Цилиндр қақпағын бөлшектеу және құрастыру
Цилиндр басын тек цилиндр-поршень тобының бөліктерін, цилиндр басы тығыздағыштарын, клапандар ақауларын жою немесе басын ауыстыру үшін алыңыз
Цилиндр басын келесі ретпен шешіңіз:
- 1. Қозғалтқыштың салқындату жүйесінен салқындату сұйықтығын төгіңіз
- 2. Барлық құбырларды басынан ажыратыңыз, олардың ішкі қуыстарын шаң мен кірден қорғаңыз
- 3. Цилиндр қақпағын алыңыз

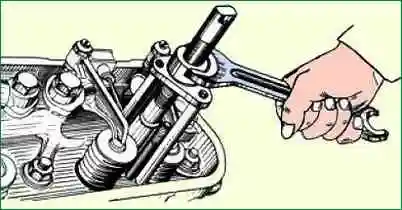
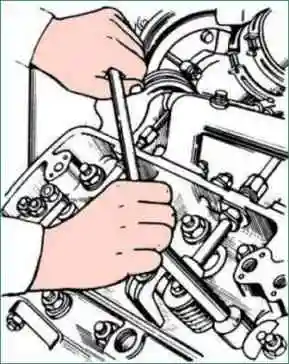
Саптаманы орнату кронштейндерінің гайкаларын бұрап алыңыз (1-сурет), шашатын саңылауларды алыңыз (Cурет 2), тозаңдатқышты соққылардан және тесіктердің бітелуінен қорғаңыз
Рукер осьтерін бекітетін гайкаларды бұрап босатыңыз, рокер осьтерінің жинағын рокердің тіректерімен алыңыз және өзектерді алыңыз.
Кемінде үш қадаммен қатайтуға (4-сурет) кері ретті орындап, цилиндр басы гайкаларын бұрап алыңыз (Cурет 3):
- - I - қабылдау - 147-118 Нм (15-12 кгс м) дейін
- - II - қабылдау - 49-39 Нм (5-4 кгс м) дейін
- - III- айла - гайкаларды бұрап алыңыз.
- 7. Цилиндр басын қозғалтқыштан алыңыз және оның жағдайын тексеріңіз.
- 8. Қажет болса, цилиндр қақпағын мұқият алып тастаңыз.
- 9. Цилиндр қаптамаларының күйін тексеріп, оларды шаң мен кірден қорғау үшін цилиндр саңылауларын жабыңыз.
Цилиндр қақпағын қозғалтқышқа кері ретпен орнатыңыз.
Орнатпас бұрын цилиндр блогының түйісетін беттерін, цилиндр қаптамасының иығын және цилиндр басын таза шүберекпен сүртіңіз.
Металл цилиндр басының тығыздағышын бір цилиндр басымен қайта пайдалануға тек цилиндрлер блогындағы футерлердің жағдайы өзгеріссіз қалған және газ түйісу аймағында газдың жарылу белгілері болмаса ғана рұқсат етіледі.
Резеңке тығыздағыш пен тығыздағыштарды қайта пайдалану тек жарықтар, зақымданулар, қатаюлар болмаса ғана мүмкін болады.
Резеңке тығыздағыш пен тығыздағыштардың дұрыс орнатылуына назар аударыңыз.
Жіптерді таза қозғалтқыш майымен майлау керек.
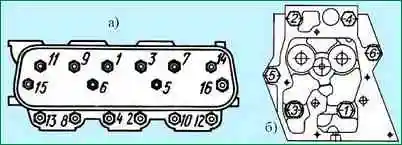
Cилиндр басы гайкаларын суық қозғалтқыштағы сандардың өсу ретімен, суретте көрсетілгендей қатайтыңыз. 4 кем дегенде үш қадамда:
- - I - қабылдау - 39-49 Нм (4-5 кгс м);
- - II - қабылдау - 118-147 Нм (12-15 кгс м);
- - III - қабылдау - 216-235 Нм (22-24 кгс м).
Екінші әрекетпен қатайтқаннан кейін, көрсетілген реттілікпен әрбір гайкадағы қажетті моментті тексеріңіз.
Жаңғақтарды ешқашан көрсетілгеннен жоғары бұрау моментімен тартпаңыз, өйткені бұл сөзсіз бөліктердің бұзылуына әкеледі және тығыздағыштың тығыздығы жақсармайды.
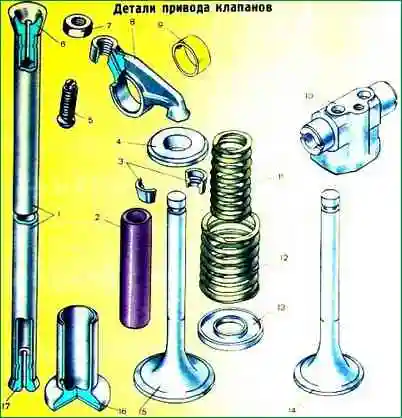
Тіркеу клапандары
Цилиндр қақпақтарын бөлшектемес бұрын, оларды май мен көміртек шөгінділерінен тазалап, құрастыру кезінде орындарына орнату үшін пластиналардың ұштарында клапандардың сериялық нөмірлерін белгілеңіз.
Клапандарды кептіру үшін цилиндр басын инжекторларсыз, ілмектерсіз, ілмектерсіз және ілмектер үшін тоқтауды қамтамасыз ету үшін пластинадағы түйісетін беті бар тіреуіш білігінің бекіту шпилькаларысыз орнату қажет.
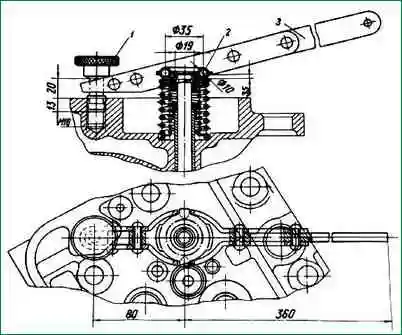
Кептіру суретте көрсетілген құрылғы арқылы жүзеге асырылады. 5.
Ол үшін құрылғының тоқтатқыш болтын 1 рокер білігінің осін бекітуге арналған шпилькаға арналған тесікке бұрап, құрылғының қысым тақтасын 2 сәйкес клапанның серіппелі тақтасына орнатыңыз және тұтқаны 3 басып құрылғы рычагынан, клапан серіппелерін басыңыз, крекерді алып тастаңыз және клапан жинағының барлық бөліктерін алыңыз .
Сол сияқты барлығын ретімен кептіріңіз басқа клапандар мен клапан серіппелері мен қатысты бөлшектерді алыңыз.
Цилиндр басын бұрап, бағыттағыштардан клапандарды алыңыз. Клапандар мен орындықтарды кірден, көміртек шөгінділерінен және май шөгінділерінен мұқият тазалаңыз, керосинмен немесе арнайы тазалау ерітіндісімен шайыңыз, құрғатыңыз және жөндеу дәрежесін анықтау үшін тексеріңіз.
Клапанның герметикалығын жұмыс фаскасында шамалы тозу және кішкене саңылаулар болған жағдайда ғана және пластина мен өзек майыспайтын болса және фаскаларда жергілікті күйіп кетулер болмаса ғана сығу арқылы қалпына келтіруге болады. клапан мен орындық.
Осындай ақаулар болған жағдайда, төсеу алдында орындықтар мен клапандарды тегістеу немесе ақаулы бөлшектерді ауыстыру қажет.
Клапандарды төсеу үшін жасыл кремний карбиді микроұнтағының үш бөлігін (көлемі бойынша) қозғалтқыш майының екі бөлігі мен дизель отынының бір бөлігімен мұқият араластыру арқылы дайындалған арнайы сырлау пастасын пайдаланыңыз.
Қолданар алдында майлау қоспасын жақсылап араластырыңыз, өйткені механикалық араластыру болмаған кезде микроұнтақ тұнбаға түсуі мүмкін.
Цилиндр басын табаққа немесе арнайы құралға біріктіретін бетін жоғары қаратып орнатыңыз.
Клапанның бетіне жұқа, біркелкі төсеу пастасын жағыңыз, клапанның өзегін таза қозғалтқыш майымен майлаңыз және оны цилиндр басына орнатыңыз.
Қоспаны ершіктің фаскасына жағуға рұқсат етіледі.
Тексеру арнайы құралдың немесе сорғышты бұрғылаудың көмегімен клапандардың өзара айналмалы қозғалыстары арқылы орындалады.
Клапанды 20-30 Н (2-3 кгс) күшпен басып, оны бір бағытта ⅓ айналымға бұраңыз, содан кейін күшті босатып, қарама-қарсы бағытта 1/4 айналдырыңыз.
Айналмалы қозғалыста айналмаңыз.
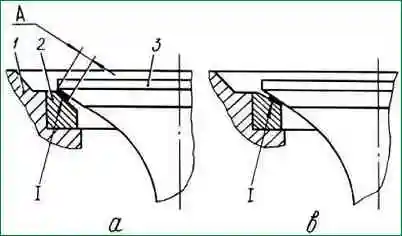
Клапанды мезгіл-мезгіл көтеріп, фаскаға пастаны қосып, жоғарыда көрсетілгендей, клапан мен отырғыштың фасаларында ені кемінде 1,5 мм «A» үздіксіз күңгірт белбеу пайда болғанша тігуді жалғастырыңыз (Cурет 6). ).
Күңгірт белдіктің жыртылуына және оның үстінде көлденең белгілердің болуына жол берілмейді.
Дұрыс төселген кезде клапан орнының қиғашындағы күңгірт "A" жолағы 6-суретте көрсетілгендей конустың үлкенірек түбінен басталуы керек.
Түсіргеннен кейін клапандар мен цилиндр басын керосинмен немесе арнайы тазалау ерітіндісімен мұқият жуып, құрғатыңыз.
Назар аударыңыз! Клапанда немесе цилиндр басындағы сығымдау пастасының шамалы қалдықтарының болуы цилиндр төсеніштері мен поршень сақиналарының сызылуына және жылдам тозуына әкелуі мүмкін.
Клапандарды, серіппелерді және олардың бекіту бөліктерін цилиндр басына орнатыңыз және клапандарды құралдың көмегімен құрғатыңыз (5-суретті қараңыз).
Клапан-орындық интерфейсін тегістеу сапасын керосин немесе дизель отынын құйып, оны кіріс және шығыс арналарына кезекпен құйып, ағып кетуге тексеріңіз.
Жақсы жабылған клапандар керосин немесе дизельді бір минут бойы өткізбеуі керек.
Тексеру сапасын қарындашпен тексеруге болады.
Ол үшін жұмсақ графитті қарындашпен тігілген таза клапанның фасасына тұрақты аралықпен 10-15 сызықша жағыңыз, содан кейін клапанды абайлап отырғышқа енгізіңіз де, орындықты қатты басып, оны ¼ айналымға бұраңыз.
Егер тегістеу сапасы жақсы болса, клапанның жұмыс фасасындағы барлық сызықшаларды өшіру керек.
Егер өңдеу сапасын тексеру нәтижелері қанағаттанарлықсыз болса, оны жалғастыру керек.
")

")
")
")
")
")
")
")