Очистити днища поршнів та канавки для поршневих кілець від нагару.
Поршні в циліндри блоку повинні встановлюватися група в групу, відповідно до таблиці.
Поршні по зовнішньому діаметру спідниці та циліндри за внутрішнім діаметром сортуються на три розмірні групи та маркуються літерами - A, B, C.
Літера, що означає розмірну групу діаметра циліндра, наноситься фарбою на зовнішній поверхні блоку циліндрів праворуч, проти кожного циліндра.
Розмірні групи діаметрів циліндрів визначаються при виготовленні блоку циліндрів.
При ремонті двигуна, що був в експлуатації і має знос циліндрів, необхідно провести повторні виміри діаметрів циліндрів і визначити їх групу.
Виміри діаметрів циліндрів проводити при температурі плюс 20±3°C.
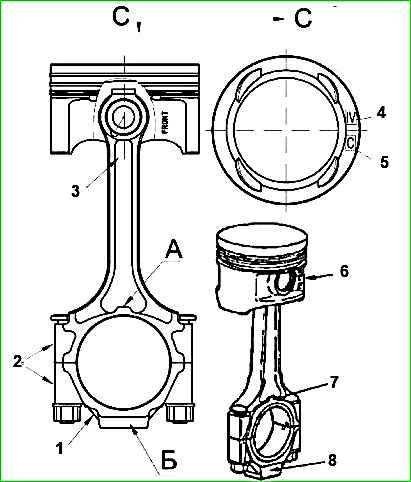
Поршні маркуються літерами на днищі (рис. 1).
Найбільший діаметр спідниці поршня розташований у площині, перпендикулярній осі поршневого пальця, на відстані 47,5 мм від днища поршня.
Заміри діаметрів спідниці поршнів проводити при температурі поршнів плюс 20 ± 3 °С.
Пальці за зовнішнім діаметром, шатуни та поршні по діаметру отвору під палець сортуються на чотири розмірні групи, які маркуються фарбою або римськими цифрами (табл. 1).
Розмірна група отвору шатуна під палець маркується фарбою на стрижні в зоні поршневої головки.
Група отвору поршня позначається римськими цифрами, вибитими на його днищі (рис. 1), а пальця - римськими цифрами, вибитими на торці.
Шатун має бути зібраний з пальцем однієї розмірної групи.
При перевищенні непаралельності осей отворів поршневої та кривошипної головок максимально допустимої величини шатун деформований та підлягає заміні.
У разі зносу отвору втулки шатуна під палець більш допустимого необхідно замінити втулку, виконати проточку у втулці під масляний канал і обробити отвір втулки під палець.
Перед встановленням нової втулки заміряти діаметр посадкового отвору шатуна — при зносі отвору більш допустимого шатун бракувати.
Виміри поршнів, пальців та шатунів проводити при температурі 20±3 °С.
Шатуни по масі сортуються на три групи та маркуються фарбою на кришці шатуна (рис. 1). Колір маркування:
- білий - відповідає масі шатуна 900-905 г;
- зелений - 895-900 г;
- жовтий - 890-895 г.
Розмірні групи поршнів та циліндрів блоку
Група А:
- діаметр поршня (спідниця) - 95,488 - 95,500 мм;
- діаметр циліндра - 95,536 - 95,548 мм.
Група B:
- діаметр поршня (спідниця) - 95,500 - 95,512 мм;
- діаметр циліндра - 95,548 - 95,560 мм.
Група C:
- діаметр поршня (спідниця) - 95,512 - 95,524 мм;
- діаметр циліндра - 95,560 - 95,572 мм.
Група АI ремонтне збільшення 0,25:
- діаметр поршня (спідниця) - 95,738 - 95,750 мм;
- діаметр циліндра - 95,786 - 95,798 мм.
Група BI ремонтне збільшення 0,25:
- діаметр поршня (спідниця) - 95,750 - 95,762 мм;
- діаметр циліндра - 95,798 - 95,810 мм.
Група CI ремонтне збільшення 0,25:
- діаметр поршня (спідниця) - 95,762 - 95,774 мм;
- діаметр циліндра - 95,810 - 95,822 мм.
Група АII ремонтне збільшення 0,5:
- діаметр поршня (спідниця) - 95,988 - 96,000 мм;
- діаметр циліндра - 96,036 - 96,048 мм.
Група BII ремонтне збільшення 0,5:
- діаметр поршня (спідниця) - 96,000 - 96,012 мм;
- діаметр циліндра - 96,048 - 96,060 мм.
Група CII ремонтне збільшення 0,5:
- діаметр поршня (спідниця) - 96,012 - 96,024 мм;
- діаметр циліндра - 96,060 - 96,072 мм.
Розмірні групи пальців, поршнів та шатунів
Діаметр пальця - 21,9935-21,9960 мм:
- отвори в бобишці поршня - 21,9975-22,0000 мм;
- отвори у втулці шатуна - 22,0045-22,0070 мм;
- маркування шатуна - білий;
- маркування поршня та пальця - "I".
Діаметр пальця - 21,9910—21,9935 мм:
- отвори в бобишці поршня - 21,9950—21,9975 мм;
- отвори у втулці шатуна - 22,0020—22,0045 мм;
- маркування шатуна - зелений;
- маркування поршня та пальця - "II".
Діаметр пальця - 21,9885—21,9910 мм:
- отвори в бобишці поршня - 21,9925—21,9950 мм;
- отвори у втулці шатуна - 21,9995—22,0020 мм;
- маркування шатуна - жовтий;
- маркування поршня та пальця - "III".
Діаметр пальця - 21,9860—21,9885 мм:
- отвори в бобишці поршня - 21,9900—21,9925 мм;
- отвори у втулці шатуна - 21,9970—21,9995 мм;
- маркування шатуна - червоний;
- маркування поршня та пальця - "IV".
Для встановлення на двигун слід брати шатуни однієї групи по масі.
Поршні по масі не сортируються.
Перевірити різницю мас підібраних комплектів: поршень, палець, шатун та кільця. Вона не повинна перевищувати 10 г.
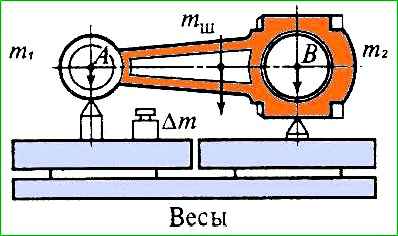
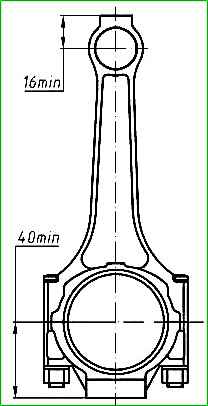
При більшій різниці мас комплектів з метою виключення підвищених вібрацій двигуна слід вирівняти масу комплектів. Для цього зняти метал у шатунів більш важких комплектів з вагових бобишок поршневої або кривошипної головок, залежно від маси головок, до розміру, не меншого за вказаний на рис. 2.
При видаленні матеріалу маса головок шатуна не повинна виходити з наступних меж: поршневої (m 1) - 211-217 г, кривошипної (m 2) - 679-688 г.
Змастити поршневий палець маслом, що застосовується на двигуні, і вставити в отвори поршня та шатуна.
Шатуни та поршні при збиранні з поршневим пальцем повинні бути зорієнтовані таким чином: напис «FRONT» (перед), розташований на зовнішній стороні бобишки під палець, і виступ «А» на кривошипній головці шатуна повинні бути спрямовані в одну сторону.
Кришка шатуна повинна бути встановлена так, щоб уступ «Б» на кришці шатуна та виступ «А» на кривошипній головці, або вибиті на бічній поверхні кришки та кривошипної головки номери циліндрів, або пази під вкладиші, розташовувалися з одного боку (рис. 1).
Кільця, призначені для встановлення в циліндри номінального діаметра, маркуються жовтою фарбою на верхньому компресійному кільці.
Для встановлення в циліндри першого ремонтного розміру - блакитною, другого ремонтного розміру - зеленою.

Тепловий зазор, заміряний у замках кілець, поміщених у циліндр (рис. 4), для нових кілець має бути:
- 0,25-0,45 мм у верхнього компресійного кільця;
- 0,45-0,65 мм у нижнього компресійного кільця;
- 0,30-0,55 мм у коробчастого маслознімного кільця.
Для зношених кілець допускається максимальний зазор у замку не більше 1,5 мм.
Кільця для заміру теплового зазору в замку поміщати у верхню незношену частину циліндра (від верхньої кромки циліндра до місця розташування першого компресійного кільця при знаходженні поршня у ВМТ) або в оправку аналогічного діаметра.
Поверхню циліндра попередньо очистити від нагару.
Встановлення поршневих кілець з меншим тепловим зазором у замку призведе до змикання стику кільця під час роботи двигуна та задирів циліндра.
Встановлення зношених кілець з великим зазором призведе до зниження тиску стиснення та підвищеної витрати масла.

Перевірити щупом боковий зазор між кільцями та стінкою поршневої канавки (рис. 5). Перевірку провести по колу поршня в кількох точках.
Величина бокового зазору повинна бути для нових кілець та поршнів 0,045-0,090 мм. Для зношених кілець та поршнів допускається максимальний зазор не більше 0,15 мм.
Більший зазор призведе до збільшення витрати масла за рахунок «насосної» дії кілець.

За допомогою пристрою (рис. 6) надіти поршневі кільця на поршень.
Нижнє компресійне кільце встановлювати написом «TOP» (верх) на торці у бік днища поршня. Кільця в канавках повинні вільно переміщатися.
Вставити поршні в циліндри таким чином:
- зорієнтувати шатунно-поршневу групу таким чином, щоб напис «FRONT» (перед) на бобишці поршня був звернений у бік переду блоку циліндрів;
- протерти серветкою постелі шатунів та їх кришок, протерти та вставити в них вкладиші;
- повернути колінчастий вал так, щоб кривошипи першого і четвертого циліндрів зайняли положення, що відповідає НМТ;
- змастити вкладиші, поршень, шатунну шийку вала та перший циліндр чистою олією для двигуна;
- розвести замки кілець на кут приблизно 120° один відносно одного. При цьому стик пружинного розширювача повинен бути розміщений навпроти замка коробки маслознімного кільця до встановлення кільця на поршень.
Рекомендується не розташовувати замки кілець у площині, перпендикулярній осі пальця.

Надіти на болти шатунів запобіжні наконечники. За допомогою спеціальної оправки з внутрішньою конусною поверхнею стиснути кільця та вставити поршень у циліндр (рис. 7).
Перед встановленням поршня слід ще раз переконатися, що номери, вибиті на шатуні та його кришці, відповідають порядковому номеру циліндра, та перевірити правильність положення поршня і шатуна в циліндрі.
Підтягнути шатун за кривошипну головку до шатунної шийки, зняти з болтів латунні наконечники, надіти кришку шатуна.
Кришку шатуна слід ставити так, щоб номери, вибиті на кришці та шатуні, або пази під вкладиші знаходилися з одного боку.
Затягнути гайки динамометричним ключем моментом 68-75 Н⋅м (6,8-7,5 кгс⋅м).
У такому ж порядку вставити поршень четвертого циліндра.
Повернути колінчастий вал на 180° і вставити поршні другого та третього циліндрів.
Повернути колінчастий вал кілька разів. Він повинен легко обертатися від невеликого зусилля.