Головка цилиндров
Головка цилиндров представляет собой цельную отливку из серого чугуна и крепится к блоку шпильками, ввёрнутыми в блок.
Шпильки изготовлены из хромоникелевой стали и термически обработаны.
Для обеспечения отвода тепла головка цилиндров имеет водяную рубашку, сообщающуюся с рубашкой блока; для обеспечения подвода топлива к форсунке в боковой поверхности имеются отверстия под штуцера.
В головке цилиндров размещены клапаны с пружинами и деталями их крепления, коромысла, оси коромысел и форсунки.
Сёдла клапанов вставные.
Сёдла впускных клапанов изготовлены из специального чугуна, а сёдла выпускных — из специального жаропрочного сплава.
Сёдла запрессованы в гнёзда с натягом.
Сёдла и металлокерамические направляющие втулки клапанов окончательно обрабатываются после их запрессовки в головку.
Устанавливаемые на двигатели головки цилиндров имеют между собой конструктивные отличия:
Головки цилиндров на двигателях ЯМЗ-236НЕ2, БЕ2 могут быть блочные (на три цилиндра каждая) или индивидуальные:
- — Блочная головка на три цилиндра каждая. Привалочная поверхность шлифована, и в зоне уплотнения гильз цилиндров выполнены кольцевые проточки.
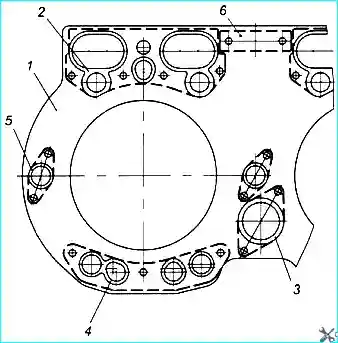
Стык головки цилиндров, блока и гильзы уплотняется прокладкой, состоящей из металлической (единой на три цилиндра) прокладки, уплотняющей газовый стык, и резиновых уплотнительных элементов, уплотняющих масляные, водяные и штанговые полости.
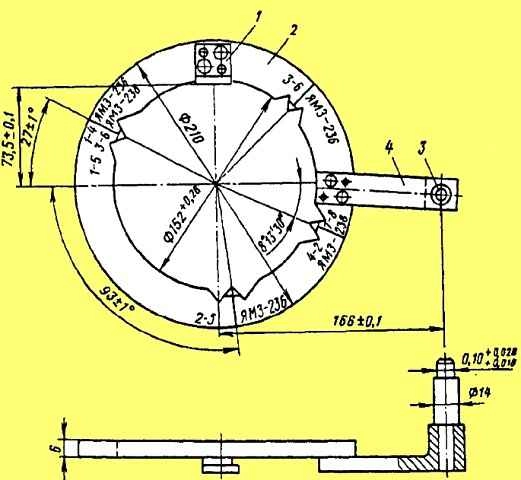
Уплотнительные элементы пяти видов в количестве 14 шт. на прокладку (рис. 1).
Индивидуальная головка установлена на каждый цилиндр и крепится к блоку шестью шпильками, имеющими длину 209 мм и 248 мм.
В головку запрессован чугунный стакан форсунки.
Стакан в верхней части уплотнён резиновым кольцом.
Привалочная поверхность в зоне уплотнения гильз цилиндров имеет три кольцевые проточки.
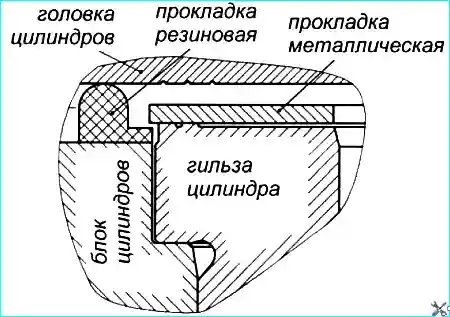
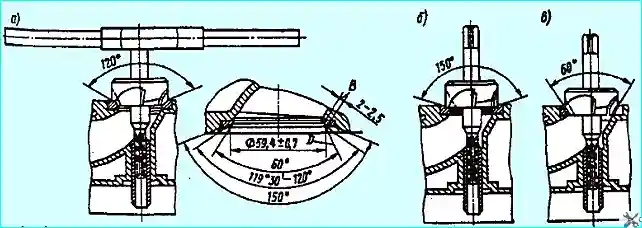
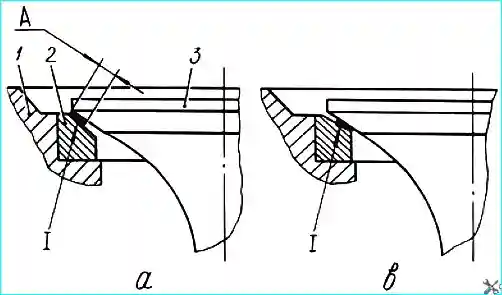
Стык головки цилиндров, блока и гильзы (рис. 2) уплотняется прокладкой, состоящей из металлической прокладки, уплотняющей газовый стык, и резиновой прокладки, уплотняющей масляные, водяные и штанговые полости.
Металлическая и резиновая прокладки устанавливаются на штифты блока.
Металлическая прокладка выпускается четырёх размеров по толщине (1,1 мм; 1,3 мм; 1,5 мм; 1,7 мм) и подбирается при сборке двигателя индивидуально с целью достижения оптимального рабочего процесса в каждом цилиндре.
В запасные части поставляется прокладка толщиной 1,7 мм.
Головки цилиндров на двигателях ЯМЗ-236Н (Б; НЕ; БЕ) — блочные, на три цилиндра каждая. Конструктивно выполнены в основном аналогично предыдущей блочной.
Головку цилиндров снимать только для устранения неисправностей деталей цилиндропоршневой группы, прокладки головки цилиндров, клапанов или для замены самой головки.
Снятие головки цилиндров
Снимать головку цилиндров в следующем порядке:
- — Слить охлаждающую жидкость из системы охлаждения двигателя.
- — Отсоединить от головки все трубопроводы, защитить их внутренние полости от попадания пыли и грязи.
- — Снять крышку головки цилиндров.
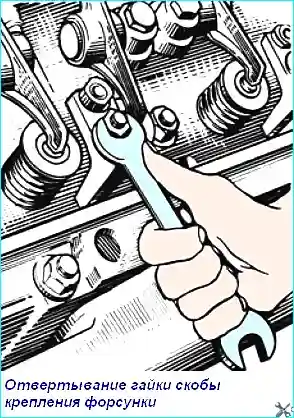
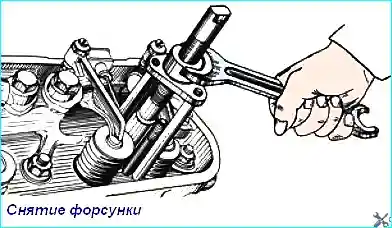
- — Отвернуть гайки скоб крепления форсунок (рис. 3), снять форсунки (рис. 4), предохраняя распылитель от ударов и засорения отверстий.
- — Отвернуть гайки крепления осей коромысел, снять оси коромысел в сборе с коромыслами и извлечь штанги.
- — Отвернуть гайки крепления головки цилиндров (рис. 5), соблюдая последовательность, обратную затяжке (рис. 7).
Отворачивать гайки крепления индивидуальных головок цилиндров не менее чем за три приёма:
- — 1-й приём — до 118–147 Н·м (12–15 кгс·м);
- — 2-й приём — до 39–49 Н·м (4–5 кгс·м);
- — 3-й приём — вывернуть гайки.
- — Снять головку цилиндров с двигателя и осмотреть её состояние.
- — Если необходимо, осторожно снять прокладку головки цилиндров.
- — Проверить состояние гильз цилиндров и закрыть цилиндровые отверстия, чтобы предохранить их от попадания пыли и грязи.
Установку головки цилиндров на двигатель производить в обратном порядке.
Перед установкой протереть чистой ветошью привалочные плоскости блока цилиндров, бурта гильз цилиндров и головку цилиндров.
Повторное использование прокладки головки цилиндров допускается с той же головкой цилиндров только при неизменном положении гильз в блоке цилиндров и при отсутствии следов прорыва газов и разрушения окантовок газового стыка.
Обратить внимание на правильность установки прокладки головки цилиндров на штифты и окантовок прокладок — на бурты гильз цилиндров.
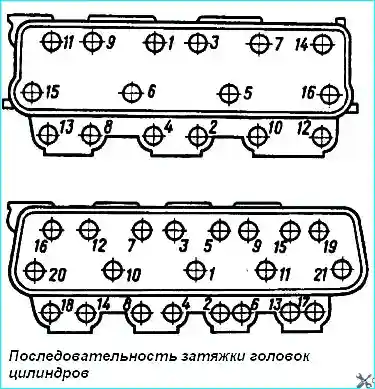
Гайки крепления головок цилиндров затягивать в порядке возрастания номеров, как показано на рис. 7, моментом 240–260 Н·м (24–26 кгс·м).
После первой затяжки повторной операцией проверить требуемый крутящий момент на каждой гайке, соблюдая указанную последовательность.
Нельзя затягивать гайки моментом большим, чем указано, так как это неизбежно приведёт к разрушению деталей газового стыка.
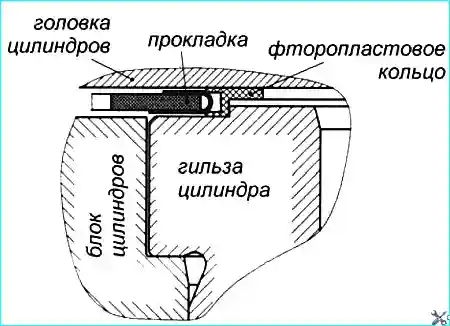
Стык головки цилиндров, блока и гильзы (рис. 8) уплотняется прокладкой из материала типа «сэндвич» с окантовками цилиндровых отверстий и отверстий для прохода охлаждающей жидкости.
В окантовки цилиндровых отверстий вставлены разрезные уплотнительные фторопластовые кольца.
Крепление к блоку осуществляется 16-ю шпильками с шайбами и гайками.
Притирка клапанов
Перед разборкой головок цилиндров очистить их от масла и нагара и пометить порядковые номера клапанов на их тарелках для того, чтобы при сборке установить их на свои места.
Для рассухаривания клапанов необходимо головку цилиндров (без форсунок, коромысел, осей коромысел и шпилек крепления осей коромысел) установить привалочной поверхностью на плиту так, чтобы обеспечить упор для клапанов.
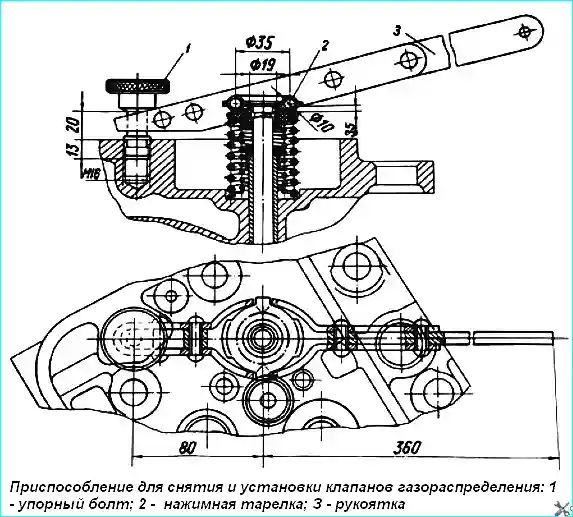
Рассухаривание выполнять с помощью приспособления, изображённого на рис. 9.
Для этой цели ввернуть упорный болт 1 приспособления в отверстие под шпильку крепления оси коромысла, нажимную тарелку 2 приспособления установить на тарелку пружин соответствующего клапана и, нажимая на рукоятку 3 рычага приспособления, отжать пружины клапана, вынуть сухари и снять все детали клапанного узла.
Таким же путём последовательно рассухарить все остальные клапаны и снять пружины клапанов и сопряжённые с ними детали.
Повернуть головку цилиндров и вынуть клапаны из направляющих втулок.
Клапаны и сёдла тщательно очистить от грязи, нагара и масляных отложений, промыть в керосине или специальном моющем растворе, высушить и осмотреть для определения степени ремонта.
После окончания притирки клапаны и головку цилиндров тщательно промыть керосином или специальным моющим раствором и высушить.
Качество притирки проверить на герметичность сопряжений клапан — седло путём заливки керосина или дизельного топлива, заливая его поочерёдно во впускные и выпускные окна. Хорошо притёртые клапаны не должны пропускать керосин или дизельное топливо в течение одной минуты.
Ремонт направляющих втулок и сёдел клапанов
Направляющие втулки клапанов при износе внутреннего диаметра более чем 12,06 мм заменяют новыми.
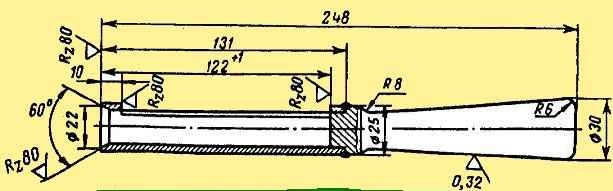
Оправкой (рис. 11) запрессовывают в отверстие головки цилиндров направляющие втулки клапанов и обрабатывают их развёрткой под номинальный 12+0,019 мм или ремонтный 11,6+0,019 мм размеры.
Ремонт коромысел клапанов
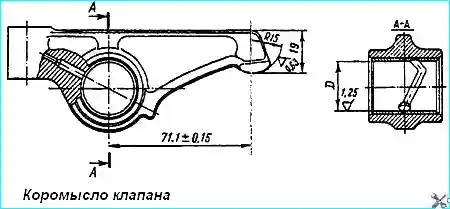
Основными дефектами коромысла являются: износ отверстия во втулке под ось коромысла, ослабление посадки втулки в коромысле и износ поверхности носка.
Коромысло меняют при обнаружении трещины или облома.
При износе отверстия под ось коромысла до диаметра 25,15 мм заменяют только втулку. Кроме того, втулку заменяют при ослаблении её посадки в коромысле.
Запрессованную втулку обрабатывают развёрткой под размер диаметра 25+0,030 мм.
Установка головок цилиндров, коромысел клапанов и регулировка зазоров в клапанах
Шпильки крепления головки цилиндров ввёртывают в правый и левый ряды блока цилиндров, предварительно смазав резьбовые отверстия под шпильки в блоке дизельным маслом.
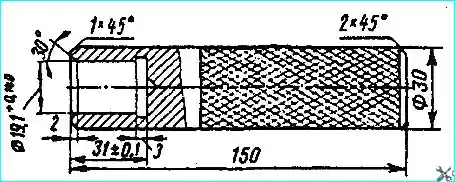
Шпильки ввёртывают на всю длину резьбы моментом 80–100 Н·м (8–10 кгс·м); они должны выступать над плоскостью блока на величину 122 мм, что проверяют втулкой (рис. 13).
Зазоры клапанов регулируют одновременно на двух цилиндрах и при этом применяют лимб (рис. 14).
Лимб устанавливают на шкив коленчатого вала, а палец 3 вставляют в резьбовое отверстие на крышке шестерён распределения.
Тепловые зазоры двигателя ЯМЗ-326 регулируют в следующей последовательности:
- — вращают коленчатый вал по часовой стрелке ключом за болт крепления шкива, наблюдают за движением впускного клапана первого цилиндра и устанавливают момент, когда он полностью закроется. После этого вал поворачивают в том же направлении до совмещения риски на шкиве коленчатого вала с меткой 1–4 ЯМЗ-236 на лимбе;
- — регулируют зазоры между носками коромысел и торцами клапанов первого и четвёртого цилиндров. После затяжки контргайки регулировочного винта щуп толщиной 0,25 мм должен свободно входить в зазоры, толщиной 0,30 мм — с усилием. Допускается после прокручивания коленчатого вала изменение зазора в пределах 0,20–0,35 мм;
- — совмещая на такте сжатия в порядке работы цилиндров (1-4-2-5-3-6) риску на шкиве с метками 1-4, 2-5, 3-6 ЯМЗ-236 на лимбе, регулируют зазоры для остальных цилиндров.
Штанги толкателей регулировочных клапанов должны свободно вращаться от руки.
Зазор регулируют при помощи регулировочного винта; после регулировки надо надёжно закрепить винт гайкой и проверить зазор.