Reinigen Sie die Kolbenböden und die Ringnuten von Kolbenringen von Kohlenstoffablagerungen.
Kolben in den Zylindern des Blocks müssen gruppenweise gemäß der Tabelle eingebaut werden.
Kolben nach dem Außendurchmesser des Schafts und Zylinder nach dem Innendurchmesser werden in drei Größengruppen eingeteilt und mit den Buchstaben A, B, C gekennzeichnet.
Ein Buchstabe, der die Größengruppe des Zylinderdurchmessers angibt, ist auf der Außenfläche des Zylinderblocks rechts gegenüber jedem Zylinder aufgemalt.
Größengruppen von Zylinderdurchmessern werden bei der Herstellung des Zylinderblocks bestimmt.
Bei der Reparatur eines gebrauchten Motors mit verschlissenen Zylindern ist es notwendig, die Zylinderdurchmesser erneut zu messen und ihre Gruppe zu bestimmen.
Zylinderdurchmesser sollten bei einer Temperatur von plus 20 ± 3 °C gemessen werden.
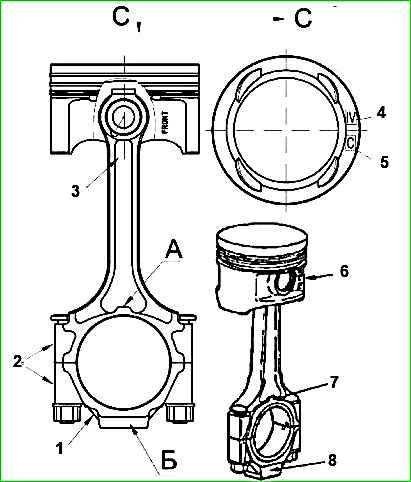
Kolben sind auf der Unterseite mit Buchstaben gekennzeichnet (Abb. 1).
Der größte Durchmesser des Kolbenschafts liegt in einer Ebene senkrecht zur Kolbenbolzenachse im Abstand von 47,5 mm vom Kolbenboden.
Messen Sie die Kolbenschaftdurchmesser bei einer Kolbentemperatur von plus 20 ± 3 °C.
Kolbenbolzen nach Außendurchmesser, Pleuel und Kolben nach Bolzenlochdurchmesser werden in vier Größengruppen sortiert, die mit Farbe oder römischen Ziffern gekennzeichnet sind (Tabelle 1).
Die Größengruppe der Pleuelbohrung für den Kolbenbolzen ist mit Farbe auf der Pleuelstange im Bereich des Kolbenbodens markiert.
Die Kolbenbohrungsgruppe ist durch auf der Unterseite eingestanzte römische Ziffern gekennzeichnet (Abb. 1) und der Kolbenbolzen durch am Ende eingestanzte römische Ziffern.
Die Pleuelstange muss mit einem Kolbenbolzen der gleichen Größengruppe zusammengebaut werden.
Wenn die Nichtparallelität der Achsen der Bohrungen von Kolben- und Kurbelkopf den maximal zulässigen Wert überschreitet, ist die Pleuelstange verformt und muss ersetzt werden.
Wenn die Bohrung in der Pleuelbuchse für den Kolbenbolzen über das zulässige Maß hinaus verschlissen ist, muss die Buchse ersetzt, eine Nut in der Buchse für den Ölkanal angebracht und die Bohrung in der Buchse für den Kolbenbolzen bearbeitet werden.
Messen Sie vor dem Einbau einer neuen Buchse den Durchmesser der Pleuelaufnahmebohrung. Bei übermäßigem Verschleiß der Bohrung ist die Pleuelstange auszusondern.
Messen Sie Kolben, Kolbenbolzen und Pleuel bei einer Temperatur von 20 ± 3 °C.
Pleuel werden nach Gewicht in drei Gruppen sortiert und mit Farbe auf der Pleuelabdeckung markiert (Abb. 1). Markierungsfarbe:
- weiß - entspricht der Masse der Pleuelstange von 900-905 g;
- grün - 895-900 g;
- gelb – 890-895 g.
Größengruppen von Kolben und Zylindern des Blocks
Gruppe A:
- Kolbendurchmesser (Schaft) – 95,488 – 95,500 mm;
- Zylinderdurchmesser - 95,536 - 95,548 mm.
Gruppe B:
- Kolbendurchmesser (Schaft) – 95,500 – 95,512 mm;
- Zylinderdurchmesser - 95,548 - 95,560 mm.
Gruppe C:
- Kolbendurchmesser (Schaft) – 95,512 – 95,524 mm;
- Zylinderdurchmesser - 95,560 - 95,572 mm.
Gruppe AI, Reparaturübermaß 0,25:
- Kolbendurchmesser (Schaft) – 95,738 – 95,750 mm;
- Zylinderdurchmesser - 95,786 - 95,798 mm.
Gruppe BI, Reparaturübermaß 0,25:
- Kolbendurchmesser (Schaft) – 95,750 – 95,762 mm;
- Zylinderdurchmesser - 95,798 - 95,810 mm.
Gruppe CI, Reparaturübermaß 0,25:
- Kolbendurchmesser (Schaft) – 95,762 – 95,774 mm;
- Zylinderdurchmesser - 95,810 - 95,822 mm.
Gruppe AII, Reparaturübermaß 0,5:
- Kolbendurchmesser (Schaft) – 95,988 – 96,000 mm;
- Zylinderdurchmesser - 96,036 - 96,048 mm.
Gruppe BII, Reparaturübermaß 0,5:
- Kolbendurchmesser (Schaft) – 96,000 – 96,012 mm;
- Zylinderdurchmesser - 96,048 - 96,060 mm.
Gruppe CII, Reparaturübermaß 0,5:
- Kolbendurchmesser (Schaft) – 96,012 – 96,024 mm;
- Zylinderdurchmesser - 96,060 - 96,072 mm.
Größengruppen von Kolbenbolzen, Kolben und Pleuel
Kolbenbolzendurchmesser – 21,9935 – 21,9960 mm:
- Bohrungen in der Kolbennabe – 21,9975 – 22,0000 mm;
- Bohrungen in der Pleuelbuchse – 22,0045 – 22,0070 mm;
- Pleuelmarkierung – weiß;
- Kolben- und Kolbenbolzenmarkierung – "I".
Kolbenbolzendurchmesser – 21,9910 – 21,9935 mm:
- Bohrungen in der Kolbennabe – 21,9950 – 21,9975 mm;
- Bohrungen in der Pleuelbuchse – 22,0020 – 22,0045 mm;
- Pleuelmarkierung – grün;
- Kolben- und Kolbenbolzenmarkierung – "II".
Kolbenbolzendurchmesser – 21,9885 – 21,9910 mm:
- Bohrungen in der Kolbennabe – 21,9925 – 21,9950 mm;
- Bohrungen in der Pleuelbuchse – 21,9995 – 22,0020 mm;
- Pleuelmarkierung – gelb;
- Kolben- und Kolbenbolzenmarkierung – "III".
Kolbenbolzendurchmesser – 21,9860 – 21,9885 mm:
- Bohrungen in der Kolbennabe – 21,9900 – 21,9925 mm;
- Bohrungen in der Pleuelbuchse – 21,9970 – 21,9995 mm;
- Pleuelmarkierung – rot;
- Kolben- und Kolbenbolzenmarkierung – "IV".
Für den Einbau am Motor sollten Pleuel der gleichen Gewichtsgruppe verwendet werden.
Kolben sind nicht nach Gewicht sortiert.
Überprüfen Sie den Massenunterschied der ausgewählten Sätze aus Kolben, Kolbenbolzen, Pleuel und Ringen, der 10 g nicht überschreiten sollte.
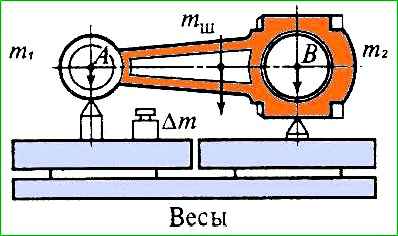
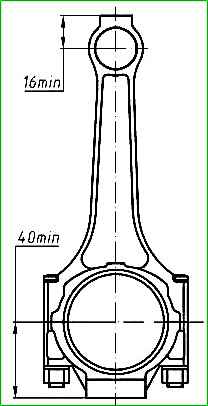
Bei einem größeren Unterschied in den Massen der Sätze sollte zur Vermeidung erhöhter Motorvibrationen die Masse der Sätze ausgeglichen werden. Dazu ist bei schwereren Sätzen Metall von den Pleueln an den Ausgleichsnasen des Kolben- oder Kurbelkopfes zu entfernen, je nach Masse der Köpfe, bis zu einem in Abb. 2 angegebenen Mindestmaß.
Beim Materialabtrag sollte die Masse der Pleuelköpfe folgende Grenzen nicht überschreiten: Kolbenkopf (m 1) - 211-217 g, Kurbelkopf (m 2) - 679-688 g.
Schmieren Sie den Kolbenbolzen mit Motoröl und setzen Sie ihn in die Bohrungen des Kolbens und der Pleuelstange ein.
Pleuel und Kolben müssen beim Zusammenbau mit einem Kolbenbolzen wie folgt ausgerichtet sein: Die Aufschrift "FRONT" an der Außenseite der Kolbenbolzennabe und der Vorsprung "A" am Kurbelkopf der Pleuelstange müssen in die gleiche Richtung zeigen.
Die Pleuelabdeckung muss so auf der Pleuelstange montiert werden, dass der Absatz "B" auf der Pleuelabdeckung und der Vorsprung "A" am Kurbelkopf bzw. die auf der Seitenfläche der Abdeckung und des Kurbelkopfes eingeprägten Zylindernummern oder die Nuten für die Lagerschalen auf einer Seite liegen (Abb. 1).
Ringe, die für den Einbau in Zylinder mit Nenndurchmesser vorgesehen sind, sind auf dem oberen Kompressionsring mit gelber Farbe gekennzeichnet.
Für den Einbau in Zylinder der ersten Reparaturstufe - blau, der zweiten Reparaturstufe - grün.

Das Stoßspiel, gemessen an den im Zylinder platzierten Ringen (Abb. 4), sollte für neue Ringe betragen:
- 0,25–0,45 mm am oberen Kompressionsring;
- 0,45–0,65 mm am unteren Kompressionsring;
- 0,30–0,55 mm am kastenförmigen Ölabstreifring.
Bei abgenutzten Ringen ist ein maximales Stoßspiel von nicht mehr als 1,5 mm zulässig.
Platzieren Sie Ringe zur Messung des Stoßspiels im oberen, unverschlissenen Teil des Zylinders (von der Oberkante des Zylinders bis zur Position des ersten Kompressionsrings bei Kolben-OT) oder in einer Dornbuchse gleichen Durchmessers.
Reinigen Sie die Zylinderoberfläche vorab von Kohlenstoffablagerungen.
Der Einbau von Kolbenringen mit einem zu geringen Stoßspiel führt zum Aneinanderstoßen der Ringenden im Motorbetrieb und zu Zylinderlaufspuren.
Der Einbau verschlissener Ringe mit zu großem Stoßspiel führt zu einem Abfall des Verdichtungsdrucks und erhöhtem Ölverbrauch.

Prüfen Sie das Seitenspiel zwischen den Ringen und der Ringnutwand mit einer Fühlerlehre (Abb. 5). Prüfen Sie den Umfang des Kolbens an mehreren Stellen.
Das Seitenspiel sollte bei neuen Ringen und Kolben 0,045–0,090 mm betragen. Bei verschlissenen Ringen und Kolben ist ein maximales Spiel von nicht mehr als 0,15 mm zulässig.
Ein größeres Spiel führt aufgrund der "Pumpwirkung" der Ringe zu einem erhöhten Ölverbrauch.

Setzen Sie die Kolbenringe mit einem geeigneten Werkzeug auf den Kolben (Abb. 6).
Montieren Sie den unteren Kompressionsring mit der Aufschrift "TOP" auf der Stirnseite zum Kolbenboden hin. Die Ringe in den Nuten müssen frei beweglich sein.
Setzen Sie die Kolben wie folgt in die Zylinder ein:
- Richten Sie die Pleuel-Kolben-Gruppe so aus, dass die Aufschrift "FRONT" auf der Kolbennabe zur Vorderseite des Zylinderblocks zeigt;
- Wischen Sie die Pleuellagerbohrungen und deren Deckel mit einem fusselfreien Tuch aus, wischen Sie die Lagerschalen ab und setzen Sie sie ein;
- Drehen Sie die Kurbelwelle so, dass die Kurbelzapfen des ersten und vierten Zylinders die UT-Stellung einnehmen;
- Schmieren Sie die Lagerschalen, den Kolben, den Pleuelzapfen und den ersten Zylinder mit sauberem Motoröl;
- Verteilen Sie die Ringstöße im Winkel von ca. 120° zueinander. Dabei sollte die Stoßstelle des Expanderrings vor der Montage des Rings auf dem Kolben gegenüber dem Stoß des Ölabstreifrings liegen.
Es wird empfohlen, die Ringstöße nicht in einer Ebene senkrecht zur Kolbenbolzenachse zu platzieren.

Bringen Sie Schutzhülsen auf die Pleuelschrauben auf. Drücken Sie die Ringe mit einem speziellen Dorn mit konischer Innenfläche zusammen und setzen Sie den Kolben in den Zylinder ein (Abb. 7).
Vor dem Einbau des Kolbens sollten Sie nochmals sicherstellen, dass die auf dem Pleuel und seinem Deckel eingestanzten Nummern mit der Zylindernummer übereinstimmen und die korrekte Ausrichtung von Kolben und Pleuel im Zylinder überprüfen.
Ziehen Sie die Pleuelstange am Kurbelkopf zum Pleuelzapfen, entfernen Sie die Schutzhülsen von den Schrauben und setzen Sie die Pleuelabdeckung auf.
Die Pleuelabdeckung sollte so montiert werden, dass die auf der Abdeckung und der Pleuelstange eingestanzten Nummern oder die Nuten für die Lagerschalen auf einer Seite liegen.
Ziehen Sie die Muttern mit einem Drehmomentschlüssel auf 68–75 N⋅m (6,8–7,5 kgf⋅m) an.
Setzen Sie den Kolben des vierten Zylinders in gleicher Weise ein.
Drehen Sie die Kurbelwelle um 180° und setzen Sie die Kolben des zweiten und dritten Zylinders ein.
Drehen Sie die Kurbelwelle mehrmals durch. Sie sollte sich leicht und mit geringem Kraftaufwand drehen lassen.
")

")
")
")
")
")
")
")