Ersetzen Sie die Kolben, wenn die Nut des oberen Kolbenrings oder des Kolbenmantels verschlissen ist
In teilweise abgenutzten Zylindern installieren Sie Kolben der gleichen Größe (Nennwert oder Reparatur) wie die Kolben, die zuvor in diesem Motor funktionierten.
Es empfiehlt sich, einen Satz größerer Kolben zu wählen, um den Spalt zwischen Kolbenschaft und Zylinderbohrung zu verringern.
Überprüfen Sie in diesem Fall den Spalt zwischen Kolbenschaft und Zylinderspiegel im unteren, am wenigsten verschlissenen Teil des Zylinders. Lassen Sie nicht zu, dass der Spalt in diesem Teil des Zylinders unter 0,02 mm sinkt.
Zu den Ersatzteilen gehören Kolben sowie darauf abgestimmte Kolbenbolzen und Sicherungsringe (siehe Tabelle 2 Abmessungen der UAZ-3151-Motorteile laut Katalog).
Um Kolben mit Nenngröße auszuwählen, werden sie nach dem Außendurchmesser des Schafts sortiert.
Die in der Tabelle angegebenen Buchstabenbezeichnungen der Größengruppe sind auf den Kolbenböden eingeprägt. 1 Abmessungen der UAZ-3151-Motorteile gemäß Katalog
Bei Kolben in Reparaturgröße ist auch deren Durchmesser eingeprägt.
Kolben für Zylinderlaufbuchsen werden nicht nur nach dem Manteldurchmesser, sondern auch nach dem Gewicht ausgewählt.
Der Gewichtsunterschied zwischen dem leichtesten und dem schwersten Kolben eines Motors sollte 4 g nicht überschreiten.
Beim Zusammenbau die Kolben in Hülsen derselben Gruppe einbauen.
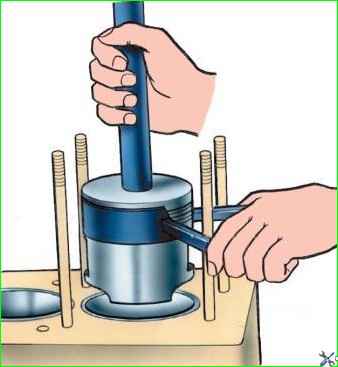
Bauen Sie die Kolben mit dem in Abb. gezeigten Werkzeug Modell 59–85 in die Zylinder ein. 1.
Beim Einbau von Kolben in Zylinder sollte die „vordere“ Markierung auf dem Kolben zur Vorderseite des Motors zeigen; bei einem Kolben mit geteiltem Schaft sollte die „hintere“ Markierung zum Kupplungsgehäuse zeigen.
Bei allen Kolben in Reparaturgröße bestehen die Löcher in den Naben für den Kolbenbolzen aus einer Nenngröße und sind in Gruppen unterteilt.
Bei Bedarf werden diese Löcher auf das nächstgelegene Reparaturmaß mit einer Toleranz von -0,005–0,015 mm gebohrt oder aufgerieben.
Konizität und Ovalität des Lochs – nicht mehr als 0,0025 mm.
Bei der Verarbeitung ist darauf zu achten, dass die Lochachse senkrecht zur Kolbenachse steht, die zulässige Abweichung beträgt nicht mehr als 0,04 mm auf einer Länge von 100 mm.