Nettoyez les têtes de piston et les gorges des segments de piston des dépôts de carbone.
Les pistons doivent être installés dans le bloc-cylindres par groupes, conformément au tableau.
Les pistons, classés par diamètre extérieur de jupe, et les cylindres, classés par diamètre intérieur, sont triés en trois groupes de taille et marqués par les lettres A, B et C.
La lettre désignant le groupe de taille du diamètre du cylindre est peinte sur la face extérieure du bloc-cylindres, à droite, en face de chaque cylindre.
Les groupes de taille des diamètres de cylindre sont déterminés lors de la fabrication du bloc-cylindres.
Lors de la réparation d'un moteur ayant déjà servi et dont les cylindres sont usés, il est nécessaire de mesurer à nouveau les diamètres des cylindres et de déterminer leur groupe.
Les mesures des diamètres de cylindre doivent être effectuées à une température de 20 ± 3 °C.
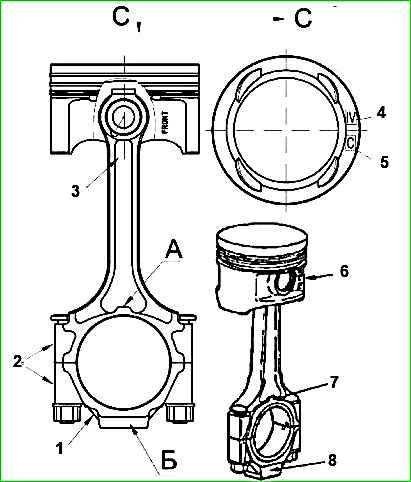
Les pistons sont marqués de lettres sur la tête (Fig. 1).
Le plus grand diamètre de la jupe du piston se situe dans un plan perpendiculaire à l'axe de l'axe de piston, à 47,5 mm de la tête du piston.
Les mesures du diamètre de la jupe doivent être effectuées à une température de piston de 20 ± 3 °C.
Les axes, les bielles et les pistons sont classés en quatre groupes de taille selon leur diamètre extérieur et leur diamètre d'alésage d'axe. Ces groupes sont marqués à la peinture ou en chiffres romains (Tableau 1).
Le groupe de taille de l'alésage d'axe de bielle est marqué à la peinture sur la bielle, au niveau de la tête de piston.
Le groupe d'alésage du piston est désigné par des chiffres romains gravés sur sa tête (Fig. 1), et celui de l'axe par des chiffres romains gravés sur son extrémité.
La bielle doit être assemblée avec un axe du même groupe de taille.
Si le défaut de parallélisme entre les axes du piston et de l'alésage côté vilebrequin dépasse la valeur maximale admissible, la bielle est déformée et doit être remplacée.
Si l'alésage de la bague de bielle pour l'axe de piston est usé au-delà de la limite admissible, remplacer la bague, y réaliser une rainure pour le canal d'huile et rectifier l'alésage pour l'axe de piston.
Avant d'installer une nouvelle bague, mesurer le diamètre de l'alésage de la bielle. Si l'alésage est usé au-delà de la limite admissible, rejeter la bielle.
Les pistons, axes de piston et bielles doivent être mesurés à une température de 20 ± 3 °C.
Les bielles sont triées par poids en trois groupes et marquées à la peinture sur le chapeau de bielle (Fig. 1). Couleur du marquage :
- Blanc — correspond à un poids de bielle de 900 à 905 g ;
- Vert — 895 à 900 g ;
- Jaune — 890 à 895 g.
Groupes de tailles de pistons et de cylindres du bloc-moteur
Groupe A :
- Diamètre du piston (jupe) : 95,488 à 95,500 mm ;
- Diamètre du cylindre : 95,536 à 95,548 mm.
Groupe B :
- Diamètre du piston (jupe) : 95,500 à 95,512 mm ;
- Diamètre du cylindre : 95,548 à 95,560 mm.
Groupe C :
- Diamètre du piston (jupe) : 95,512 - 95,524 mm ;
- Diamètre du cylindre : 95,560 - 95,572 mm.
Groupe AI, surdimensionnement réparation 0,25 :
- Diamètre du piston (jupe) : 95,738 - 95,750 mm ;
- Diamètre du cylindre : 95,786 - 95,798 mm.
Groupe BI, surdimensionnement réparation 0,25 :
- Diamètre du piston (jupe) : 95,750 - 95,762 mm ;
- Diamètre du cylindre : 95,798 - 95,810 mm.
Groupe CI, surdimensionnement réparation 0,25 :
- Diamètre du piston (jupe) : 95,762 - 95,774 mm ;
- Diamètre du cylindre : 95,810 - 95,822 mm.
Groupe AII, surdimensionnement réparation 0,5 :
- Diamètre du piston (jupe) : 95,988 - 96,000 mm ;
- Diamètre du cylindre : 96,036 - 96,048 mm.
Groupe BII, surdimensionnement réparation 0,5 :
- Diamètre du piston (jupe) : 96,000 - 96,012 mm;
- Diamètre du cylindre : 96,048 - 96,060 mm.
Groupe CII, surdimensionnement réparation 0,5 :
- Diamètre du piston (jupe) : 96,012 - 96,024 mm;
- Diamètre du cylindre : 96,060 - 96,072 mm.
Groupes dimensionnels des axes, pistons et bielles
Diamètre de l'axe : 21,9935 - 21,9960 mm :
- Alésages du bossage du piston : 21,9975 - 22,0000 mm ;
- Alésages des coussinets de bielle : 22,0045 - 22,0070 mm ;
- Marquage de la bielle - blanc ;
- Marquage du piston et de l'axe - "I".
Diamètre de l'axe - 21,9910 - 21,9935 mm :
- Alésages du bossage du piston - 21,9950 - 21,9975 mm ;
- Alésages des coussinets de bielle - 22,0020 - 22,0045 mm ;
- Marquage de la bielle - vert ;
- Marquage du piston et de l'axe - "II".
Diamètre de l'axe - 21,9885 - 21,9910 mm :
- Alésage du bossage du piston - 21,9925 - 21,9950 mm ;
- Alésages de coussinets de bielle : 21,9995 - 22,0020 mm ;
- Marquage de la bielle : jaune ;
- Marquage du piston et de l’axe : « III ».
Diamètre de l’axe : 21,9860 - 21,9885 mm :
- Alésages du bossage du piston : 21,9900 - 21,9925 mm ;
- Alésages de coussinets de bielle : 21,9970 - 21,9995 mm ;
- Marquage de la bielle : rouge ;
- Marquage du piston et de l’axe : « IV ».
Pour le montage sur le moteur, utiliser des bielles du même groupe de poids.
Les pistons ne sont pas triés par poids.
Vérifiez la différence de poids des ensembles piston, axe, bielle et segments sélectionnés ; elle ne doit pas dépasser 10 g.
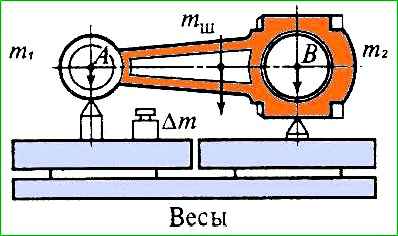
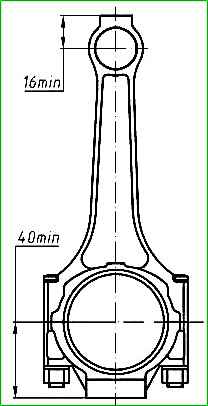
Si la différence de poids entre les ensembles est importante, afin d'éviter une augmentation des vibrations du moteur, il convient d'égaliser le poids des ensembles. Pour cela, enlever du métal sur les bielles des ensembles les plus lourds, au niveau des bossages d'équilibrage des têtes de piston ou de bielle, selon la masse des têtes, jusqu'à une dimension au moins égale à celle indiquée sur la Fig. 2.
Lors de l'enlèvement de matière, la masse des têtes de bielle ne doit pas dépasser les limites suivantes : tête de piston (m 1) — 211-217 g, tête de bielle (m 2) — 679-688 g.
Lubrifiez l'axe de piston avec l'huile moteur et insérez-le dans les alésages du piston et de la bielle.
Lors de l'assemblage des bielles et des pistons avec l'axe de piston, l'orientation doit être la suivante : l'inscription « FRONT » située sur la face extérieure du bossage de l'axe et la saillie « A » sur la tête de bielle côté vilebrequin doivent être orientées dans la même direction.
Le chapeau de bielle doit être installé sur la bielle de manière à ce que l'épaulement « B » du chapeau et la saillie « A » sur la tête de bielle, ou les numéros de cylindre gravés sur la face latérale du chapeau et de la tête de bielle, ou les rainures pour les coussinets, soient du même côté (Fig. 1).
Les segments destinés à être installés dans des cylindres de diamètre nominal sont marqués d'une peinture jaune sur le segment de compression supérieur.
Pour le montage sur les cylindres de première taille de réparation - bleu, deuxième taille de réparation - vert.

Le jeu à coupe, mesuré au niveau des joints placés dans le cylindre (Fig. 4), pour des segments neufs doit être de :
- 0,25-0,45 mm pour le segment de compression supérieur ;
- 0,45-0,65 mm pour le segment de compression inférieur ;
- 0,30-0,55 mm pour le segment racleur d'huile de type boîte.
Pour les segments usés, le jeu à coupe maximal ne doit pas dépasser 1,5 mm.
Pour mesurer le jeu à coupe, placer les segments dans la partie supérieure non usée du cylindre (du bord supérieur du cylindre à l'emplacement du premier segment de compression lorsque le piston est au point mort haut) ou dans un mandrin de même diamètre.
Nettoyer préalablement la surface du cylindre des dépôts de carbone.
Monter des segments avec un jeu à coupe trop faible entraînera un rapprochement des joints de segments pendant le fonctionnement du moteur et des rayures sur le cylindre.
Monter des segments usés avec un jeu à coupe trop important entraînera une réduction de la pression de compression et une augmentation de la consommation d'huile.

Contrôler le jeu latéral entre les segments et la paroi de la gorge du piston à l'aide d'une jauge d'épaisseur (Fig. 5). Effectuer le contrôle en plusieurs points sur la circonférence du piston.
La valeur du jeu latéral pour des segments et des pistons neufs doit être comprise entre 0,045 et 0,090 mm. Pour les segments et pistons usés, un jeu maximal de 0,15 mm est admissible.
Un jeu plus important entraînera une consommation d'huile accrue en raison de l'effet de pompage des segments.

À l'aide de l'outil (Fig. 6), installer les segments de piston sur le piston.
Installer le segment de compression inférieur avec le repère « TOP » sur sa face orientée vers le haut du piston. Les segments doivent coulisser librement dans leurs gorges.
Insérer les pistons dans les cylindres comme suit :
- Orienter l'ensemble bielle-piston de sorte que l'inscription « FRONT » sur le bossage du piston soit orientée vers l'avant du bloc-cylindres ;
- Essuyer les portées de bielle et leurs chapeaux avec un chiffon, puis installer les coussinets ;
- Tourner le vilebrequin de sorte que les manetons des premier et quatrième cylindres soient au point mort bas (PMB) ;
- Lubrifier les coussinets, le piston, le maneton et le premier cylindre avec de l'huile moteur propre ;
- Répartir les coupes des segments à un angle d'environ 120° les uns par rapport aux autres. Le joint du ressort d'expansion doit être placé en opposition à la coupe du segment racleur d'huile avant l'installation du segment sur le piston.
Il est recommandé de ne pas positionner les coupes des segments dans un plan perpendiculaire à l'axe de l'axe de piston.

Placer des embouts de protection sur les boulons de bielle. À l'aide d'un mandrin spécial à surface conique intérieure, comprimer les segments et insérer le piston dans le cylindre (Fig. 7).
Avant d'installer le piston, s'assurer une nouvelle fois que les numéros gravés sur la bielle et son chapeau correspondent au numéro du cylindre, et vérifier la position correcte du piston et de la bielle dans le cylindre.
Tirer la bielle par la tête de bielle pour l'amener sur le maneton, retirer les embouts de protection des boulons et mettre en place le chapeau de bielle.
Le chapeau de bielle doit être installé de manière à ce que les numéros gravés sur le chapeau et la bielle, ou les rainures pour les coussinets, soient du même côté.
Serer les écrous à l'aide d'une clé dynamométrique à un couple de 68 à 75 N⋅m (6,8 à 7,5 kgf⋅m).
Insérer le piston du quatrième cylindre dans le même ordre.
Tourner le vilebrequin de 180° et insérer les pistons des deuxième et troisième cylindres.
Tourner le vilebrequin plusieurs fois. Il doit tourner facilement avec un léger effort.
")

")
")
")
")
")
")
")