинна перевищувати 30 г.
Перевірити відповідність розмірної групи шатунних вкладишів ремонтному чи номінальному розміру шатунних шийок.
Розмірні групи поршнів та гільз циліндрів наведені в таблиці.
Перед установкою в гільзи поршнів у зборі з шатунами та поршневими кільцями слід протерти чистою серветкою і продути стисненим повітрям дзеркало гільз циліндрів, зовнішню поверхню поршнів, робочу поверхню вкладишів шатунних підшипників та шийки колінчастого валу.
Некруглість та допуск профілю поздовжнього перерізу отвору втулки верхньої головки шатуна — 0005 мм.
При запресуванні втулки має бути забезпечене її симетричне розташування щодо середньої площини шатуна.
Після розточування поверхня отвору втулки верхньої головки не повинна мати рисок і задир, шорсткість обробленої поверхні повинна бути Rа≤0,63 мкм
На верхній поверхні втулки допускається один спіральний або радіальний ризик шириною не більше 0,1 мм.
На поверхні шатунного болта тріщини та ризики не допускаються. Різьблення болта має бути чистим, без вибоїн і задирок.
На поверхні поршневого пальця не повинно бути рисок, вибоїн та тріщин.
Різність маси пальців, що встановлюються на один дизель, не повинна перевищувати 10 г.
Не змащений олією палець повинен легко від зусилля руки прокручуватися в шатуні, не мати поперечного гойдання і не випадати з шатуна під дією власної маси.
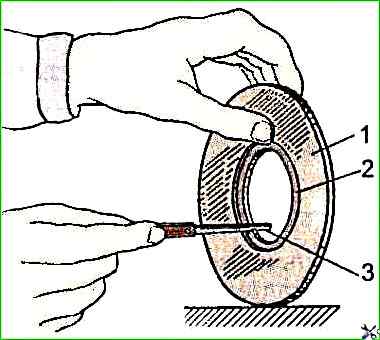
Радіальний проміжок між поршневим кільцем і контрольним калібром для верхнього компресійного кільця не повинен перевищувати 0,02 мм не більше ніж на 10 % поверхні і не ближче 20° від замку; а для маслознімних кілець — овальність має бути в межах 0,15—0,65 мм
Зазор у стику кілець повинен бути в межах 0,3-0,6 мм, причому припасування цього зазору не допускається.
Межа міцності кілець при вигині кільця - не менше 441 Нм.
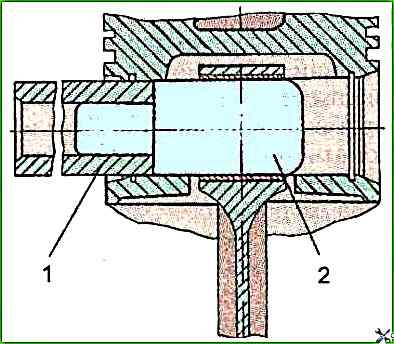
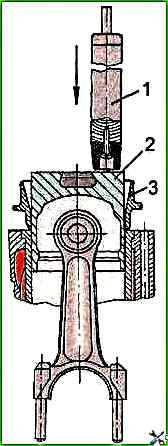
Складання шатуна з поршнем і пальцем рекомендується проводити за допомогою спеціальної оправки, показаної на малюнку 3.
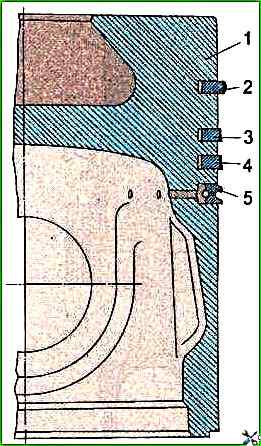
На кожен поршень встановлюються верхнє компресійне кільце, покрите по зовнішній поверхні хромом, два (або одне) компресійних конусних кільця та одне маслознімне кільце коробчастого типу з пружинним розширювачем.
Компресійні конусні кільця на торцевій поверхні біля замку мають маркування верху, яка при встановленні кілець повинна бути звернена до днища поршня
Стик розширювача маслознімного кільця не повинен збігатися із замком кільця.
Маслознімні поршневі кільця встановлюються міткою (видавкою), нанесеною на поверхні кільця 7-20 мм від замку, до днища поршня.
При обертанні поршня, що знаходиться в горизонтальному положенні, поршневі кільця повинні вільно, без заїдань, переміщатися в його канавках та потопати в них під дією власної маси.
Замки поршневих кілець треба розташовувати на рівній відстані по колу.
Дзеркало гільз циліндрів, поршні з поршневими кільцями, шатунні шийки колінчастого валу та вкладиші шатунних шийок потрібно змастити моторним маслом.
Замки поруч поршневих кілець, що стоять, повинні бути розташовані під кутом 180°.
Для встановлення поршнів у гільзу блоку треба використовувати оправки І 806.01.200 та І 804.01.200.
Момент затягування гайок шатунних болтів має бути в межах 180-200 Нм.
Осьовий люфт нижніх головок шатунів на шатунних шийках допускається не більше 1 мм за будь-якого положення колінчастого валу.
У нового дизеля осьовий люфт знаходиться в межах 0,15-0,4 мм.
Момент провертання колінчастого валу після затягування всіх гайок шатунних болтів не повинен перевищувати 60 Нм.
У ВМТ площина днища кожного поршня має виступати над верхньою площиною блоку циліндрів на 0,3-0,55 мм.
Зазор між головкою поршня та гільзою на відстані 3 мм від верхньої площини блоку має бути не менше 0,2 мм.