Ajuste de la precarga de los cojinetes del engranaje impulsor en el ZIL-5301
Los rodamientos de rodillos cónicos del engranaje impulsor deben ajustarse con precarga seleccionando las arandelas de ajuste 9, de las cuales dos están instaladas.
La planta produce un juego de arandelas con un espesor de 2,65-3,15 mm con una diferencia de espesor de 0,1 mm.
La tensión del rodamiento no debe exceder los 0,1 mm.
El ajuste debe realizarse de la siguiente manera:
Desatornillar la tuerca 14 sin desbloquearla.
Esto debe hacerse con cuidado para no dañar el hilo.
Se recomienda lubricar las roscas con aceite.
Primero, gire la tuerca en un ángulo pequeño para cortar solo la extrusión de la tuerca y devolverla a su posición original, y luego desenrosque completamente;
Desatornille los tornillos que sujetan la copa del cojinete a la carcasa del eje y retírelo de la carcasa junto con las cuñas de ajuste;
Instale la copa del rodamiento en las almohadillas de presión y presione hacia afuera el engranaje impulsor junto con el anillo interior del rodamiento 7, las arandelas de ajuste 9 y el casquillo espaciador 8.
Si no hay prensa, se puede realizar la misma operación con un martillo utilizando un mandril blando;
Retire la brida del engranaje impulsor de la carcasa del cojinete;
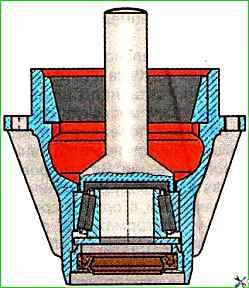
Dé la vuelta a la copa del rodamiento y, utilizando un mandril instalado en la pista interior del rodamiento delantero, presione la pista con el conjunto del manguito para sacarlo (Fig. 2);
Inspeccionar las piezas retiradas, si es necesario, sustituir las defectuosas;
El espesor del paquete de arandelas de ajuste recién instaladas debe ser menor que la cantidad de espacio (siempre que no se hayan cambiado las piezas restantes), y el valor del espacio se redondea a décimas de mm;
Para comprobar la correcta selección de arandelas, monte el vidrio en orden inverso, sin instalar el clip del manguito e instalando la brida de proceso sin deflector de suciedad.
Apriete la tuerca con brida (par de apriete 400÷550 Nm), sujetando el engranaje impulsor en un tornillo de banco con espaciadores de metal blando, mientras gira la carcasa del rodamiento para que los rodillos tomen la posición correcta.
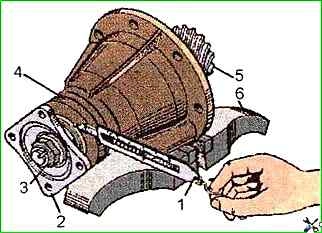
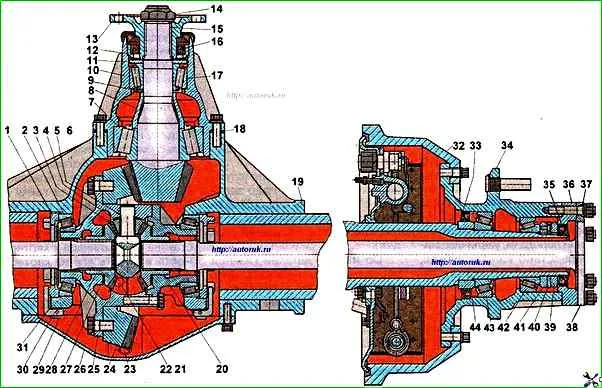
La precarga correcta de los rodamientos se comprueba mediante la cantidad de par (Fig. 3) necesaria para girar el engranaje impulsor sin manguito ni deflector de suciedad.
Este valor es 2,5÷4 Nm.
La medición del par debe realizarse con rotación continua en una dirección, al menos después de cinco revoluciones completas del eje.
Los rodamientos deben lubricarse con el aceite utilizado para el mando final.
Si se han cambiado las piezas, puede seleccionar experimentalmente dos arandelas para que después de un ensamblaje de prueba quede un pequeño espacio, medirlo con un indicador y luego seleccionar las arandelas como se describe arriba.
Después del ajuste final de los cojinetes, presione el cuerpo del brazalete ensamblado con el brazalete en el cristal, habiendo previamente colocado grasa entre los bordes de trabajo del brazalete.
Si se retiró el manguito de la carcasa, se recomienda lubricar su superficie de asiento con aceite de motor antes de instalarlo en la carcasa.
Apriete y bloquee la tuerca de la brida del engranaje impulsor presionando su borde en la ranura del eje del engranaje.
Al apretar la tuerca, no olvide girar el engranaje impulsor o la carcasa del cojinete para que el rodillo y los rodamientos están en la posición correcta.
Las cuñas de ajuste de acero 18 (ver Fig. 1) antes de instalar la copa del cojinete en el cárter deben lubricarse con aceite para husillos o I-30 industrial, y se deben instalar cuñas delgadas en ambos lados del juego de cuñas.
Los pernos que sujetan la carcasa del cojinete del engranaje impulsor deben apretarse finalmente con un par de 70-100 Nm, mientras que el engranaje impulsor debe girar suavemente, sin atascarse.
")

")
")
")
")
")
")
")