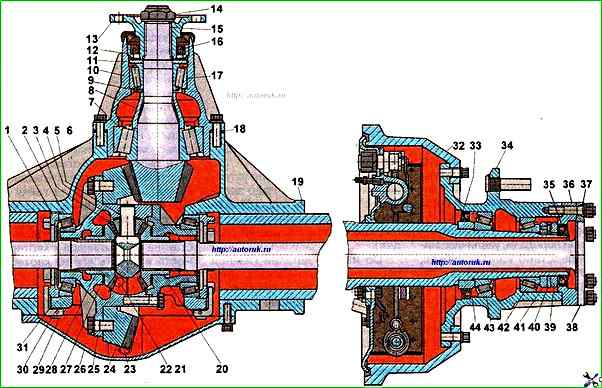
Einstellen der Vorspannung der Antriebsradlager beim ZIL-5301
Die Kegelrollenlager des Antriebsrads müssen mit Vorspannung eingestellt werden, indem die Einstellscheiben 9 ausgewählt werden, von denen zwei installiert sind.
Das Werk produziert einen Satz Unterlegscheiben mit einer Dicke von 2,65–3,15 mm und einem Dickenunterschied von 0,1 mm.
Die Lagerspannung sollte 0,1 mm nicht überschreiten.
Die Anpassung muss wie folgt durchgeführt werden:
Mutter 14 abschrauben, ohne sie zu entriegeln.
Dies muss sorgfältig durchgeführt werden, um das Gewinde nicht zu beschädigen.
Es wird empfohlen, die Gewinde mit Öl zu schmieren.
Zunächst drehen Sie die Mutter in einem kleinen Winkel, um nur den Vorsprung an der Mutter abzuschneiden und die Mutter wieder in ihre ursprüngliche Position zu bringen, und schrauben Sie sie dann vollständig ab;
Schrauben Sie die Schrauben ab, mit denen die Lagerschale am Achsgehäuse befestigt ist, und nehmen Sie sie zusammen mit den Einstellscheiben vom Gehäuse ab;
Montieren Sie die Lagerschale auf den Presspolstern und drücken Sie das Antriebsrad zusammen mit dem Innenring des Lagers 7, den Einstellscheiben 9 und der Distanzhülse 8 heraus.
Wenn keine Presse vorhanden ist, kann der gleiche Vorgang mit einem Hammer und einem weichen Dorn durchgeführt werden;
Entfernen Sie den Antriebsradflansch vom Lagergehäuse;
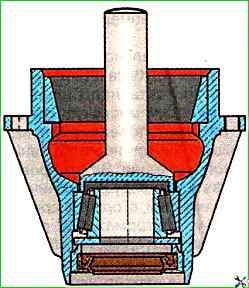
Drehen Sie die Lagerschale um und drücken Sie mit einem am Innenring des vorderen Lagers angebrachten Dorn den Ring mit der Manschettenbaugruppe heraus (Abb. 2);
Überprüfen Sie die ausgebauten Teile und ersetzen Sie ggf. fehlerhafte Teile.
Die Dicke des Pakets neu eingebauter Einstellscheiben sollte um den Betrag des Spalts geringer sein (vorausgesetzt, die übrigen Teile wurden nicht geändert), und der Spaltwert wird auf Zehntel mm aufgerundet;
Um die richtige Auswahl der Unterlegscheiben zu überprüfen, montieren Sie das Glas in umgekehrter Reihenfolge, ohne den Manschettenclip zu installieren und den Prozessflansch ohne Schmutzabweiser zu installieren.
Ziehen Sie die Flanschmutter fest (Drehmoment 400–550 Nm), halten Sie das Antriebsrad mit weichen Metallabstandshaltern in einem Schraubstock und drehen Sie gleichzeitig das Lagergehäuse, damit die Rollen die richtige Position einnehmen.
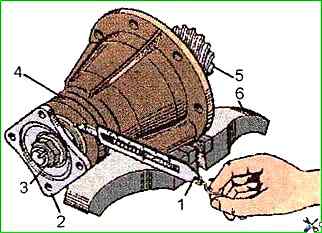
Die korrekte Vorspannung der Lager wird anhand des Drehmoments (Abb. 3) überprüft, das erforderlich ist, um das Antriebsrad ohne Manschette und Schmutzabweiser zu drehen.
Dieser Wert beträgt 2,5–4 Nm.
Die Drehmomentmessung muss bei kontinuierlicher Drehung in eine Richtung erfolgen, spätestens jedoch nach fünf vollen Umdrehungen der Welle.
Die Lager müssen mit dem Öl geschmiert werden, das für den Achsantrieb verwendet wird.
Wenn die Teile ausgetauscht wurden, können Sie versuchsweise zwei Unterlegscheiben auswählen, sodass nach einer Probemontage ein kleiner Spalt entsteht, diesen mit einem Messgerät messen und dann die Unterlegscheiben wie oben beschrieben auswählen.
Nach der endgültigen Einstellung der Lager drücken Sie den mit der Manschette zusammengebauten Manschettenkörper in das Glas, nachdem Sie zuvor Fett zwischen die Arbeitskanten der Manschette aufgetragen haben.
Wenn die Manschette aus dem Gehäuse entfernt wurde, wird empfohlen, ihre Sitzfläche vor dem Einbau in das Gehäuse mit Motoröl zu schmieren.
Ziehen Sie die Flanschmutter des Antriebsrads fest und sichern Sie sie, indem Sie deren Kante in die Nut auf der Getriebewelle drücken.
Vergessen Sie beim Festziehen der Mutter nicht, das Antriebszahnrad oder das Lagergehäuse so zu drehen, dass die Rolle und die Lager sind in der richtigen Position.
Stahl-Einstellscheiben 18 (siehe Abb. 1) müssen vor dem Einbau der Lagerschale in das Kurbelgehäuse mit Spindelöl oder Industrie-I-30 geschmiert werden, und auf beiden Seiten des Scheibensatzes müssen dünne Scheiben angebracht werden.
Die Schrauben, mit denen das Lagergehäuse des Antriebsrads befestigt ist, müssen abschließend mit einem Drehmoment von 70–100 Nm angezogen werden, während sich das Antriebsrad leichtgängig drehen muss, ohne zu blockieren.
")

")
")
")
")
")
")
")