Демонтаж и монтаж головки цилиндров
Головку цилиндров снимать только для устранения неисправностей деталей цилиндро-поршневой группы, прокладки головки цилиндров, клапанов или для замены самой головки
Снимать головку цилиндров в следующем порядке:
- 1. Слить охлаждающую жидкость из системы охлаждения двигателя
- 2. Отсоединить от головки все трубопроводы, защитить их внутренние полости от попадания пыли и грязи
- 3. Снять крышку головки цилиндров

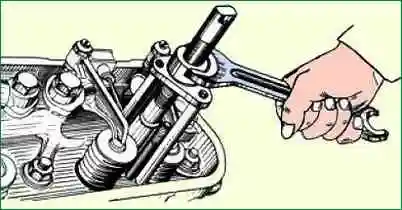
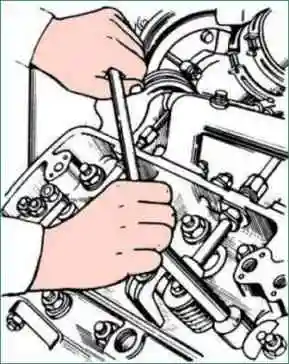
Отвернуть гайки скоб крепления форсунок (рис. 1), снять форсунки (рис. 2), предохраняя распылитель от ударов и засорения отверстий
Отвернуть гайки крепления осей коромысел, снять оси коромысел в сборе с коромыслами и извлечь штанги.
Отвернуть гайки крепления головки цилиндров (рис. 3), соблюдая последовательность, обратную затяжке (рис. 4) не менее чем за три приема:
- I - прием - до 147-118 Нм (15-12 кгс·м)
- II - прием - до 49-39 Нм (5-4 кгс·м)
- III - прием - вывернуть гайки.
- 7. Снять головку цилиндров с двигателя и осмотреть ее состояние.
- 8. Если необходимо, осторожно снять прокладку головки цилиндров.
- 9. Проверить состояние гильз цилиндров и закрыть цилиндровые отверстия, чтобы предохранить их от попадания пыли и грязи.
Установку головки цилиндров на двигатель производить в обратном порядке.
Перед установкой протереть чистой ветошью привалочные плоскости блока цилиндров, бурта гильзы цилиндров и головки цилиндров.
Повторное использование металлической прокладки головки цилиндров допускается с той же головкой цилиндров только при неизменном положении гильз в блоке цилиндров и при отсутствии следов прорыва газов в зоне газового стыка.
Повторное использование резиновой прокладки и уплотнителей возможно только при отсутствии трещин, повреждений, затвердевания.
Обратить внимание на правильность установки резиновой прокладки и уплотнителей.
Резьба должна быть смазана чистым моторным маслом.
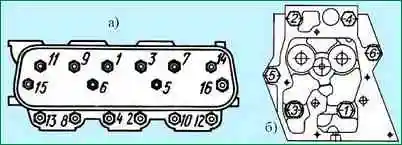
Гайки крепления головок цилиндров затягивать на холодном двигателе в порядке возрастания номеров, как показано на рис. 4 не менее чем за три приема:
- I - прием - 39-49 Нм (4-5 кгс·м);
- II - прием - 118-147 Нм (12-15 кгс·м);
- III - прием - 216-235 Нм (22-24 кгс·м).
После затяжки повторной операцией проверить требуемый крутящий момент на каждой гайке, соблюдая указанную последовательность.
Нельзя затягивать гайки моментом большим, чем указано, так как это неизбежно приведет к разрушению деталей, а герметичность уплотнения не улучшится.
Притирка клапанов
Перед разборкой головок цилиндров очистить их от масла и нагара и пометить порядковые номера клапанов на торцах тарелок для того, чтобы при сборке установить их на свои места.
Для рассухаривания клапанов необходимо головку цилиндров без форсунок, коромысел, осей коромысел и шпилек крепления осей коромысел установить привалочной поверхностью на плиту так, чтобы обеспечить упор для клапанов.
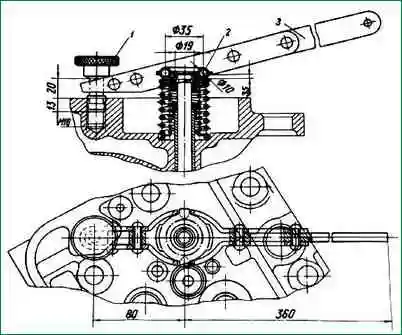
Рассухаривание выполнять с помощью приспособления, изображенного на рис. 5.
Для этой цели ввернуть упорный болт 1 приспособления в отверстие под шпильку крепления оси коромысла, нажимную тарелку 2 приспособления установить на тарелку пружин соответствующего клапана и, нажимая на рукоятку 3 рычага приспособления, отжать пружины клапана, вынуть сухари и снять все детали клапанного узла.
Таким же путем последовательно рассухарить все остальные клапаны и снять пружины клапанов и сопряженные с ними детали.
Повернуть головку цилиндров и вынуть клапаны из направляющих втулок. Клапаны и седла тщательно очистить от грязи, нагара и масляных отложений, промыть в керосине или специальном моющем растворе, высушить и осмотреть для определения степени ремонта.
Восстановить герметичность клапана притиркой возможно только при наличии незначительных износов и мелких раковин на рабочей фаске и лишь в том случае, если тарелка и стержень не покороблены и нет местных прогаров на фасках клапана и седла.
При наличии таких дефектов притирке должны предшествовать шлифовка седел и клапанов или замена неисправных деталей.
Для притирки клапанов использовать специальную притирочную пасту, приготовленную путем тщательного перемешивания трех частей (по объему) микропорошка зеленого карбида кремния с двумя частями моторного масла и одной частью дизельного топлива.
Перед употреблением притирочную смесь тщательно перемешать, так как при отсутствии механического перемешивания микропорошок способен осаждаться.
Установить головку цилиндров на плиту или специальное приспособление привалочной поверхностью кверху.
Нанести на фаску клапана тонкий равномерный слой притирочной пасты, смазать стержень клапана чистым моторным маслом и установить его в головку цилиндров.
Допускается наносить пасту на фаску седла.
Притирку выполнять возвратно-вращательными движениями клапанов при помощи специального приспособления или дрели с присосом.
Нажимая на клапан с усилием 20-30 Н (2-3 кгс), повернуть его на ⅓ оборота в одном направлении, затем, ослабив усилие, на 1/4 оборота в обратном направлении.
Нельзя выполнять притирку круговыми движениями.
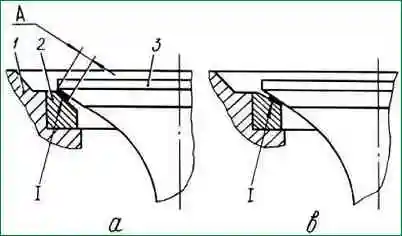
Периодически поднимая клапан и добавляя на фаску пасту, продолжать притирку, как указано выше, до тех пор, пока на фасках клапана и седла не появится непрерывный матовый поясок шириной «А» не менее 1,5 мм (рис. 6).
Разрывы матового пояска и наличие на нем поперечных рисок не допускается.
При правильной притирке матовый поясок «А» на фаске клапана седле должен начинаться у большего основания конуса, как показано на рисунке 6.
После окончания притирки клапаны и головку цилиндров тщательно промыть керосином или специальным моющим раствором и высушить.
Внимание! Наличие даже незначительных остатков притирочной пасты на клапане или головке цилиндров могут привести к надиру и ускоренному износу гильз цилиндров и поршневых колец.
Клапаны, пружины и детали их крепления установить на головку цилиндров и засухарить клапаны, используя приспособление (см. рис. 5).
Качество притирки сопряжения клапан-седло проверить на герметичность путем заливки керосина или дизельного топлива, заливая его поочередно во впускные и выпускные каналы.
Хорошо притертые клапаны не должны пропускать керосин или дизельное топливо в течение одной минуты.
Допустима проверка качества притирки карандашом.
Для этого поперек фаски притертого чистого клапана мягким графитовым карандашом нанести через равные промежутки 10 – 15 черточек, после чего осторожно вставить клапан в седло и, сильно нажимая к седлу, повернуть его на ¼ оборота.
При хорошем качестве притирки все черточки на рабочей фаске клапана должны стереться.
При неудовлетворительных результатах проверки качества притирки ее необходимо продолжить.
")

")
")
")
")
")
")
")