
")
")
")
")
")
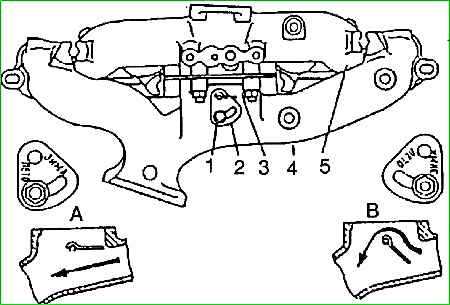
Впускная труба изготовлена из алюминиевого сплава, выпускной коллектор прилегающий к головке цилиндров обработан в сборе с неплоскостностью 0,2 мм, поэтому разборка узла без необходимости нежелательна
Средняя часть впускной трубы подогревается отработавшими газами, проходящими по выпускному коллектору
Степень подогрева можно регулировать вручную при помощи поворачивающейся заслонки 3 в зависимости от сезона.
При повороте сектора 2 в положение, при котором метка ((зима)) находится против стопорной шпильки, подогрев смеси наибольший; при повороте в положение метки лето подогрев наименьший.
Распределительный вал — чугунный, литой со стальной шестерней привода масляного насоса и датчика-распределителя зажигания; имеет пять опорных шеек разных диаметров (для удобства сборки):
- первая — 52 мм, вторая — 51 мм, третья — 50 мг четвертая — 49 мм, пятая — 48 мм.
Шейки опираются непосредственно на поверхность расточек в алюминиевом блоке цилиндров.
Рабочая поверхность кулачков и эксцентрика привода топливного насоса отбелена до высокой твердости при отливке распределительного вала.
Зубья шестерни привода масляного насоса закалены.
Профили впускного и выпускного кулачков одинаковы.
Кулачки по ширине шлифованы на конус.
Коническая поверхность кулачка в сочетании со сферическим торцом толкателя при работе двигателя сообщает толкателю вращательное движение.
Вследствие этого износ направляющей толкателя и его торца делается равномерным и небольшим.
Впускная труба и выпускной коллектор 1-го и 4-го цилиндров соединены между собой в один узел через прокладку четырьмя болтами.
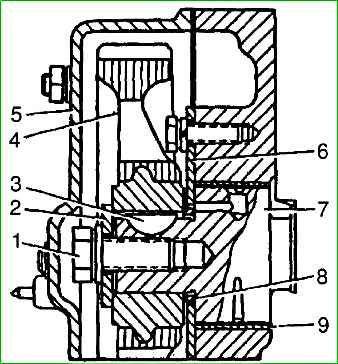
Распределительный вал 7 приводится во вращение от коленчатого вала косозубой шестерней 4. На коленчатом валу находится стальная шестерня с 28 зубьями, а на распределительном валу — текстолитовая шестерня с 56 зубьями.
Применение текстолита обеспечивает бесшумность работы шестерен.
Обе шестерни имеют по два отверстия с резьбой М8х1 25 для съемника.
Распределительный вал вращается в 2 раза медленнее коленчатого.
От осевых перемещений распределительный вал удерживается упорным стальным фланцем 6, который расположен между торцом шейки вала и ступицей шестерни с зазором 01—0,2 мм.
Осевой зазор обеспечивается распорным кольцом 8, зажатым между шестерней и шейкой вала. для улучшения приработки поверхности упорного фланца фосфатированы.
Шестерня закреплена на распределительном валу при помощи шайбы 2 и болта 1 с резьбой М12х1,25. Болт ввертывается в торец вала.
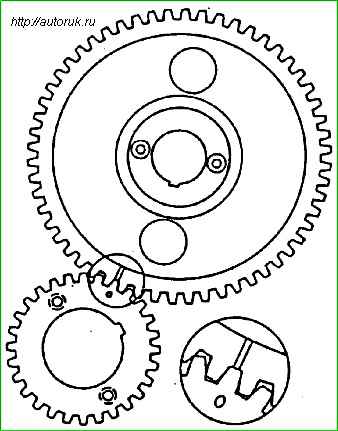
На шестерне коленчатого вала против одного из зубьев нанесена метка а против соответствующей впадины шестерни распределительного вала нанесена риска или засверловка.
При установке распределительного вала эти метки должны быть совмещены.
Распределительный вал обеспечивает следующие фазы газораспределения: впускной клапан открывается с опережением на 12° до прихода поршня в ВМТ, закрывается с запаздыванием на 60° после прихода поршня в НМТ, выпускной клапан открывается с опережением на 54° до прихода поршня в НМТ и закрывается с запаздыванием на 18° после прихода поршня в ВМТ.
Указанные фазы газораспределения действительны при зазоре между коромыслом и клапаном, равном 0,5 мм.
Коромысла клапанов 8 одинаковые для всех клапанов, стальные, литые
В отверстие ступицы коромысла запрессована втулка, свернутая из листовой оловянистой бронзы.
На внутренней поверхности втулки сделана канавка для равномерного распределения масла по всей поверхности и для подвода его к отверстию в коротком плече коромысла.
Длинное плечо коромысла заканчивается закаленной цилиндрической поверхностью, опирающейся на торец клапана 2, а короткое плечо — резьбовым отверстием для регулировочного винта.
Регулировочный винт 9 имеет шестигранную головку со сферическим углублением для штанги, а с верхнего конца — прорезь для отвертки.
Сферическое углубление соединено сверлеными каналами с проточкой на резьбовой части винта.
Проточка на винте находится напротив отверстия в плече коромысла, т. е. примерно посередине высоты резьбовой бобышки короткого плеча коромысла.
Масло в этом случае беспрепятственно проходит из канала коромысла в канал винта.
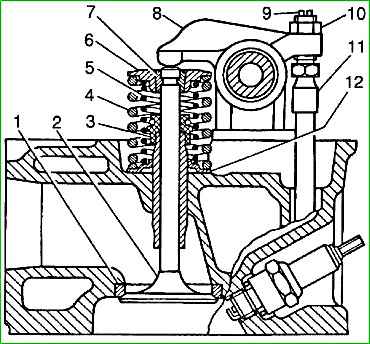
Регулировочный винт стопорится контргайкой 10.
Коромысла - установлены на полой стальной оси, которая закреплена на головке цилиндров при помощи четырех основных стоек из высокопрочного чугуна, двух дополнительных стоек из ковкого чугуна и шпилек, пропущенных через стойки.
Четвертая основная стойка на плоскости, прилегающей к головке цилиндров, имеет паз, через который подводится масло из канала в головке в полость оси коромысел.
Остальные стойки фрезерованного паза не имеют, поэтому их нельзя ставить на место четвертой стойки.
От осевого перемещения коромысла удерживаются распорными пружинами, прижимающими коромысла к стойкам.
Крайние коромысла находятся между дополнительными и основными стойками, для увеличения износостойкости наружная поверхность оси под коромыслами закалена.
Под каждым коромыслом в оси сделано отверстие для смазки.
Клапаны изготовлены из жаропрочных сталей: впускной клапан — из хромокремнистой, выпускной — из хромоникельмарганцовистой с присадкой азота.
На рабочую фаску выпускного клапана дополнительно наплавлен более жаростойкий хромоникелевый сплав. диаметр стержня клапанов — 9 мм.
Тарелка впускного клапана имеет диаметр 47 мм, а выпускного — 39 мм.
Угол рабочей фаски обоих клапанов — 45°.
На конце стержня клапанов выполнена выточка для сухариков тарелки пружины клапана.
Тарелки пружин клапанов 6 и сухарики 7 изготовлены из стали и подвергнуты поверхностному упрочнению.
На каждый клапан устанавливается по две пружины: наружная 4 с переменным шагом с левой навивкой и внутренняя 5 с правой навивкой.
Пружины изготовлены из термически обработанной высокопрочной проволоки и подвергнуты дробеструйной обработке.
Под пружины устанавливаются стальные шайбы 12.
Наружная пружина устанавливается вниз концом, имеющим меньший шаг витков.
Клапаны работают в металлокерамических направляющих втулках.
Втулки изготовлены прессованием с последующим спеканием из смеси железного, медного и графитового порошков с добавлением для повышения износостойкости дисульфида молибдена.
Внутреннее отверстие втулок окончательно обрабатывается после их запрессовки в головку.
Втулка впускного клапана снабжена стопорным кольцом, препятствующим самопроизвольному перемещению втулки в головке.
Для уменьшения количества масла, проникающего через зазоры между втулкой и стержнем клапана, на верхние концы всех втулок напрессованы маслоотражательные колпачки 3, изготовленные из маслостойкой резины.
Распределительный механизм закрыт сверху крышкой коромысел, штампованной из листовой стали, с закрепленным с внутренней стороны фильтрующим элементом системы вентиляции картера.
Крышка коромысел крепится через резиновую прокладку к головке цилиндров шестью винтами.
Толкатели — стальные, поршневого типа.
Торец толкателя наплавлен отбеленным чугуном и шлифован по сфере радиусом 750 мм (выпуклость середины торца равна 0,11 мм).
Внутри толкателя имеется сферическое углубление радиусом 8,73 мм для нижнего конца штанги.
Вблизи нижнего торца сделаны два отверстия для стока масла из внутренней полости толкателя.
Толкатели по наружному диаметру и отверстия под толкатели в блоке цилиндров разбиты на две размерные группы.
При сборке толкатели определенной группы следует устанавливать в отверстия, отмеченные соответствующей краской.
Размерные группы толкателей
- Наружный диаметр - 25 -0,008 мм; маркировка - 1; отверстие в блоке - диаметр 25 +0,023 мм; цвет маркировки - голубой; зазор 0,038 мм, 0,019 мм;
- Наружный диаметр - 25 -0,015 мм; маркировка - 2; отверстие в блоке - диаметр 25 +0,011 мм; цвет маркировки - желтый; зазор 0,033 мм, 0,015 мм
Штанги толкателей. для обеспечения стабильности зазоров в клапанном механизме при нагревании и охлаждении двигателя штанги толкателей изготавливаются из дюралюминиевого прутка.
На концы штанг напрессованы стальные закаленные наконечники со сферическими торцами.
Нижний наконечник, сопрягающийся с толкателем, имеет торец с радиусом сферы 8,73 мм, а верхний, входящий в углубление в регулировочном винте коромысла, — 3,5 мм.
Длина штанги для двигателя ЗМЗ-4025 — 287 мм и для двигателя ЗМЗ-4026 — 283 мм.