Предельно допустимый износ основных сопряженных деталей двигателя
Сопряжение изнашивающихся деталей осуществлено, в основном, сменными деталями, что позволяет ремонтировать блок цилиндров перешлифовкой или заменой гильз, заменой изношенных втулок распределительного вала полуобработанными с последующей обработкой их под требуемый размер, заменой вкладышей коренных подшипников коленчатого вала.
Восстановление работоспособности пары отверстие блока цилиндров - толкатель из-за незначительного их износа сводится к замене толкателей.
Ремонт и замена гильз блока цилиндров
Максимально допустимым износом гильз цилиндров следует считать увеличение зазора между гильзой и юбкой поршня до 0,3 мм.
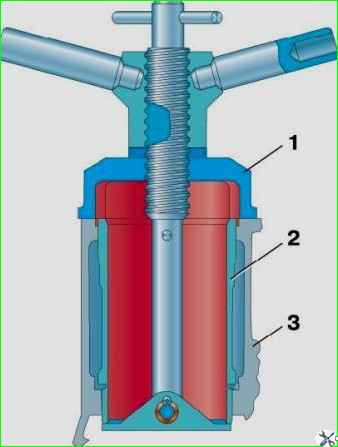
При наличии такого износа выпрессуйте гильзу из блока цилиндров с помощью съемника 1 (рис. 1) и расточите до ближайшего ремонтного размера поршня с допуском на обработку +0,06 мм.
Не зажимайте при обработке гильзу в кулачковый патрон, так как это повлечет деформацию гильзы и искажение ее размеров.
Закрепите гильзу в приспособлении, представляющем собой втулку с посадочными поясками диаметром 100 и 108 мм.
Гильзу вставьте во втулку до упора в верхний буртик, который зажмите накладным кольцом в осевом направлении.
После обработки зеркало цилиндра гильзы должно иметь следующие отклонения:
- 1. Овальность и конусность не более 0,01 мм, причем большее основание конуса должно располагаться в нижней части гильзы.
- 2. Бочкообразность и корсетность – не более 0,08 мм.
- 3. Биение зеркала цилиндра относительно посадочных поясков диаметром 100 и 108 мм не более 0,01 мм.
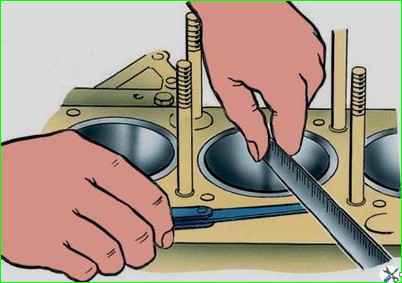
После запрессовки гильзы в блок цилиндров проверьте величину выступания верхнего торца гильзы над верхней плоскостью блока (рис. 2).
Величина выступания должна быть 0,005–0,055 мм.
При недостаточном выступании (менее 0,005 мм) прокладка головки блока может быть пробита; кроме того, в камеру сгорания неизбежно попадет охлаждающая жидкость из-за недостаточного уплотнения верхнего пояска гильзы с блоком цилиндров.
При проверке величины выступания торца гильзы над блоком необходимо снять с гильзы резиновое уплотнительное кольцо.
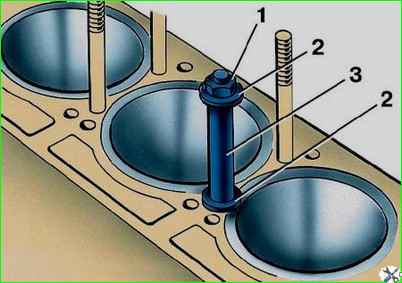
Чтобы гильзы не выпадали из гнезд в блоке при ремонте, закрепите их при помощи шайб 2 и втулок 3, надеваемых на шпильки крепления головки блока цилиндров, как показано на рис. 3.
Гильзы цилиндров, расточенные под третий ремонтный размер поршня, после износа замените новыми.
Таблица 1
Сопряженные детали - Предельно допустимые зазоры и элепсность и конусность - Место и способ замера
Цилиндр - поршень:
- Предельно допустимый зазор 0,3 мм
- Цилиндр замеряйте в двух взаимно перпендикулярных направлениях (по оси коленчатого вала и перпендикулярно к ней) и в двух поясах (на расстоянии 8-10 мм и 60-65 мм) от верхней плоскости блока.
- Принимайте наибольший размер.
- Поршень замеряйте на расстоянии 5-10 мм от низа юбки в плоскости, перпендикулярной к оси поршневого пальца
Коренная и шатунная шейки коленчатого вала - вкладыши:
- Предельно допустимый зазор 0,15 мм
- Замеряйте как указано в статье - "Ремонт коленчатого вала УАЗ-3151"
Коренная шейка коленчатого вала:
- Предельно допустимая элипсность и конусность - 0,07 мм
- Замер и способ - По оси коленчатого вала и перпендикулярно к ней
Шатунная шейка коленчатого вала:
- Предельно допустимая элипсность и конусность - 0,05 мм
- Замер и способ - По оси коленчатого вала и перпендикулярно к ней
Осевой зазор коленчатого вала:
- Предельно допустимый зазор 0,25 мм
- Замеряйте щупом в нескольких местах по окружности
Осевой зазор распределительного вала:
- Предельно допустимый зазор 0,25 мм
- Замеряйте щупом в нескольких местах по окружности
Осевой зазор шатуна:
- Предельно допустимый зазор 0,5 мм
- Замеряйте щупом в нескольких местах по окружности
Блок цилиндров - толкатель:
- Предельно допустимый зазор 0,1 мм
- Замеряйте в двух поясах на длине рабочей поверхности
Клапан - направляющая втулка:
- Предельно допустимый зазор 0,25 мм
- Замеряйте в двух поясах на длине рабочей поверхности
Шейка распределительного вала - втулка:
- Предельно допустимый зазор 0,15 мм
- Замеряйте в двух поясах на длине рабочей поверхности
Шейка распределительного вала:
- Предельно допустимая элипсность и конусность - 0,05 мм
Поршневой палец - втулка верхней головки шатуна:
- Предельно допустимый зазор 0,10 мм
- Замеряйте в двух поясах на длине рабочей поверхности
Поршневой палец - поршень:
- Предельно допустимый зазор 0,10 мм
- Замеряйте в двух поясах на длине рабочей поверхности
Втулка верхней головки шатуна:
- Предельно допустимая элипсность и конусность 0,02 мм
- Замеряйте вдоль оси шатуна и перпендикулярно к ней
Поршневой палец:
- Предельно допустимая элипсность и конусность 0,01 мм
- Замеряйте вдоль оси шатуна и перпендикулярно к ней
Поршневое кольцо - канавка в поршне (по высоте):
- Предельно допустимый зазор 0,15 мм
- Замеряйте щупом в нескольких точках по окружности
Поршневое кольцо - зазор в замке
- Предельно допустимый зазор 3,0 мм
Таблица 2. Размерные группы поршней
Обозначение размерной группы - Предельные отклонения диаметра юбки, мм:
А
- 0,000
- -0,012
Б
- +0,012
- 0,000
В
- +0,024
- +0,012
Г
- +0,036
- +0,024
Д
- +0,048
- +0,036