Регулировка преднатяга подшипников ведущей шестерни на автомобиле ЗИЛ-5301
Конические роликовые подшипники ведущей шестерни должны быть отрегулированы с предварительным натягом путем подбора регулировочных шайб 9, которых устанавливается две штуки.
Завод выпускает набор шайб толщиной 2,65-3,15 мм с разницей толщин в 0,1 мм.
Натяг подшипников не должен превышать 0,1 мм.
Регулировку необходимо выполнять следующим образом:
Отвернуть гайку 14, не расконтривая ее.
Делать это надо аккуратно, чтобы не повредить резьбу.
Рекомендуется смазать резьбу маслом.
Вначале повернуть гайку на небольшой угол так, чтобы только срезать выдавку на гайке и вернуть гайку в исходное положение, а затем отвернуть полностью;
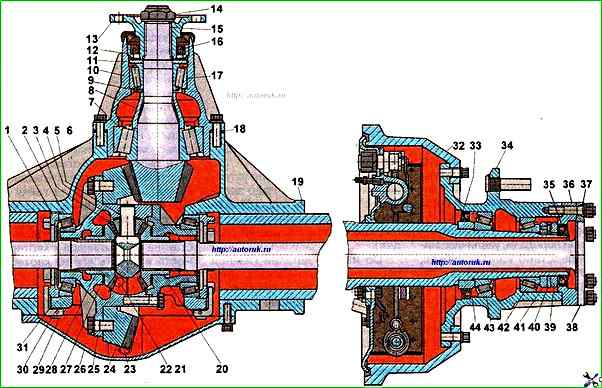
Отвернуть боты крепления стакана подшипников к картеру моста и вынуть его из картера вместе с регулировочными прокладками;
Установить на подкладки пресса стакан подшипников и выпрессовать ведущую шестерню вместе с внутренним кольцом подшипника 7, регулировочными шайбами 9 и распорной втулкой 8.
При отсутствии пресса ту же операцию можно выполнить молотком с помощью мягкой оправки;
Вынуть из стакана подшипников фланец ведущей шестерни;
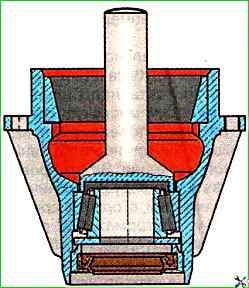
Перевернуть стакан подшипников и с помощью оправки, устанавливаемой на внутреннюю обойму переднего подшипника, выпрессовать из него обойму с манжетой в сборе (рис.2);
Осмотреть снятые детали, в случае необходимости заменить неисправные;
Толщина пакета вновь устанавливаемых регулировочных шайб должна быть меньше на величину зазора (при условии, что остальные детали не менялись), причем величину зазора округляют в большую сторону до десятых долей мм;
Для проверки правильности подбора шайб собрать стакан в обратной последовательности, не устанавливая обойму манжеты и установив технологический фланец без грязеотражателя.
Затянуть гайку фланца (крутящий момент 400÷550 Нм), зажав ведущую шестерню в тисках с прокладками из мягкого металла, при этом поворачивать стакан подшипников, чтобы ролики заняли правильное положение.
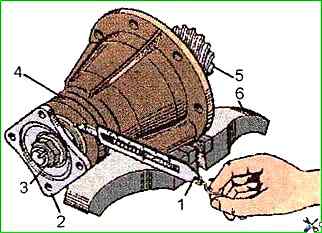
Правильность преднатяга подшипников проверяют по величине крутящего момента (рис. 3), необходимого для поворота ведущей шестерни без манжеты и грязеотражателя.
Эта величина составляет 2,5÷4 Нм.
Замер крутящего момента надо производить при непрерывном вращении в одну сторону не менее, чем после пяти полных оборотов вала.
Подшипники должны быть смазаны маслом, применяемым для главной передачи.
Если детали менялись, то можно подобрать опытным путем две шайбы таким образом, чтобы после пробной сборки был небольшой зазор, замерить его индикатором, а затем подобрать шайбы, как было описано выше.
После окончательной регулировки подшипников запрессовать в стакан корпус манжеты в сборе с манжетой, предварительно заложив между рабочими кромками манжеты консистентную смазку.
Если манжета вынималась из корпуса, то перед установкой в корпус рекомендуется смазать ее посадочную поверхность моторным маслом.
Гайку крепления фланца ведущей шестерни затянуть и законтрить путем вдавливания ее кромки в паз на валу шестерни.
При затяжке гайки не забывайте проворачивать ведущую шестерню или стакан подшипников, чтобы ролики подшипников заняли правильное положение.
Стальные регулировочные прокладки 18 (см. рис.1) перед установкой стакана подшипников в картер должны быть смазаны веретенным маслом или индустриальным И-30, причем тонкие прокладки должны устанавливаться по обе стороны набора прокладок.
Болты крепления стакана подшипников ведущей шестерни окончательно должны быть затянуты крутящим моментом 70-100 Нм, при этом ведущая шестерня должна вращаться плавно, без заеданий.
")

")
")
")
")
")
")
")