Ачысціць днішчы поршняў і канаўкі для поршневых кольцаў ад нагару.
Поршні ў цыліндры блока павінны ўсталёўвацца група ў групу, у адпаведнасці з табліцай.
Поршні па вонкавым дыяметры спадніцы і цыліндры па ўнутраным дыяметры сартуюцца на тры памерныя групы і маркіруюцца літарамі - A, B, C.
Літара, якая пазначае памерную групу дыяметра цыліндру, наносіцца фарбай на вонкавай паверхні блока цыліндраў справа, супраць кожнага цыліндру.
Памерныя групы дыяметраў цыліндраў вызначаюцца пры вырабе блока цыліндраў.
Пры рамонце рухавіка, які быў у эксплуатацыі і мае знос цыліндраў, неабходна правесці паўторныя замеры дыяметраў цыліндраў і вызначыць іх групу.
Замеры дыяметраў цыліндраў вырабляць пры тэмпературы плюс 20±3°C.
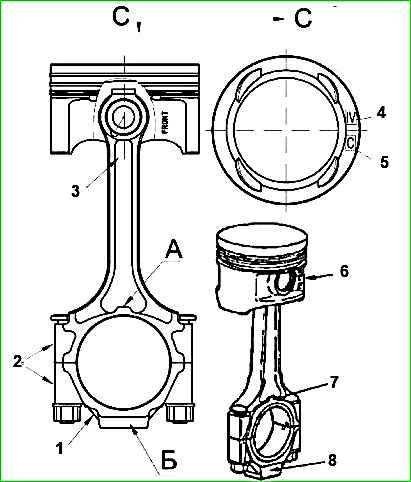
Поршні маркіруюцца літарамі на днішчы (мал. 1).
Найбольшы дыяметр спадніцы поршня размешчаны ў плоскасці, перпендыкулярнай восі поршневага пальца, на адлегласці 47,5 мм ад днішча поршня.
Замеры дыяметраў спадніцы поршняў вырабляць пры тэмпературы поршняў плюс 20 ± 3 °С.
Пальцы па вонкавым дыяметры, шатуны і поршні па дыяметры адтуліны пад палец сартуюцца на чатыры памерныя групы, якія маркіруюцца фарбай або рымскімі лічбамі (табл. 1).
Памерная група адтуліны шатуна пад палец маркіруецца фарбай на стрыжні ў зоне поршневай галоўкі.
Група адтуліны поршня абазначаецца рымскімі лічбамі, выбітымі на яго днішчы (мал. 1), а пальца - рымскімі лічбамі, выбітымі на тарцы.
Шатун павінен быць сабраны з пальцам адной памернай групы.
Пры перавышэнні непаралельнасці восяў адтулін поршневай і крывашыпнай галовак максімальна дапушчальнай велічыні шатун дэфармаваны і падлягае замене.
У выпадку зносу адтуліны ўтулкі шатуна пад палец больш дапушчальнага неабходна замяніць утулку, выканаць праточку ва ўтулцы пад алейны канал і апрацаваць адтуліну ўтулкі пад палец.
Перад усталёўкай новай утулкі замерыць дыяметр пасадачнай адтуліны шатуна — пры зносе адтуліны больш дапушчальнага шатун бракаваць.
Замеры поршняў, пальцаў і шатуноў рабіць пры тэмпературы 20±3 °С.
Шатуны па масе сартуюцца на тры групы і маркіруюцца фарбай на вечку шатуна (мал. 1). Колер маркіроўкі:
- белы - адпавядае масе шатуна 900-905 г;
- зялёны - 895-900 г;
- жоўты - 890-895 г.
Памерныя групы поршняў і цыліндраў блока
Група А:
- дыяметр поршня (спадніца) - 95,488 - 95,500 мм;
- дыяметр цыліндру - 95,536 - 95,548 мм.
Група B:
- дыяметр поршня (спадніца) - 95,500 - 95,512 мм;
- дыяметр цыліндру - 95,548 - 95,560 мм.
Група C:
- дыяметр поршня (спадніца) - 95,512 - 95,524 мм;
- дыяметр цыліндру - 95,560 - 95,572 мм.
Група АI рамонтнае павелічэнне 0,25:
- дыяметр поршня (спадніца) - 95,738 - 95,750 мм;
- дыяметр цыліндру - 95,786 - 95,798 мм.
Група BI рамонтнае павелічэнне 0,25:
- дыяметр поршня (спадніца) - 95,750 - 95,762 мм;
- дыяметр цыліндру - 95,798 - 95,810 мм.
Група CI рамонтнае павелічэнне 0,25:
- дыяметр поршня (спадніца) - 95,762 - 95,774 мм;
- дыяметр цыліндру - 95,810 - 95,822 мм.
Група АII рамонтнае павелічэнне 0,5:
- дыяметр поршня (спадніца) - 95,988 - 96,000 мм;
- дыяметр цыліндру - 96,036 - 96,048 мм.
Група BII рамонтнае павелічэнне 0,5:
- дыяметр поршня (спадніца) - 96,000 - 96,012 мм;
- дыяметр цыліндру - 96,048 - 96,060 мм.
Група CII рамонтнае павелічэнне 0,5:
- дыяметр поршня (спадніца) - 96,012 - 96,024 мм;
- дыяметр цыліндру - 96,060 - 96,072 мм.
Памерныя групы пальцаў, поршняў і шатуноў
Дыяметр пальца - 21,9935-21,9960 мм:
- адтуліны ў бобышцы поршня - 21,9975-22,0000 мм;
- адтуліны ва ўтулцы шатуна - 22,0045-22,0070 мм;
- маркіроўка шатуна - белы;
- маркіроўка поршня і пальца - "I".
Дыяметр пальца - 21,9910—21,9935 мм:
- адтуліны ў бобышцы поршня - 21,9950-21,9975 мм;
- адтуліны ва ўтулцы шатуна - 22,0020-22,0045 мм;
- маркіроўка шатуна - зялёны;
- маркіроўка поршня і пальца - "II".
Дыяметр пальца - 21,9885-21,9910 мм:
- адтуліны ў бобышцы поршня - 21,9925-21,9950 мм;
- адтуліны ва ўтулцы шатуна - 21,9995-22,0020 мм;
- маркіроўка шатуна - жоўты;
- маркіроўка поршня і пальца - "III".
Дыяметр пальца - 21,9860—21,9885 мм:
- адтуліны ў бобышцы поршня - 21,9900-21,9925 мм;
- адтуліны ва ўтулцы шатуна - 21,9970-21,9995 мм;
- маркіроўка шатуна - чырвоны;
- маркіроўка поршня і пальца - "IV".
Для ўсталёўкі на рухавік варта браць шатуны адной групы па масе.
Поршні па масе не сартуюцца.
Праверыць рознасць мас падабраных камплектаў: поршань, палец, шатун і кольцы. Яна не павінна перавышаць 10 г.
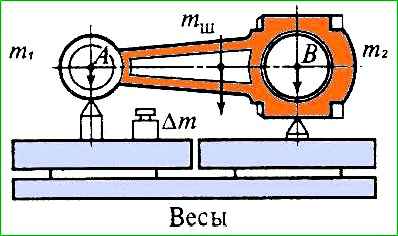
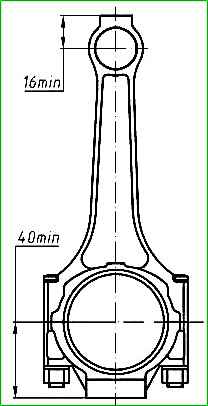
Пры большай рознасці мас камплектаў з мэтай выключэння падвышаных вібрацый рухавіка варта выраўнаваць масу камплектаў. Для гэтага зняць метал з шатуноў цяжэйшых камплектаў з вагавых бобышак поршневай або крывашыпнай галовак, у залежнасці ад масы галовак, да памеру, не меншага за паказаны на мал. 2.
Пры выдаленні матэрыялу маса галовак шатуна не павінна выходзіць з наступных межаў: поршневай (m 1) - 211-217 г, крывашыпнай (m 2) - 679-688 г.
Змазаць поршневы палец алеем, які ўжываецца на рухавіку, і ўставіць у адтуліны поршня і шатуна.
Шатуны і поршні пры зборцы з поршневым пальцам павінны быць арыентаваны наступным чынам: надпіс «FRONT» (перад), размешчаны на вонкавым баку бобышкі пад палец, і выступ «А» на крывашыпнай галоўцы шатуна павінны быць накіраваны ў адзін бок.
Вечка шатуна павінна быць устаноўлена так, каб уступ "Б" на вечку шатуна і выступ "А" на крывашыпнай галоўцы, або выбітыя на бакавой паверхні вечка і крывашыпнай галоўкі нумары цыліндраў, або пазы пад укладышы, размяшчаліся з аднаго боку (мал. 1).
Кольцы, прызначаныя для ўсталёўкі ў цыліндры намінальнага дыяметра, маркіруюцца жоўтай фарбай на верхнім кампрэсійным кольцы.
Для ўсталёўкі ў цыліндры першага рамонтнага памеру - блакітнай, другога рамонтнага памеру - зялёнай.

Цеплавы зазор, замераны ў замках кольцаў, змешчаных у цыліндр (мал. 4), для новых кольцаў павінен быць:
- 0,25-0,45 мм у верхняга кампрэсійнага кольца;
- 0,45-0,65 мм у ніжняга кампрэсійнага кольца;
- 0,30-0,55 мм у каробчатага маслаздымнага кольца.
Для зношаных кольцаў дапушчаецца максімальны зазор у замку не больш за 1,5 мм.
Кольцы для замеру цеплавога зазору ў замку змяшчаць у верхнюю нязношаную частку цыліндру (ад верхняй абзы цыліндру да месца размяшчэння першага кампрэсійнага кольца пры знаходжанні поршня ў ВМТ) або ў апраўку аналагічнага дыяметра.
Паверхню цыліндру папярэдне ачысціць ад нагару.
Усталяванне поршневых кольцаў з меншым цеплавым зазорам у замку прывядзе да змыкання стыку кольца пры працы рухавіка і задзіраў цыліндру.
Усталяванне зношаных кольцаў з вялікім зазорам прывядзе да зніжэння ціску такту сціску і павышанага расходу алею.

Праверыць шупам бакавы зазор паміж кольцамі і сценкай поршневай канаўкі (мал. 5). Праверку зрабіць па акружнасці поршня ў некалькіх кропках.
Велічыня бакавога зазору павінна быць для новых кольцаў і поршняў 0,045-0,090 мм. Для зношаных кольцаў і поршняў дапушчаецца максімальны зазор не больш за 0,15 мм.
Большы зазор прывядзе да павелічэння расходу алею за кошт «помпавага» дзеяння кольцаў.

З дапамогай прыстасавання (мал. 6) надзець поршневыя кольцы на поршань.
Ніжняе кампрэсійнае кольца ўсталёўваць надпісам «TOP» (верх) на тарцы ў бок днішча поршня. Кольцы ў канаўках павінны свабодна перамяшчацца.
Уставіць поршні ў цыліндры наступным чынам:
- арыентаваць шатунна-поршневую групу такім чынам, каб надпіс "FRONT" (перад) на бобышцы поршня быў звернуты ў бок пярэду блока цыліндраў;
- працерці сурвэткай пасцелі шатуноў і іх вечкаў, працерці і ўставіць у іх укладышы;
- павярнуць каленчаты вал так, каб крывашыпы першага і чацвёртага цыліндраў занялі становішча, якое адпавядае НМТ;
- змазаць укладышы, поршань, шатунную шыйку вала і першы цыліндр чыстым алеем для рухавіка;
- развесці замкі кольцаў на вугал прыкладна 120° адзін адносна аднаго. Пры гэтым стык спружыннага пашыральніка павінен быць размешчаны насупраць замка скрынкі маслаздымнага кольца да ўсталёўкі кольца на поршань.
Рэкамендуецца не размяшчаць замкі кольцаў у плоскасці, перпендыкулярнай восі пальца.

Надзець на ніты шатуноў ахоўныя наканечнікі. З дапамогай спецыяльнай апраўкі з унутранай конуснай паверхняй сціснуць кольцы і ўставіць поршань у цыліндр (мал. 7).
Перад усталёўкай поршня варта яшчэ раз пераканацца, што нумары, выбітыя на шатуне і яго вечку, адпавядаюць парадкаваму нумару цыліндру, і праверыць правільнасць становішча поршня і шатуна ў цыліндры.
Падцягнуць шатун за крывашыпную галоўку да шатуннай шыйкі, зняць з нітаў латуневыя наканечнікі, надзець вечка шатуна.
Вечка шатуна варта ставіць так, каб нумары, выбітыя на вечку і шатуне, або пазы пад укладышы знаходзіліся з аднаго боку.
Зацягнуць гайкі дынамаметрычным ключом момантам 68-75 Н⋅м (6,8-7,5 кгс⋅м).
У такім жа парадку ўставіць поршань чацвёртага цыліндру.
Павярнуць каленчаты вал на 180° і ўставіць поршні другога і трэцяга цыліндраў.
Павярнуць каленчаты вал некалькі разоў. Ён павінен лёгка круціцца ад невялікага намагання.