Конструкция рамы автомобиля МАЗ
Рама автомобиля клепаная, состоит из двух продольных балок (лонжеронов) швеллерной формы с переменным сечением, изготовленных из полосовой низколегированной стали 22Г2ТЮ толщиной 8 мм.
Лонжероны рамы (наибольший размер сечения 310×85 мм), изготовленные методом горячей штамповки, соединены в пяти местах поперечинами при помощи заклепок.
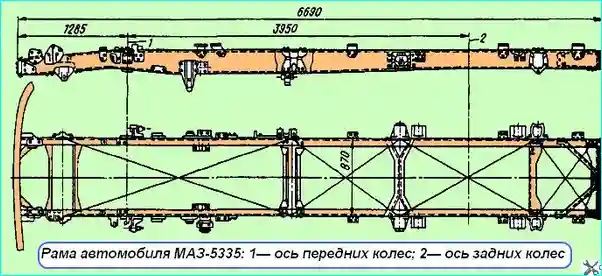
1 — ось передних колес; 2 — ось задних колес
Поперечины штампованные, из низколегированной стали, вторая и третья — из малоуглеродистой стали.
На лонжеронах прикреплены кронштейны передней, задней и дополнительной рессор, боковых опор двигателя, крепления кабины, рулевого управления и др.
Конструктивная особенность: перенос крепления всех силовых элементов и, в особенности, кронштейнов рессор и поперечин на вертикальные стенки лонжеронов в наиболее нагруженных местах.
Применение высокопрочной низколегированной стали, отсутствие заклепочных соединений на нижних полках лонжеронов позволили благоприятно распределить напряжения и достичь высокой прочности рамы.
Обслуживание рамы
Уход за рамой заключается в проверке болтовых и заклепочных соединений.
Контроль геометрической формы: в процессе эксплуатации автомобиля необходимо следить за тем, чтобы не нарушались геометрическая форма рамы, правильность положения и прочность ее лонжеронов, поперечин и кронштейнов.
Нарушение геометрической формы рамы может привести к неправильному положению или смещению агрегатов автомобиля, что вызовет чрезмерно большие напряжения и повышенный износ деталей трансмиссии и двигателя.
Проверка заклепок: ослабленные заклепки обнаруживают по дребезжащему звуку при постукивании молотком по головке заклепки. Заклепки, которые ослабли, необходимо срубить и заменить новыми.
Защита от коррозии: на раме не должно быть непрокрашенных мест, так как это может привести к коррозии, которая снижает усталостную прочность рамы. Поэтому раму необходимо периодически очищать, осматривать и прокрашивать оголенные и корродированные участки.
Ремонт рамы
Основные дефекты рамы:
- трещины лонжеронов и поперечин;
- ослабление заклепочных соединений;
- износ кронштейнов рессор;
- продольные трещины лонжеронов в районе заклепок.
Ремонт трещин
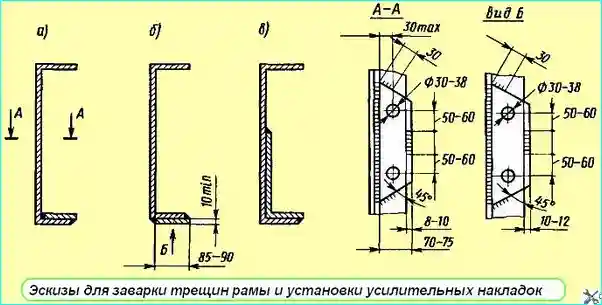
Подготовка к сварке: трещины лонжеронов и поперечин ремонтируют сваркой. Перед сваркой трещину нужно разделать наждачным кругом под углом 75–90°.
Рекомендуется применять электродуговую сварку электродами, которые предназначены для низколегированной стали.
Ремонт трещин на полках (не выходящих на стенку): кроме заварки трещины, с внутренней или наружной стороны установить усиливающие накладки из низколегированной стали толщиной 8–10 мм, которые приваривают продольными швами и заклепывают электрозаклепками. Приварку производить в соответствии с эскизами (рис. 2, а, б).
Ремонт трещин, выходящих на стенку лонжеронов: кроме заварки самой трещины, установить Г-образный усилитель с последующей его приваркой (рис. 2, в).
Критерии ремонтопригодности рамы:
- Рама допускается к ремонту при наличии не более двух трещин на одном лонжероне, доходящих до середины профиля.
- Рама, имеющая на каждом лонжероне более двух трещин, доходящих до середины профиля, или одну и более трещин на одном из лонжеронов, проходящих за середину профиля, ремонту не подлежит и должна быть заменена новой.
Ремонт заклепочных соединений
Замена заклепок: заклепки с оборванными головками выбивают и заменяют болтами (при необходимости овальные отверстия развертывают).
Трещины из-под заклепок: при появлении в лонжеронах трещин (не более 3) из-под заклепок окончание трещин засверливают сверлом диаметром 5–7 мм во избежание их дальнейшего распространения. Заварка в этом случае не требуется.
Замена заклепок болтами: если при проверке заклепочных соединений рамы обнаружится обрыв головки заклепки, необходимо выбить стержень заклепки из отверстия и поставить новую заклепку. Допускается ставить вместо заклепки термообработанные болт с гайкой и пружинной шайбой соответствующего диаметра с обеспечением плотной посадки болта в отверстие.
Моменты затяжки гаек:
- гайки М16×1,5 — 200–240 Н·м (20–24 кгс·м);
- гайки М14×1,5 — 160–180 Н·м (16–18 кгс·м).