Замер и регулировку зазоров проводим на холодном двигателе
Выводим наконечник троса привода дроссельной заслонки из кронштейна.


Ключом "на 10" отворачиваем две гайки крепления кронштейна троса привода дроссельной заслонки к ресиверу (только для двигателя ВАЗ-2111) и снимаем его.

Крестообразной отверткой ослабляем хомуты крепления двух отводящих шлангов вентиляции картерных газов и снимаем шланги со штуцеров клапанной крышки.

Крестообразной отверткой ослабляем хомут крепления подводящего шланга вентиляции картерных газов и снимаем шланг

Ключом "на 10" отворачиваем две гайки крепления клапанной крышки

Снимаем клапанную крышку

В отверстиях клапанной крышки установлены резиновые уплотнительные втулки.

Снимаем прокладку клапанной крышки.


Ключом "на 10" отворачиваем болты передней крышки ГРМ: два сбоку и один в центре

Снимаем крышку ГРМ

Поворачиваем коленчатый вал по часовой стрелке до совмещения установочных меток на зубчатом шкиве распределительного вала и задней крышке ремня привода ГРМ

Затем поворачиваем коленчатый вал еще на 40–50° (2,5–3 зуба на шкиве распределительного вала).
В этом положении валов проверяем набором щупов зазоры у первого и третьего кулачков распределительного вала
Зазор между кулачками распределительного вала и регулировочными шайбами должен быть 0,20 мм для впускных клапанов и 0,35 мм – для выпускных.
Допуск на зазоры для всех кулачков составляет ±0,05 мм.

Если зазор отличается от нормы, то на шпильки корпусов подшипников распределительного вала устанавливаем приспособление для регулировки клапанов.

Вводим "клык" приспособления между кулачком и толкателем.

Разворачиваем толкатель так, чтобы прорезь в его верхней части была обращена вперед (по ходу автомобиля).
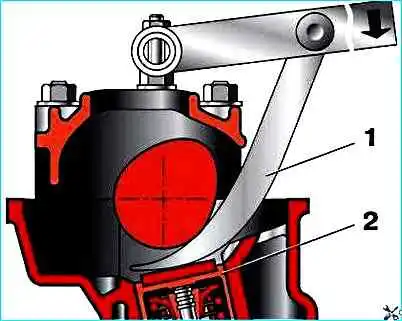
Нажимая вниз на рычаг приспособления, утапливаем "клыком" толкатель и устанавливаем между краем толкателя и распределительным валом фиксатор, который удерживает толкатель в нижнем положении

Поднимаем рычаг приспособления в верхнее положение

Пинцетом через прорезь поддеваем и извлекаем регулировочную шайбу.

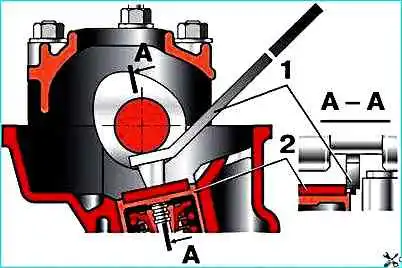
При отсутствии приспособления для регулировки клапанов можно воспользоваться двумя отвертками.
Мощной отверткой, опираясь на кулачок, отжимаем толкатель вниз.
Вставив ребро другой отвертки (с жалом шириной не менее 10 мм) между краем толкателя и распределительным валом, фиксируем толкатель.

Вынимаем пинцетом регулировочную шайбу
Зазор регулируем подбором толщины регулировочных шайб.
Для этого микрометром замеряем толщину шайбы.
Толщину новой регулировочной шайбы определяем по формуле:
Н = В+(А–С), мм, где (А) – замеренный зазор; (В) – толщина снятой шайбы; (С) – номинальный зазор; (Н) – толщина новой шайбы.
Толщина шайбы маркируется на ее поверхности электрографом.
Новую шайбу устанавливаем в толкатель маркировкой вниз и убираем фиксатор
Еще раз проверяем зазор.
При правильной регулировке щуп толщиной 0,20 или 0,35 мм должен входить в зазор с легким защемлением.
Последовательно поворачивая коленчатый вал на пол-оборота, регулируем зазоры остальных клапанов в последовательности, указанной в таблице:
- Угол поворота коленчатого вала 40-50° - 1 выпускной (зазор 0,35 мм) - 3 впускной (зазор 0,20 мм);
- Угол поворота коленчатого вала 220-230° - 5 выпускной (зазор 0,35 мм) - 2 впускной (зазор 0,20 мм);
- Угол поворота коленчатого вала 400-410° - 8 выпускной (зазор 0,35 мм) - 6 впускной (зазор 0,20 мм);
- Угол поворота коленчатого вала 580-590° - 4 выпускной (зазор 0,35 мм) - 7 впускной (зазор 0,20 мм);
")

")
")
")
")
")
")
")