Durante el funcionamiento, así como debido a errores en la fabricación de las piezas del accionamiento de la distribución o debido a reparaciones no calificadas del accionamiento de la distribución, es posible una desviación significativa del ajuste de la distribución de válvulas de los valores especificados.
El ajuste correcto de la distribución de válvulas es uno de los factores más importantes que afectan la potencia, el par motor y el rendimiento económico del motor.
Por lo tanto, cuando las propiedades de tracción del motor disminuyen, el consumo de combustible en funcionamiento aumenta y el motor se vuelve inestable, es necesario verificar y, si es necesario, ajustar correctamente la distribución de válvulas.
Para ello se utiliza un conjunto de herramientas desarrollado en ZMZ.
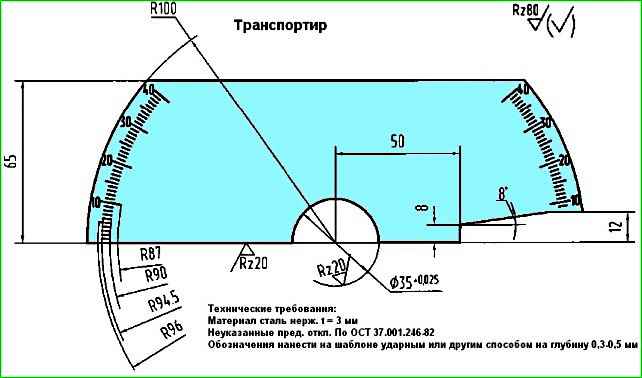
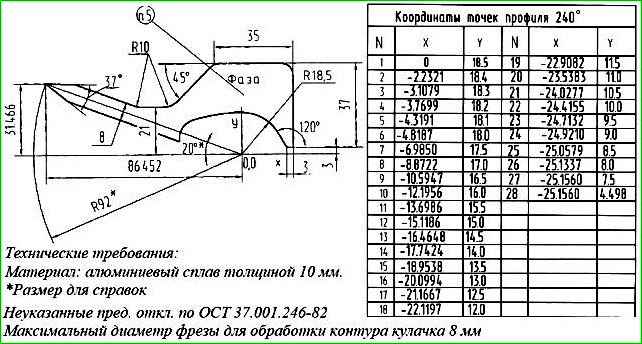
El kit incluye: un transportador (Fig. 1), una plantilla (Fig. 2) con perfil de leva y flecha.
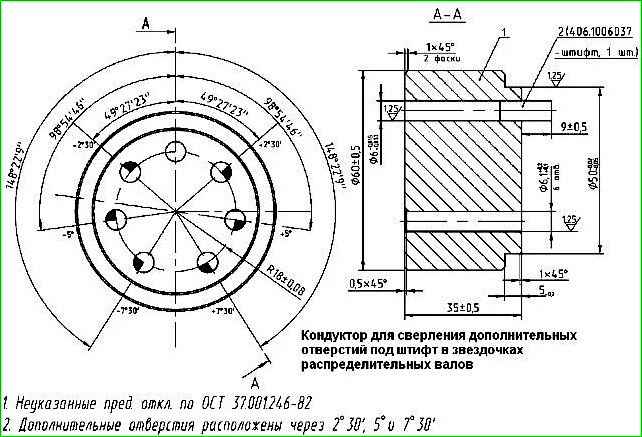
También un dispositivo de plantilla para perforar orificios adicionales para el pasador en las ruedas dentadas del árbol de levas (Fig. 3).
La verificación y el ajuste de la distribución de válvulas se pueden realizar en un motor instalado en un vehículo. Para controlar la distribución de válvulas, debe:
- Desconecte la manguera de ventilación del cárter del tubo de la tapa de válvulas aflojando la abrazadera de sujeción.
- Desconecte los conectores de los cables de las bobinas de encendido.

- Retire los terminales de las bujías junto con los sellos y los cables de alta tensión.
- Suelte el mazo de cables de las abrazaderas y retírelo de la tapa de válvulas.
- Retire la tapa de válvulas con la junta, los sellos de los pozos de las bujías, las bobinas de encendido y los cables de alta tensión como conjunto, desatornillando ocho tornillos (vaso de 12 mm, extensión y trinquete).
Deje los tornillos, arandelas y abrazaderas para el mazo de cables en los orificios de la cubierta. (La imagen muestra los pasos usando el ZMZ-4062 como ejemplo.)
- Coloque el pistón del 1.er cilindro en el PMS de la carrera de compresión girando el cigüeñal en el sentido de giro (en el sentido de las agujas del reloj) hasta que la marca en la polea amortiguadora del cigüeñal coincida con la nervadura indicadora (un saliente de fundición) en la tapa de la cadena.
¡Atención! No está permitido girar el cigüeñal en sentido contrario a las agujas del reloj.
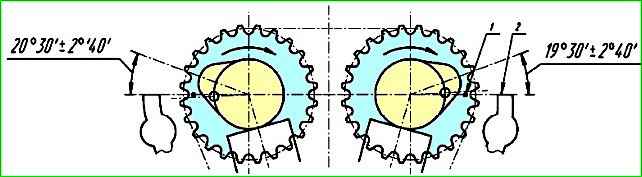
En este caso, las levas del árbol de levas del 1.er cilindro y las marcas en los piñones del árbol de levas deben estar ubicadas según el esquema.
Si las puntas de las levas y las marcas apuntan hacia adentro, es necesario girar el cigüeñal una vuelta más.
La colocación precisa del pistón del 1.er cilindro en el PMS se puede realizar utilizando un reloj comparador, que se instala y fija en el orificio de la bujía del 1.er cilindro.
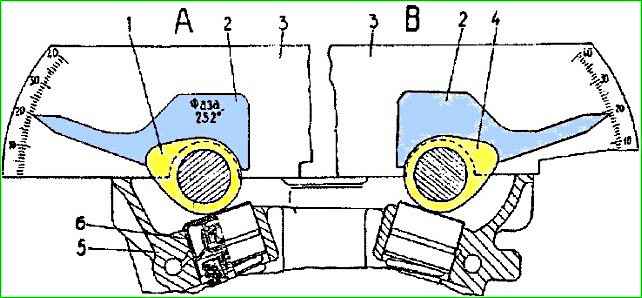
- Instale el transportador 3 (Fig. 6) detrás de la primera leva del árbol de levas de admisión - vista "A", colocándolo entre la leva y la tapa del cojinete del árbol de levas.
Presionando el transportador 3 contra el plano superior de la culata 5, aplique y presione firmemente la plantilla 2 contra la superficie de la primera leva.
La flecha de la plantilla debe coincidir con la marca del transportador 20°30′ ± 2°40′.
Durante la medición, el ramal conductor de la cadena en la zona del tensor superior (entre los piñones del árbol de levas) debe estar tensado y mantenerse así girando el árbol de levas de admisión en sentido contrario a las agujas del reloj con una llave de 27 mm sobre la superficie cuadrada del eje.
No está permitido girar el árbol de levas de escape durante este procedimiento.
Del mismo modo, verifique la posición angular de la primera leva del árbol de levas de escape - vista "B".
La flecha de la plantilla debe apuntar a la marca del transportador 19°30′ ± 2°40′.
Durante la medición, el ramal conductor de la cadena en la zona del tensor central (entre el piñón del árbol de levas y el piñón del eje intermedio) debe estar tensado y mantenerse así girando el árbol de levas de escape en sentido contrario a las agujas del reloj con una llave de 27 mm sobre la superficie cuadrada del eje.
No está permitido girar el eje intermedio ni el cigüeñal durante este procedimiento.
Con estos valores de la posición angular de las primeras levas de los árboles de levas se consigue el mejor rendimiento técnico y económico del motor.
Si las desviaciones en la posición angular de las levas de los árboles de levas exceden los ±2°40′ permitidos, se requiere un ajuste de la distribución de válvulas.
Para ello, debe realizar los siguientes trabajos en el motor:
- Retire la tapa delantera de la culata desatornillando los cuatro tornillos (llave de 12 mm).
- Retire el tensor hidráulico superior (en la culata). Desatornille los dos tornillos (vaso de 12 mm, extensión y trinquete) que sujetan la tapa del tensor hidráulico, retire la tapa junto con la arandela fonoabsorbente.
- Retire los tensores de cadena superior e intermedio desatornillando sus dos tornillos de fijación cada uno (llave Allen de 6 mm para tornillos con hexágono interior).
- Retire los piñones del árbol de levas, desatornillando sus tornillos de fijación uno por uno (llave de 12 mm), mientras sujeta los ejes con una llave de 27 mm por la superficie cuadrada del árbol de levas.
Evite que la cadena, retirada de los piñones del árbol de levas, se salga del piñón del eje intermedio.
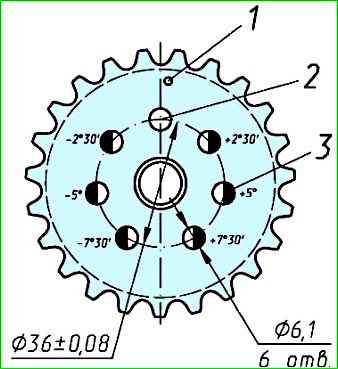
- Utilizando la plantilla-guía instalada en el piñón, taladre en cada piñón seis orificios adicionales 3 (Fig. 7) con un diámetro de 6,1 mm. Estos orificios deben tener desplazamientos angulares de 2°30′, 5°00′ y 7°30′ desde la posición nominal del orificio de fábrica 2, ubicado en el eje de simetría de uno de los valles entre los dientes del piñón.
Visto el piñón desde el lado de la marca 1, tres orificios adicionales desplazados en el sentido de las agujas del reloj desde el eje de simetría del diente son positivos (+), y los tres orificios desplazados en sentido contrario son negativos (-).
Si al ajustar la distribución de válvulas es necesario girar el/los árbol/árboles de levas en su sentido de giro (horario), instale el/los piñón/piñones utilizando uno de los orificios adicionales con desplazamiento positivo, situado a la derecha del orificio de fábrica. Si es necesario girar en sentido antihorario, instale el/los piñón/piñones utilizando uno de los orificios con desplazamiento negativo, situado a la izquierda del orificio de fábrica.
La selección del orificio adicional en el piñón con el valor de desplazamiento requerido se realiza en función de la desviación de la posición angular de la leva respecto al valor nominal.
Al instalar el piñón en un orificio adicional, la marca de referencia de fábrica 1 en el piñón no coincidirá con el plano superior de la culata.
Ejemplo
Como ejemplo, considere el ajuste de la distribución de válvulas cuando las lecturas de la flecha de la plantilla son 23°30′ para la leva de admisión y 16°30′ para la leva de escape. Estos valores angulares exceden los valores nominales para las levas de admisión y escape en 3°, lo que es mayor que la desviación permitida de ±2°40′.
Con estas lecturas de la posición angular de las levas, y considerando que los árboles de levas giran en el sentido de las agujas del reloj cuando el motor está en marcha (visto desde el lado de la polea del cigüeñal), la apertura de las válvulas de admisión y escape comenzará con cierto avance respecto a los valores de fábrica de la distribución.
Para ajustar la distribución en este caso, gire los árboles de levas en sentido contrario a las agujas del reloj y, al instalar los piñones, utilice un orificio adicional con un desplazamiento angular negativo de 2°30′ (el primer orificio situado a la izquierda del orificio de fábrica).
Luego continúe el trabajo en la siguiente secuencia:
- Con una llave de 27 mm, gire y coloque el árbol de levas de escape de modo que la flecha de la plantilla quede frente a la marca del transportador 19°30′.
- Coloque la cadena sobre el piñón y oriente su primer orificio adicional (situado a la izquierda del orificio de fábrica) de modo que quede delante del pasador de referencia del árbol de levas, y que el ramal conductor de la cadena (en la zona del tensor central) quede tensado.
Para instalar el piñón en la brida y el pasador del árbol de levas, gire ligeramente el árbol de levas en el sentido de las agujas del reloj con la llave en la superficie cuadrada.
Después de instalar el piñón, gire el árbol de levas en sentido contrario a las agujas del reloj para tensar el ramal conductor de la cadena. La flecha de la plantilla instalada en la leva debe indicar ahora 19°30′ ± 2°40′.
- Coloque el árbol de levas de admisión de modo que la flecha de la plantilla quede frente a la marca del transportador 20°30′.
- Instale el piñón en el árbol de levas de admisión de la misma manera que el piñón del árbol de levas de escape, utilizando el mismo orificio adicional (con desplazamiento negativo).
Con el ramal conductor de la cadena tensado (en la zona del tensor superior), la flecha de la plantilla instalada en la leva debe indicar 20°30′ ± 2°40′.
- Apriete preliminarmente los tornillos de fijación de los piñones (llave de 12 mm).
- Desarme y vuelva a armar ("cargue") el tensor hidráulico. Instálelo en el orificio de la culata, cierre la tapa, apriete los tornillos de la tapa y retire el tapón de la tapa.
- A través del orificio en la tapa del tensor hidráulico, presione el tensor con una varilla metálica o destornillador hasta el tope, luego suéltelo. Esto "descargará" el tensor: el anillo de retención en el émbolo se desenganchará del cuerpo del tensor, permitiendo que el émbolo y el cuerpo se muevan bajo la fuerza del resorte.
El cuerpo se moverá hasta hacer contacto con la tapa, y la cadena se tensará a través de la palanca tensora.
- Enrosque el tapón en la tapa del tensor hidráulico, habiendo aplicado previamente sellador "Stopper-6" en sus roscas.
- Verifique el ajuste correcto de la distribución de válvulas girando el cigüeñal dos vueltas completas en su sentido de giro normal y alineando las marcas en la polea amortiguadora y la tapa de la cadena.
Realice la verificación utilizando el transportador y la plantilla de leva como se describe anteriormente. La flecha de la plantilla instalada en la leva de admisión debe indicar 20°30′ ± 2°40′, y en la leva de escape, 19°30′ ± 2°40′.
Si no se cumple esta condición, repita el procedimiento de ajuste de la distribución de válvulas.
- Finalmente, apriete los tornillos de fijación de los piñones del árbol de levas a un par de 56-62 N⋅m (5,6 - 6,2 kgf⋅m).
- Instale los tensores de cadena superior e intermedio, apretando sus tornillos de fijación a un par de 20-25 N⋅m (2,0 - 2,5 kgf⋅m) (usando una llave Allen de 6 mm para tornillos con hexágono interior, y una llave dinamométrica con dado de 6 mm).
Aplique sellador "Stopper-6" a los tornillos de fijación de los tensores antes de instalarlos.
- Continúe con el montaje adicional del motor en el orden inverso al desmontaje.
Después de ajustar la distribución de válvulas, el motor debería funcionar como un reloj.