Beim Einbau des Schwungrades müssen dessen Befestigungsmuttern gleichmäßig mit einer Kraft von 7,6-8,3 kgm angezogen werden
Unrundheit der Schwungradreibungsebene – nicht mehr als 0,15 mm bei einem Radius von 165 mm.
Wenn der Rundlauf 0,15 mm überschreitet, muss die Einheit zerlegt werden.
Das Lager des Führungsendes der Getriebeeingangswelle muss mit UTV 1-13-Fett gefüllt und mit einem speziellen Dorn in die Kurbelwellenaufnahme eingebaut werden.
Beim Einbau der Kupplung muss die Achse der Abtriebsscheibe mit der Achse der Kurbelwelle fluchten.
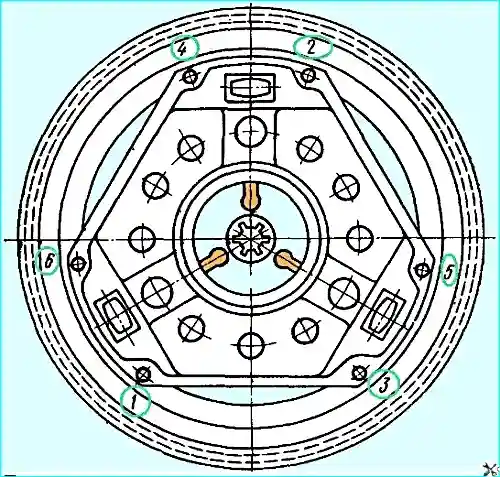
Die Schrauben, mit denen das Kupplungsgehäuse am Schwungrad befestigt ist, müssen in der in der Abbildung gezeigten Reihenfolge gleichmäßig angezogen werden. 1.
Das Anzugsdrehmoment der Schrauben sollte im Bereich von 2–3 kgm liegen.
Die Kurbelwellenbaugruppe mit Schwungrad und Kupplung muss einem dynamischen Auswuchten unterzogen werden.
Überprüfen Sie vor dem Auswuchten die Leichtgängigkeit und Drehbarkeit der Scheibe, indem Sie die Kupplung lösen und die Ausrückhebel um 11,7 mm bewegen.
Das Maß von der Arbeitsfläche des Schwungrads bis zu den oberen Köpfen der Spannhebel sollte zwischen 53 und 54,5 mm liegen.
Wenn sich die Scheibe nicht frei dreht oder Maßabweichungen vorliegen, muss die Einheit zerlegt werden.
Füllen Sie vor dem Auswuchten die Innenräume der Kurbelwelle mit Spindelöl und legen Sie auf jeden Kurbelzapfen ein Auswuchtgewicht von 2237 g.
Die zulässige Unwucht beträgt 70 g/cm.
Die Unwucht wird dadurch beseitigt, dass das Metall am Außendurchmesser des Schwungrads mit einem Bohrer von 8 mm Durchmesser maximal 10 mm tief gebohrt wird, wobei ein Abstand zwischen den Bohrungen von mindestens 11 mm eingehalten werden muss.
Das Auswuchten sollte mit einer anfänglichen Unwucht von nicht mehr als 180 g/cm durchgeführt werden. Bei größeren Unwuchten ist eine Demontage der Einheit erforderlich.
Vor dem Einbau der Kurbelwelle in den Zylinderblock müssen alle Passflächen gründlich abgewischt werden.
Die Ölkanäle der Kurbelwelle und des Blocks müssen mit Druckluft ausgeblasen werden.
Die Hauptlagerschalen müssen mit Motoröl geschmiert werden.
Die Größe der Hauptlagerschalen muss der Größe der Kurbelwellenhauptlagerzapfen entsprechen.
Das Anzugsdrehmoment der Muttern, mit denen die Hauptlagerdeckel befestigt sind, sollte 11–12 kgm betragen.
Das Axialspiel der Kurbelwelle, gemessen zwischen der vorderen Unterlegscheibe des Axiallagers und der Stahlanlaufscheibe, sollte zwischen 0,075 und 0,175 mm liegen.
Das Axialspiel wird durch die Auswahl der hinteren Unterlegscheibe des Axiallagers eingestellt.
Die Nenn- und Reparaturmaße der vorderen und hinteren Axiallagerscheiben sind in der Tabelle angegeben. 1.
*Tabelle 1*
Nenn- und Reparaturmaße der vorderen und hinteren Unterlegscheiben des Axiallagers
Nenngröße:
- - Dicke der vorderen Unterlegscheibe 2,35–2,45 mm;
- - Dicke der hinteren Unterlegscheibe - 2,45–2,50 mm
Erste Reparatur:
- - Dicke der vorderen Unterlegscheibe 2,35–2,45 mm;
- - Dicke der hinteren Unterlegscheibe - 2,65–2,70 mm
Zweite Reparatur:
- - Dicke der vorderen Unterlegscheibe 2,35–2,45 mm;
- - Dicke der hinteren Unterlegscheibe - 2,85–2,90 mm
Wenn die Hauptlager vollständig festgezogen sind, sollte sich die Kurbelwelle auf dem Schwungrad von Hand frei drehen lassen.