Instalación de culatas, balancines de válvulas y ajuste de holguras de válvulas
Los espárragos de fijación de la culata se atornillan en las filas derecha e izquierda del bloque de cilindros, habiendo previamente lubricado los orificios roscados para los espárragos del bloque con gasoil
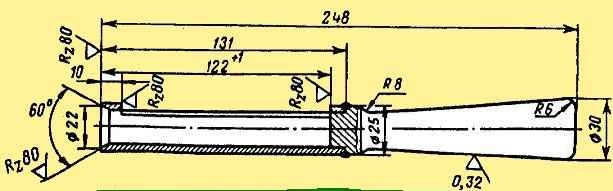
Los espárragos se atornillan en toda la longitud de la rosca con un par de 80-100 Nm (8-10 kgcm); deben sobresalir 122 mm por encima del plano del bloque, lo que se comprueba con un casquillo (Fig. 1).
Antes de instalar la culata, es necesario limpiar el plano de acoplamiento.
Instalamos la junta de culata en los espárragos de forma que quede instalada en los pasadores, y el canto de la junta se coloca en los collarines de las camisas de cilindro.
El conjunto de la culata debe encajar libremente en los espárragos y pasadores de posicionamiento sin impacto.
A continuación atornillamos las tuercas de la culata a los espárragos y los apretamos.
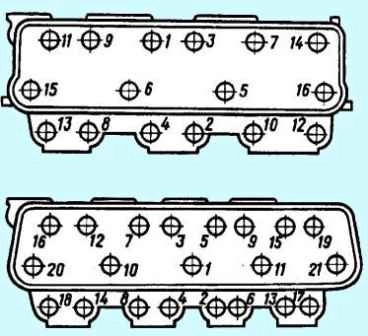
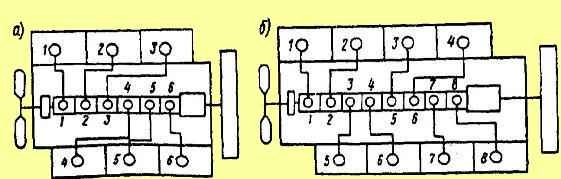
Apriete las tuercas en orden ascendente de números (ver Fig. 2).
Después del primer apriete con una llave dinamométrica, es necesario volver a comprobar el par requerido de 220-250 Nm (22-25 kgcm) en cada tuerca, siguiendo la secuencia indicada.
Las varillas de empuje se instalan en las ventanillas del bloque de cilindros y al mismo tiempo la punta de la varilla se alinea con el talón del empujador.
Primero se limpia la varilla y se lubrica la punta con aceite diésel.
Los balancines de válvula derecho e izquierdo con el conjunto del eje se instalan de modo que las clavijas del eje encajen en los orificios de la culata del cilindro y la esfera del tornillo de ajuste quede alineada con la punta de la varilla.
El tornillo de ajuste debe atornillarse en el balancín hasta el tope.
Luego, atornille los pernos de montaje del eje del balancín en las culatas y apriételos a un par de 120-150 Nm (12-15 kgcm).
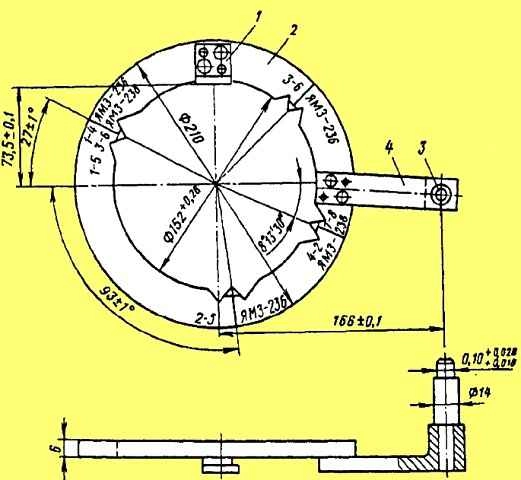
Las holguras de las válvulas se ajustan simultáneamente en dos cilindros y se utiliza un dial (Fig. 4).
El dial está instalado en la polea del cigüeñal y el pasador 3 se inserta en el orificio roscado de la tapa del engranaje de distribución.
El juego térmico del motor YaMZ-326 se ajusta en la siguiente secuencia:
- gire el cigüeñal en el sentido de las agujas del reloj con una llave utilizando el perno de montaje de la polea, observe el movimiento de la válvula de admisión del primer cilindro y establezca el momento en que esté completamente cerrada.
Después de esto, se gira el eje en la misma dirección hasta que las marcas en la polea del cigüeñal se alineen con la marca 1-4 YAM3-236 en el dial;
- ajustar los espacios entre las puntas de los balancines y los extremos de las válvulas del primer y cuarto cilindro.
Después de apretar la contratuerca del tornillo de ajuste, la galga de espesores de 0,25 mm de espesor debe encajar libremente en los espacios de 0,30 mm de espesor, con fuerza.
Después de girar el cigüeñal, se permite cambiar el espacio entre 0,20 y 0,35 mm;
- combinando en la carrera de compresión en el orden de funcionamiento de los cilindros (1-4-2-5-3-6) la marca en la polea con las marcas 1-4, 2-5, 3-6 YaMZ- 236 en el dial, ajuste las holguras para los cilindros restantes.
Al ajustar las holguras térmicas del motor YaMZ-238, se utilizan las mismas técnicas y métodos que para el motor YaMZ-236:
- - combine la figura 3 en la polea en la carrera de compresión con la marca 1-5 YaMZ-238 en la extremidad;
- - ajustar las holguras de válvulas del primer y quinto cilindro;
combinando en la carrera de compresión en el orden de funcionamiento de los cilindros (1-5-4-2-6-3-7-8) la marca en la polea con las marcas 4-2, 6-3 y 7- 8 YaMZ-238 en el dial, regula las válvulas de los cilindros restantes.
Las varillas empujadoras de la válvula de control deben girar libremente con la mano.
La separación se ajusta mediante un tornillo de ajuste; Después del ajuste, ajuste firmemente el tornillo con una tuerca y verifique el espacio.
Instalación de inyectores, líneas de combustible y tubería de conexión.
En el motor se instala un juego de inyectores del mismo grupo pulverizador.
El grupo de pulverización se aplica a la superficie del cuerpo de la boquilla.
Antes de instalar las boquillas, limpie la superficie interior de los vasos y coloque una arandela de cobre selladora en el rociador.
Los inyectores se instalan de manera que la junta de ajuste encaje en el hueco de la culata.
Se instalan soportes de montaje del inyector en los espárragos de la culata, se colocan arandelas y se atornillan tuercas, que se aprietan con un par de 50-60 Nm (5-6 kgf m).
Los tubos de drenaje se instalan en las culatas izquierda y derecha, habiendo retirado previamente los tapones de transporte de los inyectores.
Los tubos de drenaje se fijan a las boquillas con tuercas y tornillos de conexión, habiendo previamente colocado arandelas debajo de las puntas de los tubos y debajo de las cabezas de los tornillos.
Para garantizar un sellado confiable en todos los casos, es necesario orientar las arandelas con la parte superior de los conos alejada de las puntas de los tubos hacia afuera.
Las líneas de salida de combustible están instaladas en la curvatura entre los cilindros y atornilladas a las culatas derecha e izquierda.
Para garantizar una sujeción más rígida, se instala una abrazadera en cada línea de combustible y se fija al perno de brida del tubo de admisión izquierdo.
Las líneas de combustible de alta presión están conectadas a los accesorios de la bomba de combustible de alta presión y a los inyectores en una secuencia determinada que corresponde al orden de funcionamiento de las secciones de la bomba de combustible de alta presión.
La bomba del motor YaMZ-236 tiene un orden de funcionamiento correspondiente al orden de funcionamiento de los cilindros del motor (1-4-2-5-3-6).
El orden de funcionamiento de las secciones de bomba del motor YaMZ-238 difiere del orden de funcionamiento de los cilindros de este motor.
Si el orden de funcionamiento de los cilindros del motor es 1-5-4-2-6-3-7-8, entonces las secciones de la bomba funcionan en la secuencia 1-3-6-2-4-5-7- 8.
Los diagramas de conexión de las secciones de la bomba con los cilindros de los motores YaMZ-236 y YaMZ-238 se muestran en la Fig. 5.
El tubo de conexión de las tuberías de admisión se instala de modo que la brida del conducto de aire del compresor esté dirigida hacia la parte delantera del bloque de cilindros.
La tubería se fija a las bridas de las tuberías de entrada, habiéndose colocado previamente juntas con malla ensamblada y juntas de goma en las bridas y aseguradas con pernos y arandelas.
La varilla del nivel de aceite se instala en el tubo guía, habiéndolo limpiado previamente.
Luego instale las tapas de la culata, que se fijan con tornillos de una o dos roscas, y retire el motor del soporte.
Los tapones se instalan en los orificios tecnológicos y se fijan con pernos.
Es necesario instalar espaciadores de cartón debajo de los tapones.
El rodaje y prueba de los motores después de la reparación se realiza en soportes STE-160-1500 con freno eléctrico.
En estos stands podrá probar los motores YaMZ-236 y YaMZ-238 de todas las modificaciones.
Las características de los frenos eléctricos para bancos de pruebas se detallan en la tabla
Freno eléctrico AKB-104-4:
- - potencia 160 kW;
- - velocidad de rotación sincrónica 1500 min -1;
- - par 1070 Nm (107 kgcm);
- - velocidad máxima del cigüeñal del motor cuando funciona en modo generador con par nominal - 3000 min -1
Freno eléctrico AK-102-4:
- - potencia 160 kW;
- - velocidad de rotación sincrónica 1500 min -1;
- - par 1100 Nm (110 kgcm);
- - velocidad máxima del cigüeñal del motor cuando funciona en modo generador con par nominal - 2500 min -1
El banco de rodaje y pruebas del motor debe contar con el equipo necesario para medir la potencia del motor, velocidad del cigüeñal, consumo horario de combustible, temperatura del agua que sale del motor (por las tuberías de agua derecha e izquierda), temperatura del aceite en el cárter del motor. , presión de aceite en la línea, ángulo de avance de la inyección de combustible en grados del ángulo de rotación del cigüeñal.
El consumo de combustible debe medirse en básculas con un límite de medición de hasta 15 kg, el tiempo se cuenta utilizando un cronómetro con un valor de división de 0,1 s; medición de la velocidad de rotación: con un tacómetro manual o tacoscopio con un valor de división de no más de 10 minutos.
La capacidad del tanque de suministro debe ser de 10 a 12 l, el nivel del fondo del tanque de medición debe estar al menos a 500 mm del eje de la entrada de la bomba de combustible, el diámetro interno de la entrada y salida las líneas de combustible deben tener al menos 8 mm.
Las líneas de combustible no deben tocar el tanque de medición y deben sumergirse en combustible a una profundidad de no más de ⅓ de la altura del tanque desde su fondo.
En el extremo sumergido de la línea de combustible que saca el combustible del motor, se instala un reflector que impide la dirección directa del chorro fluye hacia el fondo del tanque y ayuda a igualar la temperatura del combustible en el tanque.
El motor instalado en el soporte debe estar completamente completo (a excepción del impulsor del ventilador, generador, compresor).
El motor se rueda y prueba con combustible diésel de grado L.
Durante el período de rodaje, se vierte aceite diésel en el cárter del motor, la carcasa de la bomba de inyección de combustible y la carcasa del regulador hasta las marcas superiores de los indicadores de nivel de aceite.
Los filtros de aire se llenan con aceite diésel en una cantidad de 1,6 litros para el motor YaMZ-236 y 1,4 litros para el motor YaMZ-238.
La temperatura del aceite se mantiene mediante radiadores de aceite tecnológicos (al inicio del rodaje no inferior a 50˚ C).
El rodaje y prueba del motor se realiza en modos especiales e incluye rodaje en frío y en caliente, aceptación de control.
Motor frío funcionando
Antes de poner en marcha el soporte, se debe girar varias veces el cigüeñal a mano para comprobar que el motor está en buen estado y correctamente instalado en el soporte, y para comprobar y, si es necesario, ajustar las holguras térmicas en el mecanismo de válvula.
Durante el proceso de rodaje se comprueba la presión del aceite en el sistema, el suministro de aceite a los cojinetes de los balancines y la estanqueidad de las juntas de los inyectores en las culatas.
El estetoscopio se utiliza para escuchar ruidos y golpes de engranajes de distribución, bielas y cojinetes principales, pasadores y pistones.
Si se detectan defectos, se debe detener el rodaje y continuar después de la eliminación.
El modo de funcionamiento en frío se muestra en la tabla.
Al finalizar el rodaje en frío, se recomienda cambiar el aceite del cárter del motor y lavar los filtros de aceite.
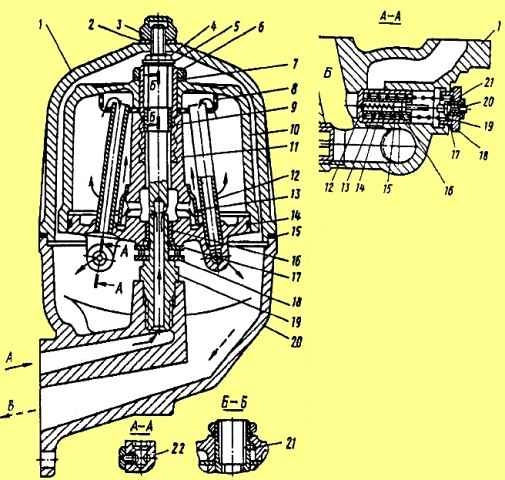
Para lavar el rotor del filtro centrífugo, desenrosque la tuerca 3 (ver Fig. 6) de la tapa del filtro, retire la tapa 1 y el conjunto del rotor.
Se desmonta el rotor, se eliminan los sedimentos de la tapa 10 y del rotor 11 y se lavan con combustible diésel.
El montaje del filtro se realiza en orden inverso, comprobando el estado de la junta 15, la limpieza de los orificios de las boquillas 22, el estado de la arandela 2 y la posición de la malla 8.
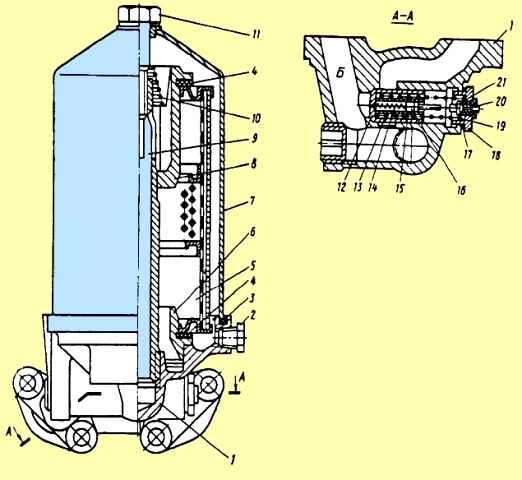
Para lavar el filtro de aceite grueso, debe drenar el aceite de la carcasa del filtro a través del orificio cerrado con el tapón 2 (ver Fig. 7), desenroscar el perno 11 que sujeta la tapa del filtro, quitar la tapa 7, la parte superior tapa 8 y el elemento filtrante 5.
El elemento filtrante retirado del motor se coloca en un baño con un disolvente (gasolina o tetracloruro de carbono) durante 3 horas.
Después de 3 horas, el elemento se lava con un cepillo de pelo suave, se enjuaga con gasolina limpia o tetracloruro de carbono y se sopla con aire comprimido.
Durante el período de lavado, se instalan elementos filtrantes tecnológicos reemplazables.
Modo de funcionamiento en frío del motor
Modo de funcionamiento en frío de los motores YaMZ-236, YaMZ-238, YaMZ-2Z8A, YaMZ-238G, YaMZ-238K
Velocidad de rotación del cigüeñal, min -1 / duración de rodaje del motor, min:
- 600/10;
- 800/10;
- 1000/5;
- 1500/5
- total/40
Modo de funcionamiento en frío de los motores YaMZ-238I
- 600/10;
- 800/15;
- 1000/15;
- 1500 / -
- total/40
Rodaje del motor caliente
Antes de arrancar el motor, es necesario ajustar el ángulo de avance de la inyección de combustible.
Para hacer esto, verifique la posición relativa de las marcas en el embrague de avance de la inyección de combustible y la mitad impulsora del acoplamiento del eje de transmisión de la bomba de combustible (las marcas deben estar en un lado);
- - quitar el tubo de alta presión de la primera sección de la bomba de inyección;
- - se instala un momentoscopio en el racor de la primera sección de la bomba.
Después de asegurarse de que el soporte del regulador esté en la posición de suministro de combustible, bombee combustible al sistema de suministro de energía del motor con una bomba de refuerzo manual durante 2 a 3 minutos y gire el cigüeñal del motor en el sentido de las agujas del reloj (visto desde el ventilador) hasta Aparece combustible en el tubo de vidrio.
Puedes girar el cigüeñal usando el perno que sujeta la polea del cigüeñal o usando una palanca usando los orificios en el volante sin la tapa de la escotilla de la carcasa del volante.
A continuación, vierta el exceso de combustible del tubo de vidrio, agítelo con el dedo, gire el cigüeñal en el sentido contrario a las agujas del reloj unas 118 vueltas y, girando lentamente el cigüeñal en el sentido de las agujas del reloj, controle cuidadosamente el nivel de combustible en el tubo de vidrio.
En el momento en que el nivel de combustible en el tubo comienza a moverse, detenga la rotación del eje y verifique la posición relativa de las marcas:
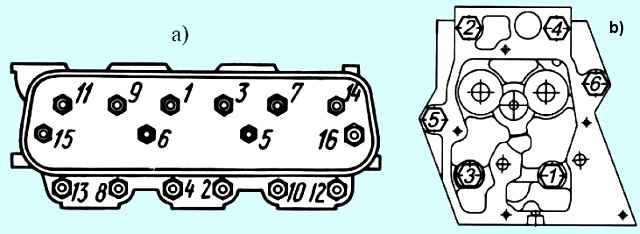
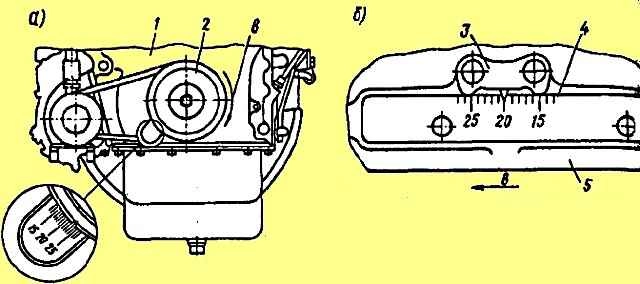
- la marca en la polea del cigüeñal debe estar contra la marca con el número 20 en la tapa 1 de los engranajes de distribución (Fig.8, a) o la marca con el número 20 en el volante 4 debe coincidir con el puntero 3 en la carcasa del volante (Fig. 8, b) .
Para el motor YaMZ-238K, las marcas de ajuste se combinan con la marca 14.
Si en el momento en que el combustible comienza a moverse en el tubo, las marcas aún no se han alineado, es necesario aflojar los pernos, girar el acoplamiento del eje de transmisión en su brida en contra del sentido de rotación, apretar la fijación tornillos y verifique nuevamente el tiempo de inyección.
La discrepancia entre las notas no debe ser más de una división.
Si en el momento en que el combustible comienza a moverse, el tubo de riesgo ya ha pasado la posición alineada, se debe girar el acoplamiento del rodillo impulsor en el sentido de su rotación.
El desplazamiento del acoplamiento del eje de transmisión con respecto a su brida en una división corresponde a cuatro divisiones en el volante o tapa de la distribución.
Después de arrancar el motor, compruebe el apriete de todas las conexiones del sistema de combustible del motor.
La temperatura del agua que sale del motor debe ser de 75 – 95˚ C, mientras que la diferencia de temperatura del agua que sale de las tuberías derecha e izquierda no debe exceder los 5˚ C.
Se recomienda mantener la temperatura dentro de los límites especificados utilizando un radiador de proceso.
La presión del aceite en la línea a una temperatura de 80 - 90˚ C debe ser de 0,5 - 0,7 MPa (5 - 7 kgf/cm 2) a la velocidad nominal del cigüeñal y no menos de 0 ,1 MPa (1 kgf/cm 2) a una velocidad de rotación de 500 min -1.
No se permite la expulsión y fuga de aceite, agua y combustible, así como la penetración de gases en las juntas.
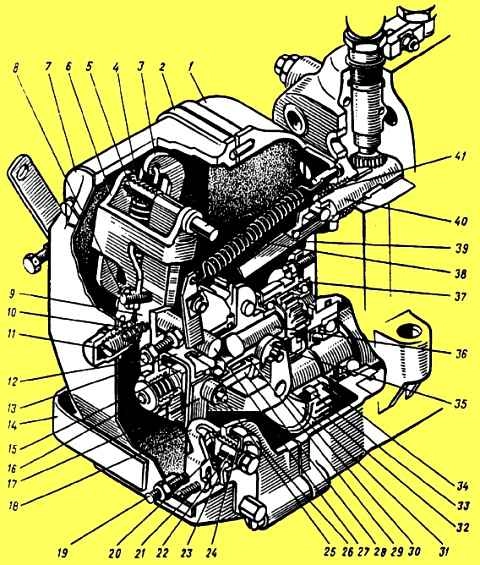
Regulador de velocidad del árbol de levas: 1 carcasa; 2, 7, 26 - cubiertas; 3, 9, 17 - palancas; 4 - Resorte de compensación; 5, 10, 23. 24, 38 – resortes; 6 - palanca de dos brazos; 8 - tornillo de ajuste; 11 - carcasa del resorte amortiguador; 12 - perno de ajuste; 13 - pendiente; 14 - soporte; 15 - talón persistente; 16 - corrector; 18 - cordón; 19 - tornillo de ajuste de potencia; 20 - abrazadera; 21 - tornillo basculante; 22 ejes de las escenas; 25 - eje del talón de empuje; 27 - eje de palanca; 28 - acoplamiento de carga; 29 - pelota; 30 - carga; 31 - brida del casquillo del engranaje impulsor; 32 - engranaje impulsor; 33 - galleta; 34 - casquillo; 35- rodillo; 36 - rodillo portapesas, 37 - vaso; 39 - tracción; 40 - carril; 41 - eje de palanca
Los signos de defecto no son la sudoración, la formación de manchas de aceite y gotas individuales en los lugares de los sellos del prensaestopas, sin que caiga más de una gota en 5 minutos, en cualquier modo de funcionamiento del motor;
- - sudoración ligera sin formación de gotas en los conectores y conexiones;
- - liberación de aceite y condensado a través del tubo de salida del sistema de ventilación del cárter en una cantidad de no más de dos gotas por minuto a la velocidad nominal del cigüeñal;
- - liberación de combustible a través del tubo de drenaje de los inyectores en forma de gotas, así como una mezcla de combustible y aceite desde el tubo de drenaje de la carcasa de la bomba de inyección;
- - la liberación de agua y lubricante por el orificio de drenaje de la bomba de agua no es más de una gota cada 3 minutos, así como gotas de agua cuando el motor está parado;
- - ligera sudoración sin goteo de aceite a través de los microporos de la nervadura anular de la culata.
Se permite liberar gotas individuales de la mezcla de combustible y aceite del tubo de escape durante el período de rodaje.
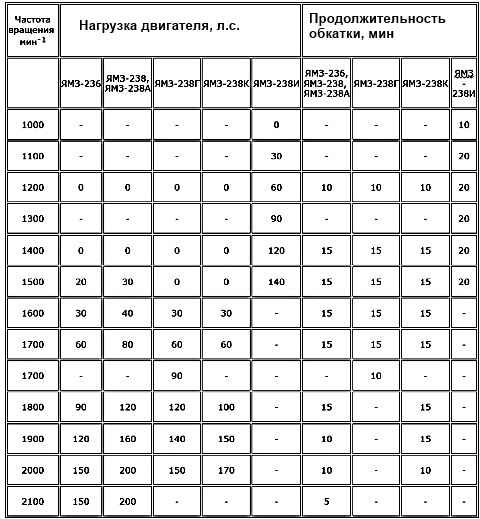
El funcionamiento en caliente de los motores se realiza en los modos indicados en la tabla
Modo Ir rodaje de motores en caliente
Al finalizar el rodaje en caliente, es necesario comprobar y, si es necesario, ajustar la potencia del motor.
La potencia del motor YaMZ-236 a una velocidad del cigüeñal de 2050+15 min debe ser de 178 -5 litros. Con. Con un consumo de combustible por hora de 33 kg/h, el motor YaMZ-238 tiene un volumen de 237,5 litros. Con. a 44 kg/h, YaMZ-238A - 213-5 CV. a 39 kg/h, YaMZ-238G a una velocidad de rotación de 1670 min -1 - 172-5 l. Con. y el consumo de combustible por hora es de 30,1 kg/h, el YaMZ-238I, nada menos que 160 litros. Con. con una velocidad de rotación de 1500 min y 27 kg/h, YaMZ-238K - 190-5 hp. a una velocidad de rotación de 2100 min -1 y un consumo de combustible horario de 36 kg/h.
El consumo de combustible por hora se determina midiendo tres veces el tiempo de consumo de 500 g de combustible diésel.
La mayor diferencia entre mediciones repetidas no debe ser superior a ±0,2 s en relación con el valor de tiempo promedio obtenido como resultado de todas las mediciones.
La potencia del motor se ajusta utilizando el tornillo de ajuste de potencia 19 (ver Fig. 9) a la velocidad de rotación del cigüeñal indicada arriba para cada motor y la palanca de control del gobernador apoyada en el perno de límite de velocidad máxima.
Reduciendo suavemente la carga a cero, ajuste la velocidad máxima de ralentí:
- - para motores YaMZ-236, YaMZ-238, YaMZ-238A y YaMZ-238K - 2200-2275 min -1 ;
- - para el motor YaMZ-238G - 1850-1950 min1 ;
- - para el motor YaMZ-238I, la velocidad máxima del cigüeñal en modo inactivo no debe exceder la velocidad nominal en más de 100 minutos.
La comprobación de la velocidad máxima de rotación se realiza con la palanca apoyada en el perno para limitar el modo de velocidad máxima y la carcasa del resorte amortiguador desatornillada a 10-11 mm del extremo de la contratuerca.
Si la velocidad máxima de rotación del cigüeñal en modo de ralentí de los motores YaMZ-236, YaMZ-238, YaMZ-238A y YaMZ-238K es inferior a 2225 min -1, determine el punto de inflexión del característica de velocidad, que debe estar en el rango 2100 +50 min -1
La velocidad mínima de rotación del cigüeñal en modo inactivo se ajusta en 450-550 min1, con la palanca de control del regulador apoyada en el perno.
Al atornillar un perno, la frecuencia aumenta, al desenroscar disminuye.
Primero, la velocidad de rotación se reduce gradualmente hasta que aparece la inestabilidad, y luego se atornilla la carcasa del resorte amortiguador hasta que la velocidad de rotación aumenta en 10-20 minutos -1.
El motor debe funcionar de forma estable en modo ralentí con fluctuaciones no superiores a 15 minutos -1.
La estabilidad en este modo se verifica aumentando la velocidad de rotación del cigüeñal a 1200 - 1300 min -1 y soltando bruscamente la palanca hasta el perno 1.
Para el motor YaMZ-238I, se verifica la cantidad de inestabilidad de la velocidad de rotación (desviación de lo normal), que no debe exceder ± 15 min -1 a 80 hp, 120 hp y 150 hp.
Después de esto, apriete las tuercas de la culata y, si es necesario, ajuste las holguras de las válvulas.