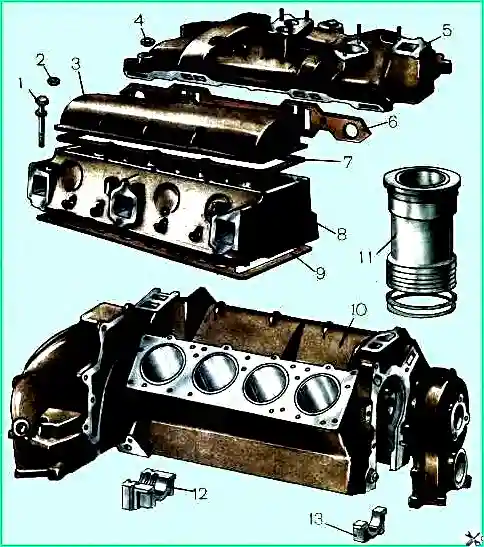
El bloque de cilindros del motor es de hierro fundido, con camisas insertadas de hierro fundido gris con un inserto resistente a los ácidos en la parte superior de la camisa sujetando el collar de la camisa entre el bloque y la culata a través de una junta de acero al asbesto. y en la parte inferior por dos anillos de goma
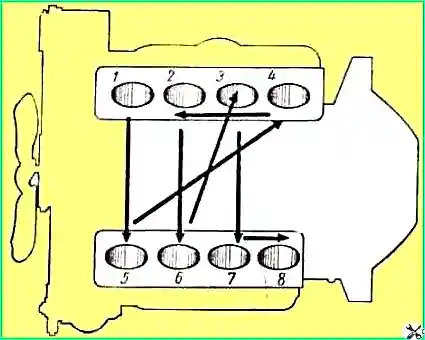
La numeración de los cilindros está indicada en los tubos de admisión del motor.
El orden de los cilindros y la secuencia de su funcionamiento se muestran en la Figura 1.
La culataestá fabricada en aleación de aluminio con asientos insertables y guías de válvula
Se instalan juntas de asbesto acero entre el bloque y los cabezales.
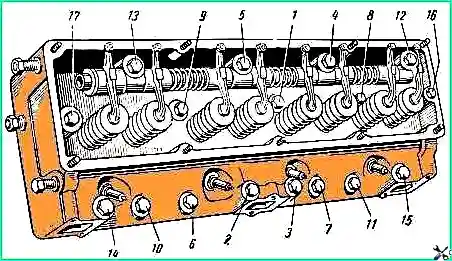
Cada culata está sujeta al bloque de cilindros con diecisiete pernos, que incluyen cuatro pernos que sujetan el eje del balancín.
Los pernos que sujetan las cabezas al bloque deben apretarse con una llave dinamométrica especial, que permite controlar el par de tensión, ya que la cabeza del bloque de aluminio, cuando se calienta, aumenta de altura más que los pernos de acero que la sujetan.
Cuando el motor se calienta, el apriete de la culata aumenta, y cuando se enfría, disminuye, por lo que el par de apriete de los tornillos de la culata debe ser de 7-9 kgm en un motor frío
Además, a una temperatura del motor inferior a -5°C, el par de apriete de los tornillos debe estar más cerca del límite inferior (7 kgm), y a una temperatura de más 20-25°C, más cerca del límite superior. (9 kg).
Cuando el motor está completamente calentado, la tensión de las culatas aumenta automáticamente hasta el límite requerido.
Al mismo tiempo que se aprietan los tornillos que sujetan las culatas, es necesario apretar los tornillos que sujetan los conductos de gases de escape, así como las abrazaderas para sellar los componentes de los conductos de gas.
Para asegurar un contacto completo entre los planos de las cabezas y el bloque, es necesario seguir el orden de apriete de los tornillos mostrado en la Fig. 2.
Apriete los pernos de la culata de manera uniforme, en dos pasos.
Después de apretar todos los pernos, debe apretar adicionalmente los pernos 1, 2, 3, 4 y 5.
Al cambiar las juntas, debes limpiar todos los orificios de agua en las culatas y el bloque de cilindros.
Las tuercas de fijación de la tapa del cabezal deben apretarse uniformemente con un par de apriete de 0,5-0,6 kgm