Усі ущільнення та прокладки насоса та його приводу під час збирання треба замінити.
Складання насоса здійснюється в порядку, зворотному розбиранні.
Після ремонту насос треба перевірити на продуктивність на спеціальному стенді.
Складання насоса повинно виконуватися в умовах повної чистоти.
Перед збиранням всі ущільнювальні деталі та прокладки, що були в експлуатації, повинні бути замінені, деталі промиті і продуті сухим стиснутим повітрям.
При складанні поверхні деталей насоса, що сполучаються, повинні бути змащені маслом, що застосовується для гідропідсилювача.

Для складання насоса його треба встановити на спеціальний пристрій (рис. 1) так, щоб напис "Вхід" знаходився з боку збирача.
Втулки насоса встановлюються попарно однієї розмірної групи.
У кожній розмірній групі висотні втулки не повинні відрізнятися більш ніж на 0,005 мм.
Провідні та ведені шестерні також повинні бути однієї розмірної групи.
У кожній розмірній групі довжина зубів не повинна відрізнятися більш ніж на 0,01 мм.
Втулки та шестерні перед складанням також мають бути скомплектовані за розмірними групами між собою.
Складання насоса проводять у наступній послідовності
У колодязі корпусу вкласти дві нижні втулки однієї розмірної групи, після чого встановити ведену шестерню 4 (рис. 2) і провідну 3 шестерні, змащені до половини верхньої шийки олією.
Ведуча шестерня встановлюється у праву криницю, а ведена - у ліву.
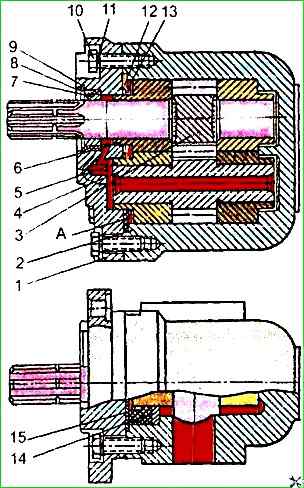
Верхові втулки вкласти в колодязі корпусу до контакту з торцевою поверхнею шестерень, при цьому нормальний контакт забезпечується розворотом втулок за годинниковою стрілкою.
Встановити вкладку 14 у сектор, утворений двома спареними втулками, до зіткнення з торцем виточки з боку отвору з написом «Вхід».
Встановити в сектор корпусу насоса спеціальне ущільнення 15 циліндричним виступом вгору до зіткнення з поверхнею вкладиша 14.
За допомогою спеціальної оправки встановити на шийки втулок манжету 12 з виїмкою вгорі для кілець.
Попередньо внутрішні циліндричні поверхні манжети треба змастити технічним вазеліном або мастилом «Літол-24».
Вкласти в виточення манжети кільце 13.
Встановити на шийки втулок кришку 1 насоса, оберігаючи ущільнюючу поверхню манжети від пошкоджень.
Ущільнюючі кромки, що виступають з манжети, повинні бути спрямовані всередину корпусу насоса.
Зберігаючи шліцевий кінець провідної шестерні спеціальним ковпачком, вкласти в кришку насоса манжету 8, попередньо змастивши її олією.
Після складання насоса розбіжність площини кришки та втулок не повинна перевищувати 0,1 мм.
Після цього насос треба встановити у спеціальний пристрій, в отвір кришки вставити напрямну втулку, а у втулку стопорне кільце 9.
Запресувати манжету в кришку вщент і затягнути болти кріплення кришки з пружинними шайбами в зборі.
Складання приводу насоса та встановлення його на двигун здійснюється в порядку, зворотному розбиранні.
Перевірка насоса рульового підсилювача після збирання
Якість ремонту насоса може бути перевірена на спеціальному стенді, обладнаному контрольними приладами мод. КІ-1774 або КІ-4200.
Перевірка насоса гідропідсилювача на стенді до його встановлення на автобус запобігає повторному зняттю насоса з автобуса після ремонту через можливі несправності.
Перед перевіркою насос повинен пройти при частоті обертання 1200 хв -1 за наступним режимом:
- 2-3 хв — на холостому ході;
- 3-4 хв - при тиску 2 МПа;
- 3-4 хв - при тиску 4 МПа;
- 3-4 хв - при тиску 6 МПа;
- 3-4 хв - при тиску 8 МПа;
- 2-3 Мін – при тиску 10 МПа.
Після обкатки проводиться випробування насосів на стенді, у процесі якого визначаються подання, об'ємний к.п.д. та витоку робочої рідини через дренаж ущільнення валу насоса.
Продуктивність насоса при частоті обертання 1200 хв -1 та тиску 10 МПа має бути не менше 9,72 л/хв.
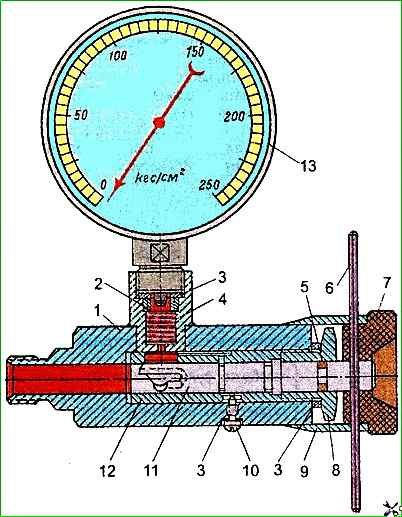
Об'ємний к.п.д. насоса при температурі 50 °С, тиску 10 МПа та частоті обертання 1200 хв -1 повинен бути не нижче 0,9. допускається перевірка насоса після встановлення його на автобус за допомогою дросель витратоміру КІ-1097 (див. рис.3).
")

")
")
")
")
")
")
")