Общие сведения о полуприцепах МАЗ-938 и МАЗ-938Б
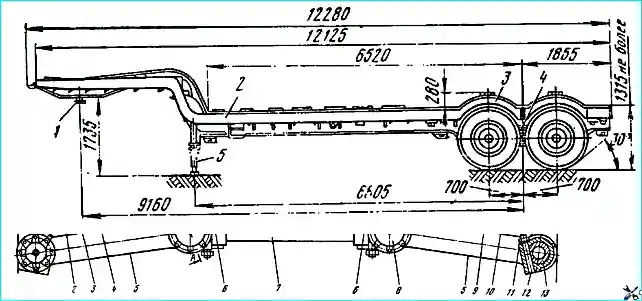
Двухосный полуприцеп МАЗ-938 с металлическим настилом грузоподъемностью 13 т, а МАЗ-938Б с удлиненной рамой без настила грузоподъемностью 13,5 т. Полуприцепы предназначены для установки различного оборудования и эксплуатации по различным видам дорог, включая съезд и кратковременное движение по бездорожью. Диаметр сцепного шкворня — 50,8 мм. Основным тяговым автомобилем для буксировки является седельный тягач КрАЗ-255В и др.
1 — стойка подвески; 2 — опорный кронштейн; 3 — опора рессоры; 4 — кронштейн ограничитель; 5 — нижний рычаг;
6 — кронштейн подвески; 7 — нижняя труба; 8 — ось рычага; 9 — болт крепления кронштейна ограничителя; 10 — рессора;
11 — верхняя труба; 12 — клин пальца рычага; 13 — палец рычага; 14 — буфер; 15 — кронштейн буфера; 16 — клин оси рычага;
17 — верхняя труба; 18 — верхний рычаг; 19 — масленка; 20 — прокладка; 21 — втулка; 22 — уплотнительное кольцо; 23 — упорная шайба
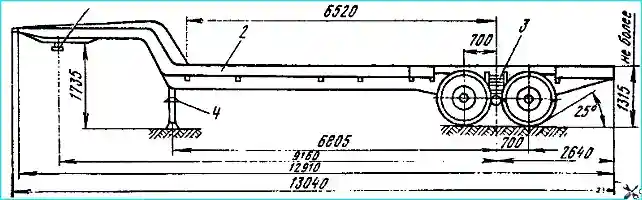
1 — шкворень; 2 — рама; 3 — двухосная тележка; 4 — опорное устройство
Рама полуприцепа
Конструкция рамы МАЗ-938: сварная конструкция из листового проката и штампованных профилей. Основные несущие элементы из низколегированной стали. Передняя часть рамы приподнята над седельно-сцепным устройством тягача. Лонжероны двутаврового сечения, сварные, с увеличенной высотой стенки в местах максимальных нагрузок. Верхняя поверхность рамы закрыта приваренным рифленым стальным настилом.
Особенности рамы МАЗ-938Б: большая длина лонжеронов и балок рамы (длина нагружаемой части — 9160 мм, общая длина — 13040 мм); не устанавливаются настил и детали крепления надколесных ниш.
Шкворень: диаметр под захваты седельного устройства тягача — 50,8 мм. Запрессован в гнездо на плите наката.
Подвеска
Тип подвески: независимая рычажная рессорно-балансирная. Конструкция состоит из двух систем: рычажной и рессорно-балансирной.
Рычажная система подвески
Обеспечивает независимое подрессоривание каждого колеса. У каждого колеса имеется направляющее устройство — четырехзвенник трапециевидного типа, образованный кронштейном 6 подвески, нижним 5 и верхним 18 рычагами и стойкой 1 подвески.
Рычаги со стойкой соединяются шарнирно с помощью пальцев 13. С рамой рычаги соединяются через кронштейн 6 подвески с помощью осей 8. В отверстия рычагов запрессованы бронзовые втулки 21, для смазки которых предусмотрены масленки 19.
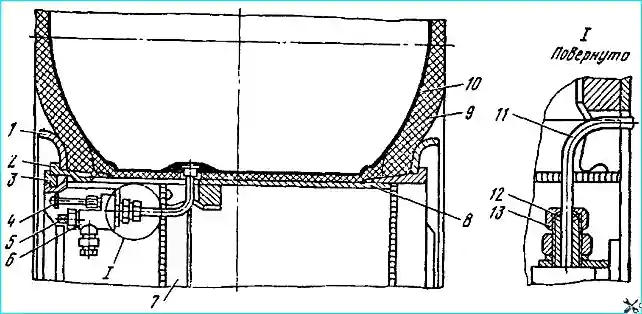
Рессорно-балансирная часть подвески
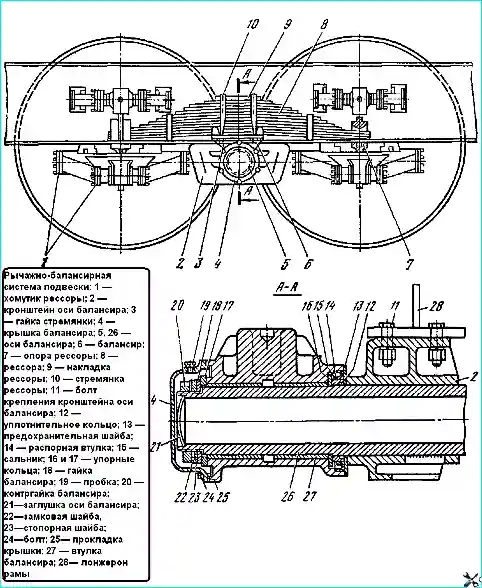
1 — хомут рессоры; 2 — кронштейн оси балансира; 3 — гайка стремянки; 4 — крышка балансира; 5, 26 — оси балансира; 6 — балансир;
7 — опора рессоры; 8 — рессора; 9 — накладка рессоры; 10 — стремянка рессоры; 11 — болт крепления кронштейна оси балансира;
12 — уплотнительное кольцо; 13 — предохранительная шайба; 14 — распорная втулка; 15 — сальник; 16, 17 — упорные кольца;
18 — гайка балансира; 19 — пробка; 20 — контргайка балансира; 21 — заглушка оси балансира; 22 — замковая шайба;
23 — стопорная шайба; 24 — болт; 25 — прокладка крышки; 27 — втулка балансира; 28 — лонжерон рамы
Рессора 8 служит одновременно балансиром и упругим элементом, своими концами располагается между верхними и нижними рычагами и опирается на сферические опоры 7. Рессора средней частью крепится к балансиру 6. Балансир качается относительно оси 26 балансира на бронзовых втулках 27.
Важно! Для предупреждения среза центрового болта рессоры необходимо подтягивать гайки стремянок с приложением момента 60–65 кгс·м. При установке балансира на ось затянуть гайку до отказа, затем отпустить на 1/12 оборота — балансир должен поворачиваться усилием руки. Не допускается эксплуатация с повышенным осевым люфтом балансиров.
Техническое обслуживание подвески
Обслуживание заключается в проверке затяжки всех болтовых соединений, особенно крепления кронштейнов оси балансиров к раме и затяжки стремянок рессор, а также в смазке листов рессоры графитной смазкой, доливке масла в полость балансиров (масло МТ-16П, 0,6–0,7 л в каждый) и смазке пальцев рычагов подвески.
Возможные неисправности подвески
Сдвиг листов рессоры — срезан центровой болт (заменить).
Конец рессоры касается опорного кронштейна — износ шаровой опоры (заменить).
Течь масла в балансире — износ сальника или негодность прокладки (заменить).
Отсутствие масла в балансире при отсутствии течи — масло уходит в ось балансира (восстановить герметичность заглушки).
Качка стойки подвески в рычаге — износ упорных шайб (заменить).
Повышенная осадка рессоры — поломка листов (заменить) или потеря упругости (отрихтовать).
Оси и ступицы
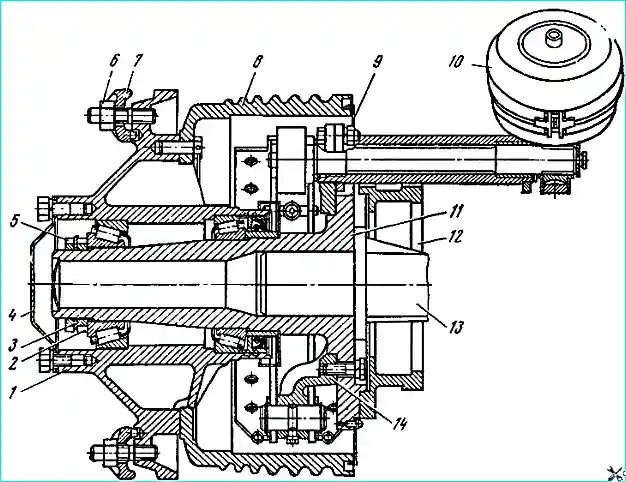
1 — ступица; 2 — гайка подшипников; 3 — замковая шайба; 4 — крышка ступицы; 5 — контргайка подшипников; 6 — гайка крепления колеса;
7 — прижим; 8 — тормозной барабан; 9 — тормозной щит; 10 — тормозная камера; 11 — ось колеса; 12 — стойка подвески;
13 — опорный кронштейн подвески; 14 — суппорт
Ось 11 колеса крепится болтами к стойке 12 независимой подвески. В ось запрессован опорный кронштейн 13 рессоры. Ступица 1 установлена на двух конических роликовых подшипниках.
Регулировка подшипников колес
- Поднять колесо домкратом.
- Снять крышку ступицы 4, отвернуть контргайку, снять замковую шайбу 3.
- Завернуть гайку до отказа с усилием примерно 40–50 кгс на ключе с воротком длиной 500 мм, проворачивая колесо.
- Отвернуть гайку на одну-две прорези до совмещения усика замковой шайбы с прорезью гайки.
- Установить замковую шайбу и затянуть контргайку до отказа.
- Проверить правильность регулировки по нагреву крышки ступицы в первые 100 км пробега.
Колеса и шины
На полуприцепе установлены бездисковые колеса размером 440–553 мм с шинами 1300×530×533 модели ВИ-3. Шины — 12-слойные пневматические баллоны низкого давления с направленным рисунком протектора. Шина зажимается между бортовыми кольцами с помощью замочного кольца.
Подкачку шин осуществляют через вентиль индивидуальной подкачки. Для централизованной системы регулирования давления на колесах установлен колесный кран.
Важно! При монтаже шин с направленным рисунком протектора следует обеспечить совпадение указателей направления вращения (стрелок на боковинах покрышек) с направлением вращения колес при движении вперед.
При накачивании шины в гаражных условиях собранное колесо должно быть помещено в специальную решетку. Холодные шины перед монтажом необходимо отогреть до плюсовой температуры.
Опорное устройство
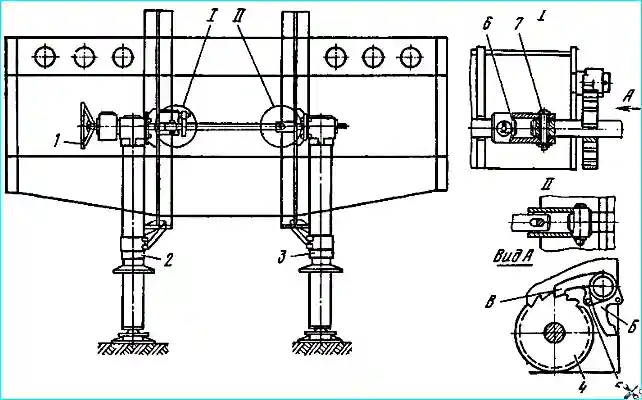
1 — штурвал; 2 — правый домкрат; 3 — левый домкрат; 4 — промежуточный вал с храповиком; 5 — собачка; 6 — втулка; 7 — палец;
Б — положение собачки в транспортном положении; В — положение собачки при рассогласованной работе опорных устройств и при поднятии полуприцепа
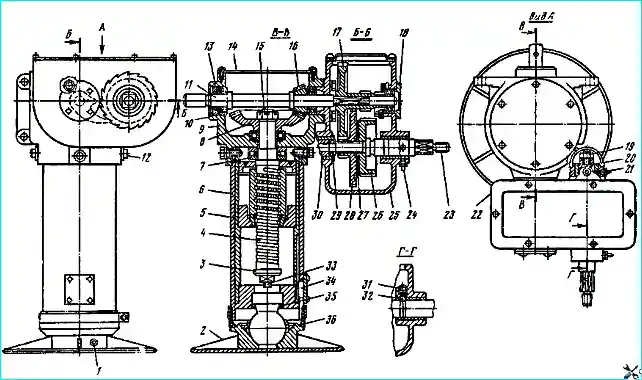
1, 21, 24 — масленки; 2 — опорная плита; 3 — бурт винта; 4 — винт с гайкой; 5 — подвижная стойка; 6 — неподвижная стойка;
7, 29 — упорные подшипники; 8 — шестерня коническая ведомая; 9 — корпус; 10 — прокладка регулировочная; 11 — ведомый вал;
12 — болт; 13 — упорное кольцо; 14 — крышка; 15 — гайка; 16 — шестерня ведущая коническая; 17 — блок шестерен ведомый;
18 — крышка подшипника; 19 — гайка; 20, 30 — втулки; 22 — крышка редуктора; 23 — ведущий вал; 25 — картер редуктора;
26 — храповик тормоза; 27 — фрикционное кольцо; 28 — блок шестерен ведущий; 31 — пробка; 32 — шарик; 33 — стопорный винт;
34 — шпонка с крышкой; 35 — запорное кольцо; 36 — защитный колпак
Конструкция: два винтовых домкрата, соединенных промежуточным валом. Правое опорное устройство имеет двухскоростной редуктор для ускоренного подъема и опускания на холостом ходу.
Важно! Работа на второй передаче (ведущий вал вытянут до отказа) после соприкосновения плиты с землей категорически запрещается.
В зимнее время при стоянках полуприцепа без тягача под опорные плиты подкладывают деревянные подкладки для предотвращения примерзания.
Возможные неисправности опорного устройства
При вращении штурвала опорное устройство не опускается и не поднимается — срезана шпонка на одной из конических шестерен (заменить).
Не удерживает тормоз опорного устройства — отказ пары винт-гайка (заменить) или износ фрикционного кольца (заменить).
Тормозная система и электрооборудование
Тормозная система: полуприцеп оборудован двумя тормозными системами: рабочей и стояночной. Пневматический привод рабочей тормозной системы, колесные тормозные механизмы и стояночный тормоз такие же, как на полуприцепе МАЗ-5205А.
Электрооборудование: состоит из одной семиконтактной и четырех одноконтактных штепсельных розеток для переносных ламп, двух задних фонарей (сигналы «Стоп», габаритные огни, указатели поворотов) и проводов.
")

")
")
")
")
")
")
")