Поршень басы мен поршень сақиналарының ойықтарын күйеден тазалаңыз.
Блоктың цилиндрлеріндегі поршеньдерді кестеге сәйкес топ-топпен орнату қажет.
Поршеньдер юбканың сыртқы диаметрі бойынша және цилиндрлер ішкі диаметрі бойынша үш өлшемдік топқа сұрыпталады және әріптермен белгіленеді - A, B, C.
Цилиндр диаметрінің өлшемдік тобын көрсететін әріп цилиндрлер блогының сыртқы бетінде, оң жағында, әр цилиндрдің қарсысында бояумен жазылады.
Цилиндр диаметрлерінің өлшемдік топтары цилиндрлер блогын дайындау кезінде анықталады.
Пайдаланылған және цилиндрлері тозған қозғалтқышты жөндеу кезінде цилиндрлердің диаметрлерін қайта өлшеп, олардың тобын анықтау қажет.
Цилиндр диаметрлерін плюс 20±3°C температурада өлшеу керек.
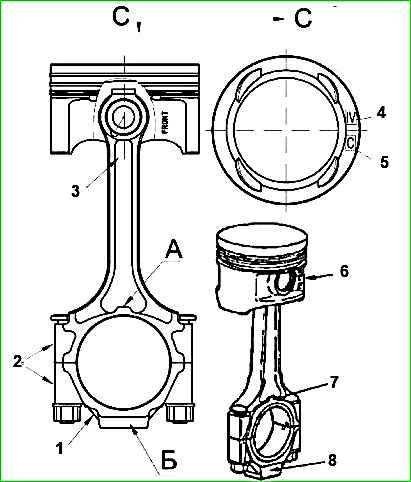
Поршеньдер түбінде әріптермен белгіленеді (1-сурет).
Поршень юбкасының ең үлкен диаметрі поршень түбінен 47,5 мм қашықтықта поршень саусағының осіне перпендикуляр жазықтықта орналасқан.
Поршеньдер юбкасының диаметрін поршеньдер температурасы плюс 20 ± 3 °C болғанда өлшеу керек.
Саусақтар сыртқы диаметрі бойынша, шатундар мен поршеньдер саусаққа арналған тесік диаметрі бойынша төрт өлшемдік топқа сұрыпталады, олар бояумен немесе рим цифрларымен белгіленеді (1-кесте).
Саусаққа арналған шатун тесігінің өлшемдік тобы шатунның поршеньдік басы аймағындағы өзекшеде бояумен белгіленеді.
Поршень тесігінің тобы оның түбінде (1-сурет) басылған рим цифрларымен, ал саусақ ұшында басылған рим цифрларымен белгіленеді.
Шатун бір өлшемдік топтағы саусақпен жиналуы керек.
Поршеньдік және иінді бастар тесіктері осьтерінің параллель еместігі рұқсат етілген ең жоғары мәннен асып кетсе, шатун деформацияланған және ауыстырылуы тиіс.
Шатун втулкасындағы саусаққа арналған тесік рұқсат етілгеннен артық тозған жағдайда, втулканы ауыстырып, втулкада май каналы үшін ойық жасап, саусаққа арналған втулка тесігін өңдеу қажет.
Жаңа втулканы орнатпас бұрын, шатунның орнату тесігінің диаметрін өлшеу керек — тесік рұқсат етілгеннен артық тозса, шатунды жарамсыз деп табу керек.
Поршеньдерді, саусақтарды және шатундарды 20±3 °C температурада өлшеу керек.
Шатундар салмағы бойынша үш топқа сұрыпталады және шатун қақпағында бояумен белгіленеді (1-сурет). Таңбалау түсі:
- ақ - шатун массасы 900-905 г сәйкес келеді;
- жасыл - 895-900 г;
- сары - 890-895 г.
Блок поршеньдері мен цилиндрлерінің өлшемдік топтары
А тобы:
- поршень диаметрі (юбка) - 95,488 - 95,500 мм;
- цилиндр диаметрі - 95,536 - 95,548 мм.
В тобы:
- поршень диаметрі (юбка) - 95,500 - 95,512 мм;
- цилиндр диаметрі - 95,548 - 95,560 мм.
С тобы:
- поршень диаметрі (юбка) - 95,512 - 95,524 мм;
- цилиндр диаметрі - 95,560 - 95,572 мм.
АI тобы, жөндеу ұлғаюы 0,25:
- поршень диаметрі (юбка) - 95,738 - 95,750 мм;
- цилиндр диаметрі - 95,786 - 95,798 мм.
ВI тобы, жөндеу ұлғаюы 0,25:
- поршень диаметрі (юбка) - 95,750 - 95,762 мм;
- цилиндр диаметрі - 95,798 - 95,810 мм.
СI тобы, жөндеу ұлғаюы 0,25:
- поршень диаметрі (юбка) - 95,762 - 95,774 мм;
- цилиндр диаметрі - 95,810 - 95,822 мм.
АII тобы, жөндеу ұлғаюы 0,5:
- поршень диаметрі (юбка) - 95,988 - 96,000 мм;
- цилиндр диаметрі - 96,036 - 96,048 мм.
ВII тобы, жөндеу ұлғаюы 0,5:
- поршень диаметрі (юбка) - 96,000 - 96,012 мм;
- цилиндр диаметрі - 96,048 - 96,060 мм.
СII тобы, жөндеу ұлғаюы 0,5:
- поршень диаметрі (юбка) - 96,012 - 96,024 мм;
- цилиндр диаметрі - 96,060 - 96,072 мм.
Саусақтардың, поршеньдердің және шатундардың өлшемдік топтары
Саусақ диаметрі - 21,9935 - 21,9960 мм:
- поршень бобышкасындағы тесіктер - 21,9975 - 22,0000 мм;
- шатун втулкасындағы тесіктер - 22,0045 - 22,0070 мм;
- шатун таңбасы - ақ;
- поршень мен саусақ таңбасы - "I".
Саусақ диаметрі - 21,9910 - 21,9935 мм:
- поршень бобышкасындағы тесіктер - 21,9950 - 21,9975 мм;
- шатун втулкасындағы тесіктер - 22,0020 - 22,0045 мм;
- шатун таңбасы - жасыл;
- поршень мен саусақ таңбасы - "II".
Саусақ диаметрі - 21,9885 - 21,9910 мм:
- поршень бобышкасындағы тесіктер - 21,9925 - 21,9950 мм;
- шатун втулкасындағы тесіктер - 21,9995 - 22,0020 мм;
- шатун таңбасы - сары;
- поршень мен саусақ таңбасы - "III".
Саусақ диаметрі - 21,9860 - 21,9885 мм:
- поршень бобышкасындағы тесіктер - 21,9900 - 21,9925 мм;
- шатун втулкасындағы тесіктер - 21,9970 - 21,9995 мм;
- шатун таңбасы - қызыл;
- поршень мен саусақ таңбасы - "IV".
Қозғалтқышқа орнату үшін салмағы бойынша бір топтағы шатундарды алу керек.
Поршеньдер салмағы бойынша сұрыпталмайды.
Поршень, саусақ, шатун және сақиналардан тұратын таңдалған жиынтықтар массасының айырмашылығын тексеріңіз, ол 10 г аспауы керек.
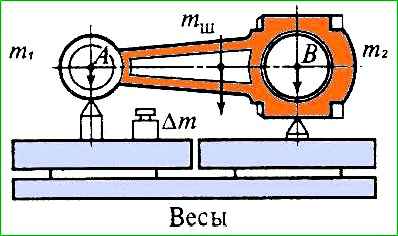
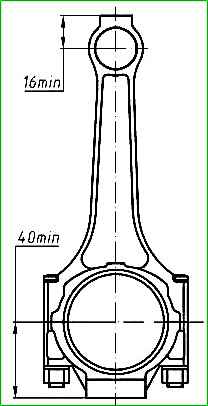
Жиынтықтар массасының айырмашылығы үлкен болған жағдайда, қозғалтқыштың жоғары дірілін болдырмау үшін жиынтықтардың массасын теңестіру қажет. Ол үшін ауыр жиынтықтардың шатундарынан поршеньдік немесе иінді бастардың салмақ түсіретін бобышкаларынан, бастардың массасына байланысты, 2-суретте көрсетілгеннен кем емес мөлшерге дейін металды алып тастау керек.
Металды алып тастаған кезде шатун бастарының массасы келесі шектерден аспауы керек: поршеньдік бас (m 1) - 211-217 г, иінді бас (m 2) - 679-688 г.
Поршень саусағын қозғалтқышта қолданылатын маймен майлап, поршень мен шатунның тесіктеріне салыңыз.
Шатундар мен поршеньдерді поршень саусағымен жинағанда келесідей бағыттау керек: саусақ бобышкасының сыртқы жағында орналасқан "FRONT" (алдыңғы) жазуы және шатунның иінді басындағы "А" шығыңқы бір бағытқа қарауы тиіс.
Шатун қақпағын орнатқанда, қақпақтағы "Б" қыры мен иінді бастағы "А" шығыңқы немесе қақпақ пен иінді бастың бүйір бетінде басылған цилиндр нөмірлері немесе астарларға арналған ойықтар бір жағында орналасуы керек (1-сурет).
Номиналды диаметрлі цилиндрлерге орнатуға арналған сақиналар жоғарғы қысу сақинасында сары бояумен белгіленеді.
Бірінші жөндеу өлшеміндегі цилиндрлерге орнату үшін - көк, екінші жөндеу өлшеміндегілер үшін - жасыл бояумен белгіленеді.

Цилиндрге салынған сақиналардың қосылысында өлшенетін жылулық саңылау (4-сурет) жаңа сақиналар үшін келесідей болуы керек:
- жоғарғы қысу сақинасында - 0,25-0,45 мм;
- төменгі қысу сақинасында - 0,45-0,65 мм;
- қорап тәрізді май қырғыш сақинада - 0,30-0,55 мм.
Тозған сақиналар үшін саңылаудағы ең үлкен рұқсат етілген өлшем 1,5 мм-ден аспауы керек.
Саңылаудағы жылулық саңылауды өлшеу үшін сақиналарды цилиндрдің жоғарғы тозбаған бөлігіне (цилиндрдің жоғарғы жиегінен поршень ЖОБ кезінде бірінші қысу сақинасы орналасқан жерге дейін) немесе диаметрі бірдей дорнға салу керек.
Цилиндр бетін алдын ала күйеден тазалау керек.
Поршень сақиналарын қосылыстағы жылулық саңылауы тым аз болып орнату, қозғалтқыш жұмыс істегенде сақина қосылысының түйісуіне және цилиндрдің зақымдануына әкеледі.
Тозған сақиналарды саңылауы үлкен болып орнату, қысым соққысы кезіндегі қысымның төмендеуіне және май шығынының артуына әкеледі.

Сақиналар мен поршень ойығының қабырғасы арасындағы бүйірлік саңылауды щуппен тексеріңіз (5-сурет). Поршень шеңбері бойынша бірнеше нүктеде тексеру жүргізіңіз.
Жаңа сақиналар мен поршеньдер үшін бүйірлік саңылаудың мәні 0,045-0,090 мм болуы керек. Тозған сақиналар мен поршеньдер үшін ең үлкен рұқсат етілген саңылау 0,15 мм-ден аспауы керек.
Үлкенірек саңылау сақиналардың «сорғылық» әрекеті салдарынан май шығынының артуына әкеледі.

Құрылғының көмегімен поршень сақиналарын поршеньге кигізіңіз (6-сурет).
Төменгі қысу сақинасын ұшындағы "TOP" (жоғары) жазуы поршень түбіне қаратып орнатыңыз. Ойықтардағы сақиналар еркін қозғалуы керек.
Поршеньдерді цилиндрлерге келесі ретпен салыңыз:
- шатун-поршень тобын поршень бобышкасындағы "FRONT" (алдыңғы) жазуы цилиндрлер блогының алдыңғы жағына қаратылатындай етіп бағыттаңыз;
- шатундардың және олардың қақпақтарының астарын майлықпен сүртіңіз, астарларды сүртіп, оларды орнына салыңыз;
- иінді білікті бірінші және төртінші цилиндрлердің иінділері ТӨМ (төменгі өлі нүкте) орнын алатындай етіп бұраңыз;
- астарларды, поршеньді, шатунның иінді мойнын және бірінші цилиндрді таза қозғалтқыш майымен майлаңыз;
- сақиналардың құлыптарын бір-біріне шамамен 120° бұрышпен орналастырыңыз. Бұл ретте серіппелі кеңейткіштің түйісуі май қырғыш сақинаның құлпына қарама-қарсы орналасуы керек (сақинаны поршеньге орнатпас бұрын).
Сақина құлыптарын саусақ осіне перпендикуляр жазықтықта орналастыру ұсынылмайды.

Шатун болттарына қорғаныс ұштарын кигізіңіз. Ішкі конустық беті бар арнайы дорнды пайдаланып, сақиналарды қысып, поршеньді цилиндрге салыңыз (7-сурет).
Поршеньді орнатпас бұрын, шатун мен оның қақпағында басылған нөмірлердің цилиндрдің реттік нөміріне сәйкес келетініне тағы бір рет көз жеткізіп, поршень мен шатунның цилиндрдегі дұрыс орналасуын тексеру керек.
Шатунды иінді басынан тартып, шатунның иінді мойнына отырғызыңыз, болттардан жез ұштарын алыңыз да, шатун қақпағын кигізіңіз.
Шатун қақпағын, қақпақ пен шатунда басылған нөмірлер немесе астарларға арналған ойықтар бір жағында болатындай етіп орнату керек.
Гайкаларды динамометрлік кілтпен 68-75 Н⋅м (6,8-7,5 кгс⋅м) моментке дейін тартыңыз.
Дәл осылай төртінші цилиндрдің поршенін салыңыз.
Иінді білікті 180°-қа бұрап, екінші және үшінші цилиндрлердің поршеньдерін салыңыз.
Иінді білікті бірнеше рет айналдырыңыз. Ол аз күш жұмсағанда оңай айналуы керек.
")

")
")
")
")
")
")
")