Осмотреть блок цилиндров. Если на нем есть трещины, его нужно заменить
Для того чтобы проверить герметичность рубашки охлаждения блока, нужно заглушить деревянными пробками все отверстия в блоке, кроме одного, к которому подсоединить шланг для подачи сжатого воздуха.
Опустить блок в ванну с водой и подать сжатый воздух под давлением 1,5 атм.
В местах негерметичности рубашки охлаждения будут выходить воздушные пузыри. При обнаружении негерметичности блок заменить.
Таким же образом проверить масляные каналы блока.
Осмотреть цилиндры.
Если на зеркале цилиндров есть царапины, задиры, раковины и т.д., расточить цилиндры под ремонтный размер и отхонинговать.
Предусмотрены два ремонтных размера цилиндров, указанных в таблице.
В запасные части поставляют поршни и поршневые кольца таких же ремонтных размеров.
Под ремонтный размер нужно растачивать все цилиндры, даже если дефекты обнаружены только в одном.
Проверить зазоры между цилиндрами и поршнями. Номинальный зазор должен быть в пределах 0,024–0,048 мм, предельно допустимый — 0,25 мм.
Для обеспечения величины зазора цилиндры и поршни разбиты по диаметру на пять размерных групп А, Б, В, Г и Д (см. таблицу).
Буква, обозначающая группу цилиндра, нанесена краской на левой наружной стороне блока, напротив каждого цилиндра.
Зазор можно определить, измерив диаметр поршня и цилиндра.
Диаметр поршня измеряют в плоскости, перпендикулярной оси поршневого пальца, на 8,0 мм ниже оси поршневого пальца.
Диаметр цилиндра измеряют не менее чем в трех поясах в пределах 15–100 мм от верхней плоскости блока, в двух перпендикулярных направлениях.
Проверить зазоры между вкладышами коренных подшипников и шейками коленчатого вала.
Зазор должен быть в пределах 0,019–0,073 мм.
Зазоры можно рассчитать, измерив диаметры шеек коленвала и отверстий под шейки при установленных вкладышах и крышках коренных подшипников, или измерить их с помощью калиброванной пластмассовой проволоки.
Измеряют зазоры в следующем порядке:
- Очистить шейки коленчатого вала и вкладыши подшипников.
- Уложить коленчатый вал на постели коренных подшипников с установленными вкладышами.
- Положить на шейки коленчатого вала обрезки калиброванной пластмассовой проволоки.
- Установить крышки коренных подшипников с установленными в них вкладышами, завернуть болты крепления крышек и затянуть моментом 100 Нм (10 кгс·м). При этом запрещается проворачивать коленчатый вал.
- Снять крышки коренных подшипников и по сплющиванию проволоки определить зазор по шкале, нанесенной на упаковке проволоки.
Перед сборкой двигателя желательно еще раз пробежаться по статьям: Обслуживание и ремонт двигателя ЗМЗ-405, ЗМЗ-406
А потом перейти опять к этой статье и в соответствии с пунктами собирать двигатель. Главное в этом деле не спешить, и делать все внимательно.
Для сборки нужно приобрести все необходимые инструменты. Некоторые инструменты можно позаимствовать, так как они необходимы только при капитальном ремонте двигателя.
Все крепежные соединения должны быть затянуты в соответствии с таблицей моментов.
Рассмотрим сборку двигателя подробно:

Устанавливаем блок двигателя на стенд в перевернутом положении.
Вкладываем в постели коренных подшипников вкладыши с канавкой и отверстием для подачи масла.

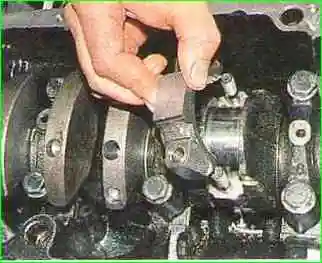
По обеим сторонам центральной постели устанавливаем два упорных полукольца без выступов, повернув их поперечными проточками к щекам коленчатого вала.

Смазываем чистым моторным маслом вкладыши и коренные шейки коленчатого вала.
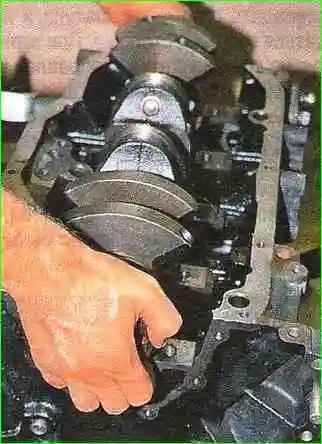
Укладываем коленчатый вал в блок цилиндров.
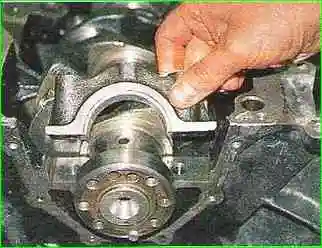
Вставив вкладыши в крышки коренных подшипников, смазываем их чистым моторным маслом и устанавливаем крышки на шейки коленчатого вала в соответствии с выбитыми на них цифрами от 1 до 5, начиная с передней части блока.
Третья крышка не маркируется
В ее выточки вставляем два упорных полукольца с выступами.
Смазываем, наживляем болты и, равномерно заворачивая их, запрессовываем крышки в посадочные места.
Правый и левый упоры крышки имеют разную длину, поэтому перевернутая крышка в посадочное место не встанет.
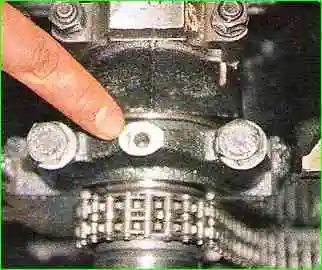
Затягиваем болты крышек коренных подшипников.
Проворачиваем рукой коленчатый вал.
Вращение должно быть свободным и равномерным без заеданий при небольшом усилии.
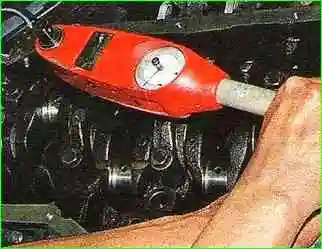
Осевой люфт коленчатого вала не должен превышать 0,36 мм.
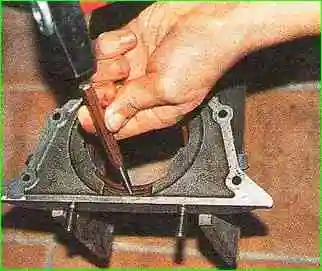
Меняем манжету в задней крышке блока.

Устанавливаем крышку с новой прокладкой на место.
Устанавливаем маховик (см. “Замена сальников коленвала ЗМЗ-406”).
Собираем шатунно-поршневую группу (см. Как собрать шатунно-поршневую группу ЗМЗ-406).

Вставляем в шатун и его крышку новые вкладыши.
Смазываем их, а также поршневые кольца, стенки цилиндров и шатунные шейки чистым моторным маслом.

Надеваем на поршень приспособление и обжимаем кольца, “помогая” им сжаться легкими ударами по обжимке деревянной ручкой молотка.

Поворачиваем поршень надписью “ПЕРЕД” на бобышке к передней части блока и вставляем в цилиндр, номер которого выбит на нижней головке шатуна и дублируется на его крышке
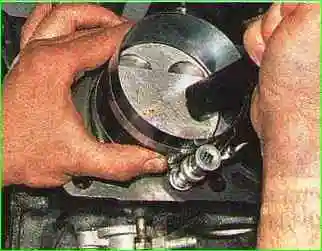
Постукивая через деревянную проставку по днищу поршня, утапливаем его в цилиндр до упора, контролируй продвижение шатуна к шейке коленчатого вала.
Устанавливаем крышку шатуна.
Номер, выбитый на крышке, должен совпадать с номером шатуна и находиться с той же стороны.
При этом уступ на крышке шатуна направлен к передней части двигателя.
Таким же образом устанавливаем в блок остальные поршни.
Затягиваем гайки крышек шатунов
Проворачиваем коленчатый вал за маховик, движение должно быть без заеданий, но усилие увеличится.
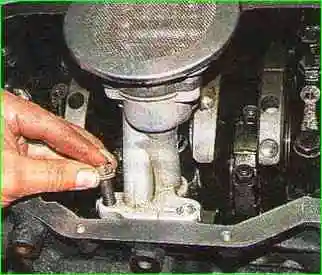
Устанавливаем масляный насос с новой прокладкой

Смазываем втулку, устанавливаем привод масляного насоса (см. “Привод маслонасоса ЗМЗ-406”).
Выставляем метку звездочки коленчатого вала напротив установочной метки.
Устанавливаем успокоитель нижней цепи (см. “Замена цепей ЗМЗ-406”).
Собираем привод масляного насоса, смазав приводные шестерни, втулки промежуточного вала и сам вал моторным маслом.
Надев цепь на звездочку коленчатого вала, устанавливаем на ось звездочку промежуточного вала в положение, при котором совпадают установочные метки (цепь со стороны успокоителя должна быть натянута).
Затягиваем болты звездочки и загибаем края стопорной пластины; устанавливаем верхний башмак натяжителя цепи; надеваем смазанную цепь на малую звездочку промежуточного вала.
Меняем манжету в передней крышке блока (см. “Замена сальников коленвала ЗМЗ-406”) и устанавливаем крышку с новой прокладкой и кронштейном генератора.
Подтягиваем и подвязываем верхнюю цепь привода газораспределительного механизма к кронштейну генератора.
Укладываем новую прокладку и устанавливаем поддон картера.
На хвостовик коленчатого вала надеваем шкив и затягиваем храповой болт, устанавливаем натяжной ролик с кронштейном, устанавливаем гидронатяжитель нижней цепи
Устанавливаем усилитель картера сцепления, головку блока, вспомогательное оборудование и навесные агрегаты (см. соответствующие статьи).
Таблица - Размерные группы цилиндров и поршней
Группа А
- номинальный размер: диаметр цилиндра 92,036 – 92,024 мм, диаметр поршня 92,000 – 91,988 мм
- 1-й ремонтный размер*: диаметр цилиндра 92,536 – 92,524 мм, диаметр поршня 92,500 – 92,488 мм
- 2-й ремонтный размер**: диаметр цилиндра 93,036 – 93,024 мм, диаметр поршня 93,000 – 92,988 мм
Группа Б
- номинальный размер: диаметр цилиндра 92,048 – 92,036 мм, диаметр поршня 92,012 – 92,000 мм
- 1-й ремонтный размер: диаметр цилиндра 92,548 – 92,536 мм, диаметр поршня 92,512 – 92,500 мм
- 2-й ремонтный размер: диаметр цилиндра 93,048 – 93,036 мм, диаметр поршня 93,012 – 92,000 мм
Группа В
- номинальный размер: диаметр цилиндра 92,060 – 92,048 мм, диаметр поршня 92,024 – 92,012 мм
- 1-й ремонтный размер: диаметр цилиндра 92,560 – 92,548 мм, диаметр поршня 92,524 – 92,512 мм
- 2-й ремонтный размер: диаметр цилиндра 93,060 – 93,048 мм, диаметр поршня 93,024 – 92,012 мм
Группа Г
- номинальный размер: диаметр цилиндра 92,072 – 92,060 мм, диаметр поршня 92,036 – 92,024 мм
- 1-й ремонтный размер: диаметр цилиндра 92,572 – 92,560 мм, диаметр поршня 92,536 – 92,524 мм
- 2-й ремонтный размер: диаметр цилиндра 93,072 – 93,060 мм, диаметр поршня 93,036 – 92,024 мм
Группа Д
- номинальный размер: диаметр цилиндра 92,084 – 92,072 мм, диаметр поршня 92,048 – 92,036 мм
- 1-й ремонтный размер: диаметр цилиндра 92,584 – 92,572 мм, диаметр поршня 92,548 – 92,536 мм
- 2-й ремонтный размер: диаметр цилиндра 93,084 – 93,072 мм, диаметр поршня 93,048 – 92,036 мм
* 1-й ремонтный размер увеличен на 0,5 мм
** 2-й ремонтный размер увеличен на 1,0 мм