Reemplace los pistones cuando la ranura del anillo superior del pistón o la falda del pistón estén desgastadas
En cilindros parcialmente desgastados, instalar pistones del mismo tamaño (nominal o de reparación) que tenían los pistones que funcionaban anteriormente en este motor.
Es aconsejable seleccionar un juego de pistones más grandes para reducir el espacio entre la falda del pistón y el diámetro interior del cilindro.
En este caso, verifique el espacio entre la falda del pistón y el espejo del cilindro en la parte inferior del cilindro, menos desgastada. No permita que el espacio en esta parte del cilindro disminuya a menos de 0,02 mm.
Las piezas de repuesto incluyen pistones junto con pasadores de pistón y anillos de retención adaptados a ellos (consulte la Tabla 2 Dimensiones de las piezas del motor UAZ-3151 según el catálogo).
Para seleccionar pistones de tamaño nominal, se clasifican por el diámetro exterior de la falda.
Las designaciones de letras del grupo de tamaño, que se indican en la tabla, están estampadas en las cabezas de los pistones. 1 Dimensiones de las piezas del motor UAZ-3151 según catálogo
En los pistones de tamaño de reparación, también viene estampado su diámetro.
Además de seleccionar pistones para camisas de cilindro en función del diámetro de la falda, también se seleccionan en función del peso.
La diferencia de peso entre el pistón más ligero y el más pesado de un motor no debe exceder los 4 g.
Al realizar el montaje, instale los pistones en camisas del mismo grupo.
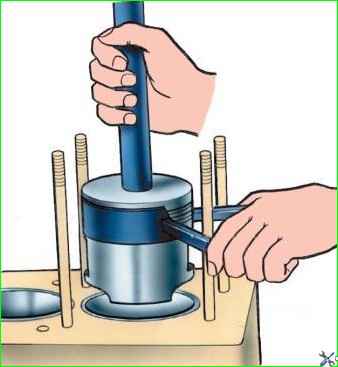
Instale los pistones en los cilindros usando la herramienta modelo 59–85 que se muestra en la Fig. 1.
Al instalar pistones en cilindros, la marca "delantera" del pistón debe mirar hacia la parte delantera del motor; en un pistón con faldón dividido, la marca "trasera" debe mirar hacia la carcasa del embrague.
En todos los pistones de tamaño de reparación, los orificios en los resaltes para el pasador del pistón están hechos de un tamaño nominal, divididos en grupos.
Si es necesario, estos agujeros se perforan o escarian hasta el tamaño de reparación más cercano con una tolerancia de -0,005 -0,015 mm.
Conicidad y ovalidad del orificio: no más de 0,0025 mm.
Al procesar, asegúrese de que el eje del orificio sea perpendicular al eje del pistón; la desviación permitida no es superior a 0,04 mm en una longitud de 100 mm.
")

")
")
")
")
")
")
")