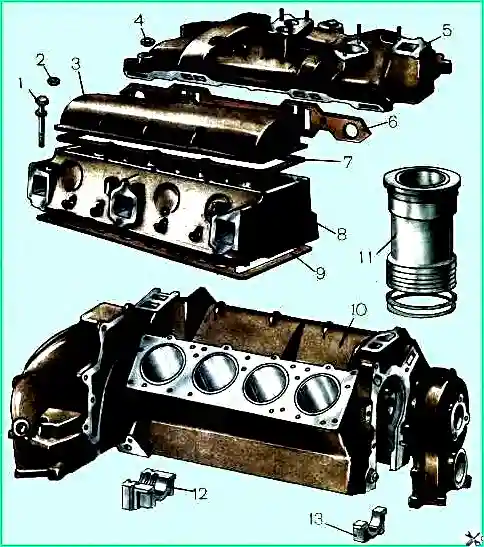
Блок цилиндров двигателя чугунный, со вставными гильзами из серого чугуна с кислоупорной вставкой в верхней части гильзы осуществляется зажимом бурта гильзы между блоком и головкой блока через асбостальную прокладку, а нижней части — двумя резиновыми кольцами
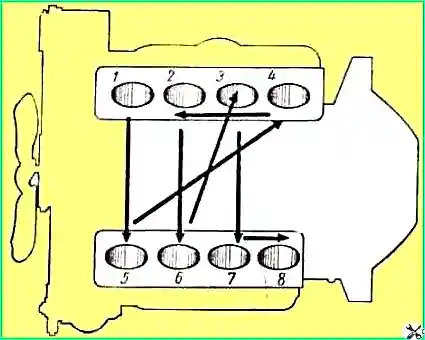
Нумерация цилиндров указана на патрубках впускной трубы двигателя.
Порядок расположения цилиндров и последовательность их работы показаны на рисунке 1.
Головка блока цилиндров изготовлена из алюминиевого сплава со вставными седлами и направляющими клапанов.
Между блоком и головками установлены прокладки из асбостального полотна.
Каждая головка блока прикреплена к блоку цилиндров семнадцатью болтами, в число которых входят четыре болта крепления оси коромысел.
Болты крепления головок к блоку необходимо затягивать специальным динамометрическим ключом, позволяющим контролировать момент натяжки, так как алюминиевая головка блока при нагреве увеличивается в высоту больше, чем стальные болты, крепящие ее.
При прогреве двигателя затяжка головки блока увеличивается, при охлаждении — уменьшается, поэтому момент натяжки болтов головок блока должен быть на холодном двигателе 7—9 кГм
Причем при температуре двигателя ниже минус 5° С момент натяжки болтов должен быть ближе к нижнему пределу (7 кГм), а при температуре плюс 20—25° С — ближе к верхнему пределу (9 кГм).
При полном нагреве двигателя натяжка головок блока автоматически возрастает до нужного предела.
Одновременно с подтяжкой болтов крепления головок блока необходимо подтягивать болты крепления выпускных газопроводов, а также хомуты уплотнения составных частей газопроводов.
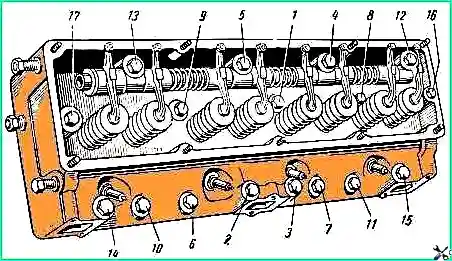
Для обеспечения полного прилегания плоскостей головок и блока необходимо соблюдать порядок затягивания болтов, указанный на рис. 2.
Затягивать болты головки блока цилиндров надо равномерно, в два приема.
После затягивания всех болтов нужно дополнительно затянуть болты 1, 2, 3, 4 и 5.
При смене прокладок надо прочистить все водяные отверстия в головках блока и блоке цилиндров.
Затяжку гаек крепления крышки головки нужно производить равномерно с моментом затяжки 0,5—0,6 кГм