
")
")
")
")
")
Все уплотнения и прокладки насоса и его привода при сборке надо заменить.
Сборка насоса производится в порядке, обратном разборке.
После ремонта насос надо проверить на производительность на специальном стенде.
Сборка насоса должна выполняться в условиях полной чистоты.
Перед сборкой все бывшие в эксплуатации уплотнительные детали и прокладки должны быть заменены, детали промыты и продуты сухим сжатым воздухом.
При сборке все сопрягаемые поверхности деталей насоса должны быть смазаны маслом, применяемым для гидроусилителя.

Для сборки насоса его надо установить на специальное приспособление (рис. 1) так, чтобы надпись "Вход" находилась со стороны сборщика.
Втулки насоса устанавливаются попарно одной размерной группы.
В каждой размерной группе втулки по высоте не должны отличаться более чем на 0,005 мм.
Ведущие и ведомые шестерни также должны быть одной размерной группы.
В каждой размерной группе длина зубьев не должны различаться более чем на 0,01 мм.
Втулки и шестерни перед сборкой также должны быть скомплектованы по размерным группам между собой.
Сборку насоса производят в следующей последовательности
В колодцы корпуса вложить две нижние втулки одной размерной группы, после чего установить ведомую шестерню 4 (рис. 2) и ведущую 3 шестерни, смазанные до половины верхней шейки маслом.
Ведущая шестерня устанавливается в правый колодец, а ведомая - в левый.
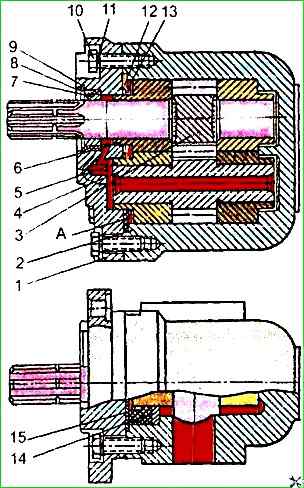
Верхние втулки вложить в колодцы корпуса до контакта с торцевой поверхностью шестерен, при этом нормальный контакт обеспечивается разворотом втулок по часовой стрелке.
Установить вкладыш 14 в сектор, образованный двумя спаренными втулками, до соприкосновения с торцом выточки со стороны отверстия с надписью «Вход».
Установить в сектор корпуса насоса специальное уплотнение 15 цилиндрическим выступом вверх до соприкосновения с поверхностью вкладыша 14.
Затем с помощью специальной оправки установить на шейки втулок манжету 12 с выемкой вверху для колец.
Предварительно внутренние цилиндрические поверхности манжеты надо смазать техническим вазелином или смазкой «Литол-24».
Вложить в выточку манжеты кольцо 13.
Установить на шейки втулок крышку 1 насоса, предохраняя уплотняющую поверхность манжеты от повреждений.
Выступающие из манжеты уплотняющие кромки должны быть направлены внутрь корпуса насоса.
Предохраняя шлицевой конец ведущей шестерни специальным колпачком, вложить в крышку насоса манжету 8, предварительно смазав ее маслом.
После сборки насоса несовпадение плоскости крышки и втулок не должно превышать 0,1 мм.
После этого насос надо установить в специальное приспособление, в отверстие крышки вставить направляющую втулку, а во втулку стопорное кольцо 9.
Запрессовать манжету в крышку до отказа и затянуть болты крепления крышки с пружинными шайбами в сборе.
Сборка привода насоса и установка его на двигатель осуществляется в порядке, обратном разборке.
Проверка насоса рулевого усилителя после сборки
Качество ремонта насоса может быть проверено на специальном стенде, оборудованном контрольными приборами мод. КИ-1774 или КИ-4200.
Проверка насоса гидроусилителя на стенде до его установки на автобус предотвращает повторное снятие насоса с автобуса после ремонта из-за возможных неисправностей.
Перед проверкой насос должен пройти при частоте вращения 1200 мин -1 по следующему режиму:
- 2-3 мин — на холостом ходу;
- 3-4 мин — при давлении 2 МПа;
- 3-4 мин — при давлении 4 МПа;
- 3-4 мин — при давлении 6 МПа;
- 3-4 мин — при давлении 8 МПа;
- 2-3 Мин — при давлении 10 МПа.
После обкатки производится испытание насосов на стенде, в процессе которого определяются подача, объемный к.п.д. и утечки рабочей жидкости через дренаж уплотнения вала насоса.
Производительность насоса при частоте вращения 1200 мин -1 и давлении 10 МПа должна быть не менее 9,72 л/мин.
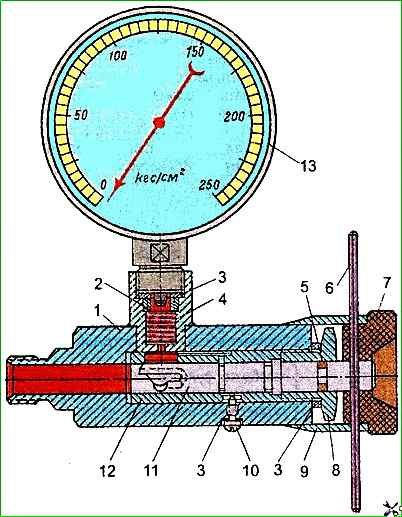
Объемный к.п.д. насоса при температуре 50 °С, давлении 10 МПа и частоте вращения 1200 мин -1 должен быть не ниже 0,9. допускается проверка насоса после установки его на автобус с помощью дроссель расходомера КИ-1097 (см. рис.3).