Limpie las cabezas de los pistones y las ranuras de los segmentos de los depósitos de carbón.
Los pistones en los cilindros del bloque deben instalarse grupo por grupo, de acuerdo con la tabla.
Los pistones según el diámetro exterior de la falda y los cilindros según el diámetro interior se clasifican en tres grupos de tamaño y se marcan con las letras: A, B, C.
Una letra que indica el grupo de tamaño del diámetro del cilindro está pintada en la superficie exterior del bloque de cilindros a la derecha, frente a cada cilindro.
Los grupos de tamaños de diámetros de cilindros se determinan durante la fabricación del bloque de cilindros.
Al reparar un motor usado con cilindros desgastados, es necesario volver a medir los diámetros de los cilindros y determinar su grupo.
Los diámetros de los cilindros deben medirse a una temperatura de más 20±3°C.
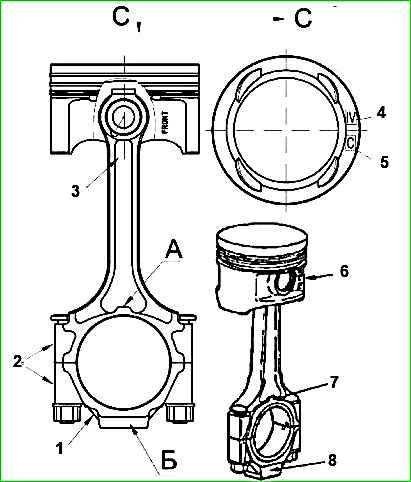
Los pistones están marcados con letras en la parte inferior (Fig. 1).
El diámetro mayor de la falda del pistón se encuentra en un plano perpendicular al eje del bulón del pistón a una distancia de 47,5 mm del fondo del pistón.
Mida los diámetros de las faldas del pistón a una temperatura del pistón de más 20 ± 3 °C.
Los bulones por diámetro exterior, las bielas y los pistones por el diámetro del orificio del bulón se clasifican en cuatro grupos de tamaño, que están marcados con pintura o números romanos (Tabla 1).
El grupo de tamaño del orificio de la biela para el bulón está marcado con pintura en la biela en la zona de la cabeza del pistón.
El grupo de orificios del pistón se designa con números romanos estampados en la parte inferior (Fig. 1) y el bulón con números romanos estampados en el extremo.
La biela debe ensamblarse con un bulón del mismo grupo de tamaño.
Si el no paralelismo de los ejes de los orificios de las cabezas de pistón y cigüeñal excede el valor máximo permitido, la biela está deformada y debe ser reemplazada.
Si el orificio en el casquillo de la biela para el bulón está desgastado más allá del nivel aceptable, es necesario reemplazar el casquillo, hacer una ranura en el casquillo para el canal de aceite y mecanizar el orificio en el casquillo para el bulón.
Antes de instalar un casquillo nuevo, mida el diámetro del orificio de montaje de la biela; si el desgaste del orificio supera el límite admisible, se debe desechar la biela.
Realice mediciones de pistones, bulones y bielas a una temperatura de 20±3 °C.
Las bielas se clasifican en tres grupos según su peso y se marcan con pintura en la tapa de la biela (Fig. 1). Color de marcado:
- blanco - corresponde a la masa de la biela 900-905 g;
- verde - 895-900 g;
- amarillo - 890-895 g.
Grupos de tamaño de pistones y cilindros del bloque
Grupo A:
- diámetro del pistón (falda) - 95,488 - 95,500 mm;
- diámetro del cilindro - 95,536 - 95,548 mm.
Grupo B:
- diámetro del pistón (falda) - 95,500 - 95,512 mm;
- diámetro del cilindro - 95,548 - 95,560 mm.
Grupo C:
- diámetro del pistón (falda) - 95,512 - 95,524 mm;
- diámetro del cilindro - 95,560 - 95,572 mm.
Grupo AI, sobredimensión de reparación 0,25:
- diámetro del pistón (falda) - 95,738 - 95,750 mm;
- diámetro del cilindro - 95,786 - 95,798 mm.
Grupo BI, sobredimensión de reparación 0,25:
- diámetro del pistón (falda) - 95,750 - 95,762 mm;
- diámetro del cilindro - 95,798 - 95,810 mm.
Grupo CI, sobredimensión de reparación 0,25:
- diámetro del pistón (falda) - 95,762 - 95,774 mm;
- diámetro del cilindro - 95,810 - 95,822 mm.
Grupo AII, sobredimensión de reparación 0,5:
- diámetro del pistón (falda) - 95.988 - 96.000 mm;
- diámetro del cilindro - 96.036 - 96.048 mm.
Grupo BII, sobredimensión de reparación 0,5:
- diámetro del pistón (falda) - 96.000 - 96.012 mm;
- diámetro del cilindro - 96.048 - 96.060 mm.
Grupo CII, sobredimensión de reparación 0,5:
- diámetro del pistón (falda) - 96,012 - 96,024 mm;
- diámetro del cilindro - 96.060 - 96.072 mm.
Grupos de tamaño de bulones, pistones y bielas
Diámetro del bulón - 21,9935—21,9960 mm:
- orificios en el saliente del pistón - 21,9975—22,0000 mm;
- orificios en el casquillo de la biela - 22,0045—22,0070 mm;
- marca de biela - blanca;
- marca de pistón y bulón - "I".
Diámetro del bulón - 21,9910—21,9935 mm:
- orificios en el saliente del pistón - 21,9950—21,9975 mm;
- orificios en el casquillo de la biela - 22,0020—22,0045 mm;
- marca de biela - verde;
- marca de pistón y bulón - "II".
Diámetro del bulón - 21,9885—21,9910 mm:
- orificios en el saliente del pistón - 21,9925—21,9950 mm;
- orificios en el casquillo de la biela - 21,9995—22,0020 mm;
- marca de biela - amarilla;
- marca de pistón y bulón - "III".
Diámetro del bulón - 21,9860—21,9885 mm:
- orificios en el saliente del pistón - 21,9900—21,9925 mm;
- orificios en el casquillo de la biela - 21,9970—21,9995 mm;
- marca de biela - roja;
- marca de pistón y bulón - "IV".
Para la instalación en el motor, se deben utilizar bielas del mismo grupo de peso.
Los pistones no están clasificados por peso.
Compruebe la diferencia de masa de los conjuntos seleccionados de pistón, bulón, biela y segmentos, que no debe exceder los 10 g.
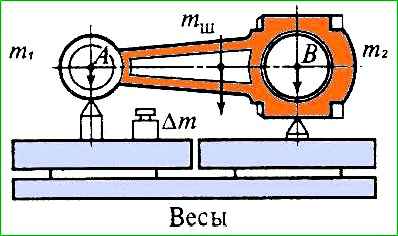
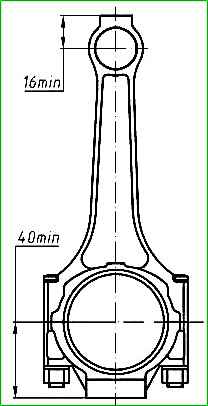
Si existe una diferencia mayor en las masas de los conjuntos, para eliminar el aumento de vibraciones del motor, se debe igualar la masa de los conjuntos. Para ello, retire material de las bielas de los conjuntos más pesados en los salientes de equilibrado de la cabeza de pistón o de cigüeñal, según la masa de las cabezas, hasta una dimensión no inferior a la mostrada en la Fig. 2.
Al retirar material, la masa de las cabezas de las bielas no debe exceder los siguientes límites: cabeza de pistón (m 1) - 211-217 g, cabeza de cigüeñal (m 2) - 679-688 g.
Lubrique el bulón del pistón con aceite de motor e introdúzcalo en los orificios del pistón y la biela.
Las bielas y los pistones, cuando se ensamblan con un bulón, deben orientarse de la siguiente manera: la inscripción "FRONT" ubicada en la parte exterior del saliente del bulón y la protuberancia "A" en la cabeza de cigüeñal de la biela deben estar dirigidas en la misma dirección.
La tapa de la biela debe instalarse de modo que el escalón "B" en la tapa y la protuberancia "A" en la cabeza de cigüeñal, o los números de cilindro estampados en la superficie lateral de la tapa y la cabeza de cigüeñal, o las ranuras para las casquillos, queden en el mismo lado (Fig. 1).
Los segmentos destinados a la instalación en cilindros de diámetro nominal están marcados con pintura amarilla en el segmento de compresión superior.
Para instalación en cilindros de la primera medida de reparación - azul, de la segunda medida de reparación - verde.

La luz en el corte, medida en los aros colocados en el cilindro (Fig. 4), para aros nuevos debe ser:
- 0,25-0,45 mm en el segmento de compresión superior;
- 0,45-0,65 mm en el segmento de compresión inferior;
- 0,30-0,55 mm en el segmento rascador de aceite de tipo caja.
Para aros desgastados, la luz máxima admisible en el corte no es superior a 1,5 mm.
Coloque los aros para medir la luz en el corte en la parte superior no desgastada del cilindro (desde el borde superior del cilindro hasta la ubicación del primer segmento de compresión cuando el pistón está en PMS) o en un mandril del mismo diámetro.
Limpie previamente la superficie del cilindro de depósitos de carbón.
La instalación de segmentos de pistón con una luz en el corte demasiado pequeña provocará el contacto de los extremos del aro durante el funcionamiento del motor y el rayado del cilindro.
La instalación de aros desgastados con una luz grande provocará una disminución de la presión de compresión y un mayor consumo de aceite.

Compruebe el juego lateral entre los aros y la pared de la ranura del pistón con una galga de espesores (Fig. 5). Compruebe el perímetro del pistón en varios puntos.
El juego lateral debe ser de 0,045 a 0,090 mm para aros y pistones nuevos. Para aros y pistones desgastados, se permite un juego máximo de no más de 0,15 mm.
Un juego mayor provocará un mayor consumo de aceite debido al efecto de "bombeo" de los aros.

Coloque los segmentos en el pistón utilizando la herramienta (Fig. 6).
Instale el segmento de compresión inferior con la inscripción "TOP" en el extremo hacia la cabeza del pistón. Los aros en las ranuras deben moverse libremente.
Inserte los pistones en los cilindros de la siguiente manera:
- oriente el conjunto biela-pistón de manera que la inscripción "FRONT" en el saliente del pistón mire hacia la parte delantera del bloque de cilindros;
- limpie los asientos de las bielas y sus tapas con un paño, limpie e inserte los cojinetes en ellos;
- gire el cigüeñal de modo que las muñequillas del primer y cuarto cilindro adopten la posición correspondiente al PMI;
- lubrique los cojinetes, el pistón, el muñón de la biela y el primer cilindro con aceite de motor limpio;
- distribuya los cortes de los segmentos en un ángulo de aproximadamente 120° entre sí. La unión del expansor del segmento rascador debe colocarse opuesta al corte del segmento antes de instalar el segmento en el pistón.
Se recomienda no colocar los cortes de los segmentos en un plano perpendicular al eje del bulón.

Coloque protectores en los pernos de la biela. Utilice un compresor de segmentos especial con superficie cónica interior para comprimir los aros e inserte el pistón en el cilindro (Fig. 7).
Antes de instalar el pistón, debe asegurarse una vez más de que los números estampados en la biela y su tapa correspondan al número del cilindro, y verificar la correcta posición del pistón y la biela en el cilindro.
Introduzca la biela por la cabeza de cigüeñal sobre la muñequilla, retire los protectores de los pernos y coloque la tapa de la biela.
La tapa de la biela debe instalarse de modo que los números estampados en la tapa y la biela, o las ranuras para los cojinetes, queden en el mismo lado.
Apriete las tuercas con una llave dinamométrica a un par de 68-75 N⋅m (6,8-7,5 kgf⋅m).
Inserte el pistón del cuarto cilindro en el mismo orden.
Gire el cigüeñal 180° e inserte los pistones del segundo y tercer cilindro.
Gire el cigüeñal varias veces. Debería girar fácilmente con poco esfuerzo.
")

")
")
")
")
")
")
")