По мере работы в компрессоре изнашивается цилиндро-поршневая группа, нарушается герметичность клапанов
При этих неисправностях время заполнения пневмосистемы (до гашения контрольных ламп) при частоте вращения коленчатого вала двигателя 2200 об/мин превышает установленное техническими условиями, т. е. 8 мин, или компрессор вообще не развивает заданное давление 7-7,5 кгс/см 2
Кроме того, износ цилиндропоршневой группы приводит к всасыванию масляного тумана из картера компрессора в цилиндры, а затем масло вместе с воздухом идет в пневмосистему.
После заполнения пневмосистемы воздухом в регуляторе давления открывается разгрузочный клапан, масло вместе с воздухом выбрасывается наружу и оседает на регуляторе и раме.
Здесь следует отметить, что расход масла через компрессор увеличивается из-за загрязнения воздушного фильтра двигателя.
Дело в том, что компрессор всасывает профильтрованный воздух из впускного коллектора двигателя.
По мере загрязнения фильтра увеличивается разрежение во впускном коллекторе, и компрессор даже при исправной поршневой группе всасывает масляный туман из картера, а затем па такте выпуска выбрасывает его в пневмопривод.
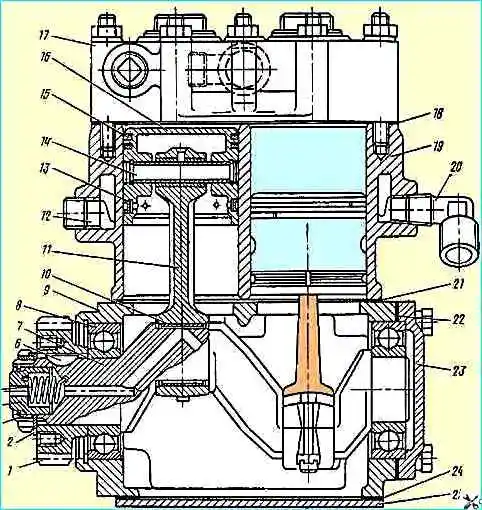
Негерметичность прокладки 18 головки блока цилиндров, внутренние трещины в головке или блоке приводят к тому, что жидкость из системы охлаждения всасывается в цилиндры, а затем вместе с воздухом идет в пневмопривод.
Уровень охлаждающей жидкости в расширительном бачке падает, а жидкость в нем бурлит.
Это происходит потому, что поршень на такте сжатия продавливает воздух в рубашку охлаждения компрессора, а далее воздух с жидкостью сливается в расширительный бачок.
Есть еще одно опасное последствие рассмотренных неисправностей.
Жидкость, попавшая в цилиндр компрессора, через зазоры между цилиндром, поршнем и кольцами просачивается в картер компрессора, а из него стекает в масляный поддон двигателя.
В случае попадания жидкости в масло при поиске места утечки необходимо иметь в виду и компрессор.
В противном случае из-за неисправного компрессора в ремонт может быть ошибочно направлен исправный двигатель, а неисправный компрессор вновь установлен на другой исправный двигатель.
Масло для смазки компрессора подводится из центрального масляного канала двигателя к торцовому уплотнителю 4, установленному в коленчатом валу.
Уплотнитель поджат к картеру маховика пружиной 5.
При значительном износе торцевого уплотнителя, а также поломке пружины масло, минуя компрессор, напрямую стекает на блок распределительных шестерен и далее в поддон двигателя.
Эта неисправность может быть причиной выхода из строя не только компрессора (заклинивание из-за недостатка смазки), но и двигателя (проворот вкладышей коленчатого вала из-за масляного голодания).
Неполное открытие выпускных клапанов приводит к перегреву воздуха на выходе компрессора.
Разборка компрессора
Разборку компрессора, закрепленного на стенде, начинают со снятия головки цилиндров. Затем из гнезд блока цилиндров вынимают впускные клапаны, их направляющие и седла.
Зажав головку блока в тиски, отворачивают пробки нагнетательных клапанов, вынимают клапаны, седла и уплотняющие прокладки.
Отогнув усик замочной шайбы 2, и отвернув гайку 3 крепления шестерни привода коленчатого вала, снимают замочную шайбу.
Затем с помощью приспособления снимается шестерня привода компрессора и вынимается шпонка 6 из паза коленчатого вала.
Для того чтобы извлечь из коленчатого вала торцевой уплотнитель и пружину, надо сначала удалить из коленчатого вала упорное кольцо.
Повернув компрессор на стенде нижней крышкой вверх, отворачивают болты крепления и снимают нижнюю крышку с прокладкой 24.
Затем надо расшплинтовать и отвернуть гайку крепления крышек шатунов, снять крышки.
Постукивая черенком молотка в торец нижней головки шатуна, вынимают поршень с шатуном.
Удалив вкладыши, надо соединить попарно крышки и шатуны болтами, чтобы в дальнейшем не перепутать их. Шатун с крышкой обрабатывается в сборе, поэтому они заменяются только парами.
Повернув компрессор блоком цилиндров вверх, отверните гайки крепления блока к картеру и снимите блок цилиндров с пластинами 21 отражателя масла.
После этого отверните болты крепления задней крышки картера 23 и снимите крышку.
Перед выпрессовкой коленчатого вала из картера извлекается упорное кольцо коренного подшипника, установленное со стороны шестерни привода.
Зажав шатун в тиски, снимают с поршня компрессионные маслосъемные кольца, извлекают упорное кольцо поршневого пальца.
После выпрессовки поршневого пальца 14 отсоединяют поршень от шатуна, а затем выпрессовывают втулку из верхней головки шатуна.
Дефектация деталей компрессора
При дефектации подлежат отбраковке детали с трещинами, сколами, задирами и рисками на рабочих поверхностях, другими механическими повреждениями.
Таблица 1:
Размер - Диаметр цилиндра, мм - Маркировка
- Номинальный - 60+0,03 - 0;
- Первый ремонтный - 60,4+0,03 - +0,4;
- Второй ремонтный - 60,8+0,03 - +0,8
При износе внутренней поверхности цилиндров более чем на 0,02 мм необходимо расточить цилиндры под ремонтный размер (табл. 1).
Посадочный диаметр под седло впускного клапана не должен превышать 17,027 мм.
Диаметр под шарикоподшипники в картере компрессора должен быть не более 72,05 мм.
При большем диаметре не обеспечивается посадка подшипника с натягом.
Неплоскостность поверхности прилегания головки компрессора к блоку цилиндров должна быть не более 0,1 мм.
Риски, следы выработки на поверхности седел нагнетательных клапанов устраняются шлифованием и притиркой клапанов.
Диаметр отверстия для установки нагнетательного клапана должен быть не более 28,8 мм.
Таблица 2:
Размер - Диаметр шатунных шеек, мм - Маркировка
- Номинальный - 28,5-0,021 - 0;
- Первый ремонтный - 28,2-0,021 - -0,3;
- Второй ремонтный - 27,9-0,021 - -0,6
У коленчатого вала диаметр под шарикоподшипники и шестерни должен быть не менее 35 мм, под торцевой уплотнитель не более 25,05 мм, ширина шпоночного паза не более 5,02 мм.
При износе шатунных шеек их необходимо перешлифовывать до очередного ремонтного размера (таблица).
Таблица 3:
Группа - Диаметр отверстия под палец во втулке, мм - Цвет маркировки
- I - 12,507-12.504 - белый;
- II - 12,504-12,501 - зеленый;
- III - 12,501-12.498 - синий;
- IV - 12,498-12,496 - красный
Непараллельность осей отверстий верхней и нижней головок шатуна (изгиб) на длине 100 мм должна быть не более 0,1 мм.
Перекос осей отверстий верхней и нижней головок (скручивание) на длине 100 мм должен быть не более 0,15 мм.
Диаметр нижней головки шатуна должен быть не более 32,02 мм, а диаметр втулки верхней головки не более 12,507 мм.
Если посадка втулки верхней головки ослабла, то ее необходимо заменить.
При замене во втулке надо просверлить смазочное отверстие и развернуть втулку под номинальный размер.
Шатуны делятся на группы через 0,003 мм по меньшему диаметру отверстия и маркируются краской (таблица).
Таблица 4
Размер - Диаметр поршня у юбки, мм - Диаметр поршня у днища, мм - маркировка:
- Номинальный - 59,9-0,03 - 59,8-0,03 -;
- Первый ремонтный - 60,3-0,03 - 60,2-0,095 - +0,4;
- Второй ремонтный - 60,7-0,06 - 60,6-0,195 - +0,8
Высота пробки нагнетательного клапана должна быть не менее 31,1 мм.
Посадочный диаметр уплотнителя — не менее 24,94 мм.
У шестерни привода компрессора толщина зуба по хорде делительной окружности должна быть не менее 4,2 мм, а по ширине шпоночного паза не более 5,15 мм.
Таблица 5
Группа - Диаметр отверстия под палец в бобышке поршня (диаметр пальца) - цвет маркировки:
- I - 12,500-12,497 - белый;
- II - 12,497-12,494 - зеленый;
- III - 12,494-12,491 - синий;
- IV - 12,491-12,488 - красный
Не допускается износ поршня у днища и юбки более чем на 0,015 мм от номинального или ремонтного размера (табл. 5).
Маркировка поршней ремонтного размера наносится на наружной поверхности днища.
Диаметр отверстия в бобышке поршня под палец допускается не более 12,5 мм.
По диаметру отверстия в бобышке поршни делятся на группы через 0,003 мм (табл. 6).
Диаметр поршневого пальца должен быть не менее 12,488 мм. Пальцы сортируются на группы по диаметру.
Размеры и маркировка по группам соответствуют размерам и маркировке для поршней (см. табл. 6).
Не допускается износ вкладыша более чем на 0,01 мм от номинального или ремонтного размера (табл. 7).
Таблица 6
Размер - Толщина, мм - Маркировка:
- Номинальный - 1,75-0,013 -;
- Первый ремонтный - 1,90-0,013 - -0,3;
- Второй ремонтный - 2,0,5-0,013 - -0,6
Поршневые кольца при проверке устанавливают в кольцевые калибры.
Зазор в замке поршневого кольца, установленного в калибр, должен быть в пределах 0,2-0,6 мм.
Ремонтные комплекты колец маркируются зеленой краской, диаметры калибров для проверки колец приведены в таблице.
Таблица 7
Размер - Диаметр калибра, мм - Маркировка колец:
- Номинальный - 60 - не маркируется;
- Первый ремонтный - 60,4 - Одна полоса шириной 10 мм;
- Второй ремонтный - 60,8 - Две полосы шириной 10 мм
Сборка компрессора
Перед сборкой компрессора необходимо подобрать:
- - по группам поршневые пальцы к поршням и шатунам с запрессованными в них втулками;
- - по ремонтным размерам поршни к цилиндрам;
- - по ремонтным размерам поршневые кольца к поршням;
- - по ремонтным размерам вкладыши коленчатого вала. При запрессовке втулки в верхнюю головку шатуна необходимо проследить за тем, чтобы отверстие во втулке совпало с масляным каналом в шатуне.
Поршневой палец должен быть подобран к отверстиям в бобышках поршня с зазором 0,003 мм, и входить в отверстия поршня под действием легких ударов молотка.
Зазор в сопряжении поршневого пальца с втулкой шатуна должен быть в пределах 0,004-0,010 мм. Палец должен плотно входить в отверстие втулки от усилия руки.
Предварительно смазав поверхности трения моторным маслом, надо установить шатун в поршень и, совместив отверстия, запрессовать поршневой палец. В поршне палец фиксируется упорными кольцами.
Затем на поршень устанавливаются кольца.
Компрессионные кольца устанавливаются на поршень ступенчатой проточкой вверх, стыки соседних колец должны быть направлены в противоположные стороны.
Зазор между кольцом и канавкой должен быть 0,035-0,09 мм.
Далее следует подсобрать головку компрессора.
Для этого установите в головку прокладки седел нагнетательных клапанов, вверните седла клапанов, вставьте нагнетательные клапаны, пружины и прокладки пробок, вверните пробки нагнетательных клапанов.
Коленчатый вал в сборе с подшипниками устанавливается в картер компрессора до упора в кольцо.
Затем в паз коленчатого вала устанавливается шпонка, на вал и шпонку насаживается шестерня, которая фиксируется на валу гайкой с замковой шайбой.
Пружина и уплотнитель, установленные в коленчатом валу, фиксируются упорным кольцом.
После установки уплотнителя необходимо проверить его подвижность: при нажатии на торец пальцем уплотнитель должен свободно перемещаться.
Установив картер компрессора на стенд, и подобрав комплект прокладок 22, присоедините заднюю крышку к картеру.
Затем, установив на картер пластинчатый отражатель 21, закрепите на нем блок цилиндров.
Повернув блок цилиндров с картером в сборе на стенде картером вверх, продуйте сжатым воздухом цилиндры и коленчатый вал.
Установите на шатун и в крышку шатуна вкладыши одного ремонтного размера с шейками коленчатого вала.
Предварительно смазав поверхности цилиндров, поршней и шатунных шеек коленчатого вала моторным маслом, установите поршни с шатунами в сборе в цилиндры.
Затем установите крышки в сборе с вкладышами на шейки коленчатого вала и заверните гайки крепления с моментом 1,6-1,8 кгм, гайки зашплинтуйте.
Затем проверьте легкость вращения коленчатого вала. Момент проворачивания не должен превышать 0,8 кгс м.
Предварительно смазав плоскости прилегания нитроэмалью, закрепите на картере нижнюю крышку с прокладкой.
Запрессовав в блок цилиндров седла впускных клапанов, установите направляющие и клапаны.
Установив пружины впускных клапанов и прокладку 18, закрепите головку на блоке цилиндров. Гайки крепления головки затягивайте равномерно в два приема.
Окончательный момент затяжки гаек должен быть 1,2-1,6 кгм.