D-245 дизельдік қозғалтқышының бөлшектері мен тораптарына қойылатын талаптар
Цилиндр блогы дизельдік қозғалтқыштың корпус бөлігінің негізі болып табылады және қатты шойын құймасы болып табылады.
Блоктың тік ойықтарына арнайы шойыннан жасалған төрт алынбалы гильза орнатылған.
Лузер цилиндрлер блогында екі орталау белдіктерінің бойымен орнатылған: жоғарғы және төменгі.
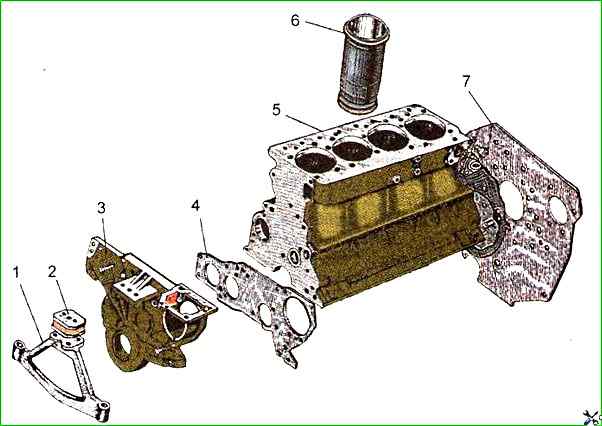
Жоғарғы белдікте лайнер жағамен бекітіледі, төменгі белдеуде цилиндр блогының ойықтарына орналастырылған екі резеңке сақинамен тығыздалған.
Жеңдер ішкі диаметрі бойынша үш өлшем тобына бөлінеді: үлкен (B), орташа (S) және кішкентай (M).
Топтық белгі жең жағасының соңына қолданылады. Дизельдік қозғалтқыштар бірдей өлшемдер тобының гильзаларымен жабдықталған.
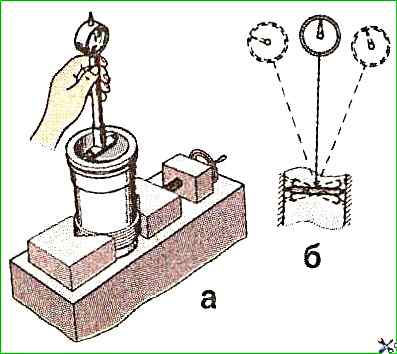
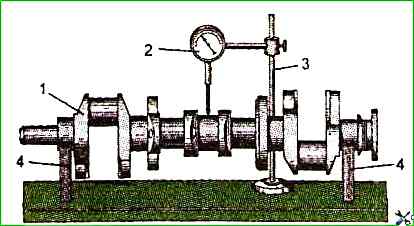
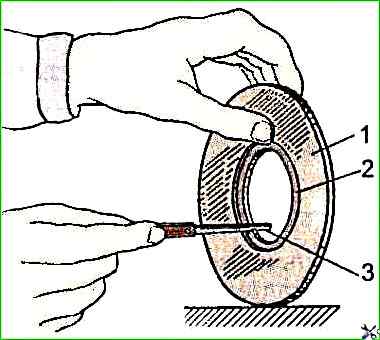
Цилиндр гильзасының ішкі диаметрін өлшеуге арналған диаграмма суретте көрсетілген. 2.
Салқындатқыш сұйықтық цилиндрлер блогының қабырғалары мен төсемдер арасында айналады.
Төменгі бөліктегі цилиндрлер блогының шеткі қабырғалары мен көлденең қалқаларында иінді біліктің үстіңгі тіректерін қалыптастыруға арналған ойықтар бар.
Қақпақтар иінді біліктің төменгі тіректері ретінде қызмет ететін бұл бағандарға орнатылады. Бастықтар қақпақтармен бірге негізгі мойынтіректерге төсек жасайды.
Негізгі мойынтіректердің төсектері негізгі мойынтіректердің қақпақтарымен бірге жинақта тесілген, сондықтан қақпақтарды ауыстыру мүмкін емес.
Цилиндр блогының бойлық арнасы бар, одан мұнай көлденең арналар арқылы иінді біліктің және таратқыш білік подшипниктерінің негізгі подшипниктеріне өтеді.
Екінші және төртінші жоғарғы иінді білік мойынтіректеріндегі цилиндрлер блогында поршеньдерді май ағынымен салқындату үшін қызмет ететін саптамалар бар.
Цилиндрлер блогының сыртқы беттерінде центрифугалық май сүзгісін, сұйық сорғыны, майда отын сүзгісін, май құю мойынын бекітуге арналған өңделген түйісетін беттер бар
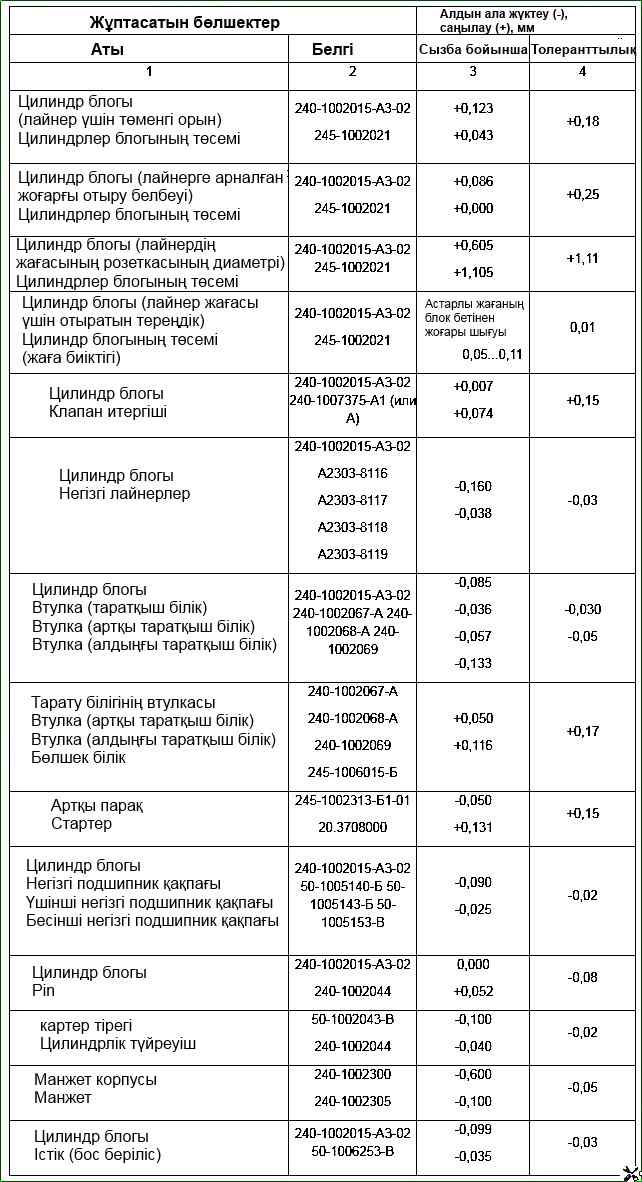
Цилиндрлер блогының үстіңгі бетінің тегістігінен ауытқу 0,15 мм-ден аспауы керек (жаңа блок үшін - 0,05 мм).
190-210 Нм айналу моменті арқылы қақпақ болттарын бұрау кезінде негізгі мойынтіректердің қабықтары үшін цилиндрлер блогындағы тесіктердің диаметрі 81+0022 мм болуы керек.
Егер негізгі мойынтіректердің беттері 81,03 мм-ден астам диаметрге дейін тозған болса, лайнерді үлкенірек сыртқы диаметрге қалпына келтіру ұсынылады.
Негізгі мойынтіректердің қақпақтарын бұруға немесе қайта реттеуге рұқсат етілмейді.
Негізгі мойынтіректердің қабықшалары үшін тесіктердің бетінің кедір-бұдырлығы Ra≤0,63 микрон болуы керек.
Цилиндр төсемінің жағасы үшін ұңғымалардың тереңдігінің айырмашылығы 0,04 мм-ден аспауы керек.
Май арналарының саңылаулары кірден таза болуы керек.
Салқындату сұйықтығымен жуылған цилиндрлер блогының қуысын және май арналарын 1 минут ішінде кемінде 0,4 МПа қысыммен суды пайдаланып, ағып кетуді тексеру керек.
Өңделмеген беттерді праймермен жабу керек.
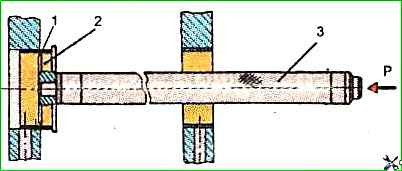
Алдыңғы, ортаңғы және артқы таратқыш білігінің төлкелерін басқан кезде төлке мен блоктағы май саңылаулары сәйкес келуі керек.
Артқы таратқыш білігінің втулкасы блокқа артқы жазықтыққа қатысты 7 мм тереңдікте басылуы керек, ал алдыңғы бөлігі блоктың алдыңғы жазықтығымен бірдей болуы керек.
Втулкаларды арнайы оправкалар жинағы арқылы басу керек (Cурет 3).
Мұнай жинағыштың түйісетін бетінің тегістігінен ауытқу 0,25 мм-ден аспауы керек.
Мұнай жинағышты кем дегенде 0,1 МПа қысыммен сұйықтықпен сынаған кезде бүкіл бетінде ағып кету немесе тамшылардың пайда болуына жол берілмейді.
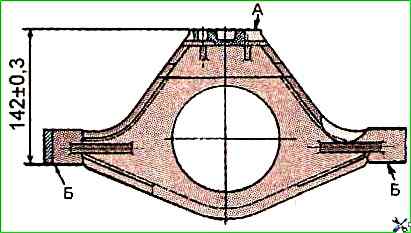
Дизельді қозғалтқыштың алдыңғы тірегінің «А» және (4-сурет) беттерінің тегістігінен ауытқуы кесте 0,1 мм.
"B" беттерінің "А" бетіне қатысты параллельдігінен ауытқуы 100 мм ұзындықта 0,2 мм-ден аспауы керек.
“B” беттері бір жазықтықта жатуы керек; рұқсат
Шектегіштің тойтарылған бөлігі амортизатор пластинасының жазықтығынан 0,5 мм артық шықпауы керек.
Амортизатордың резеңкесінде сызаттар немесе жыртылулар болмауы керек.
Амортизатор 2 кН күшпен қысылғанда оның биіктігі деформациясы 2,5 ± 0,5 мм болуы керек.
Дене бөліктерінің монтаждық қосылымдары
Иінді механизмнің негізгі бөліктері: иінді білік 5, поршеньдік сақиналары мен түйреуіштері бар поршеньдер 11, шатундар 8, негізгі және шатундық мойынтіректер, маховик 15.
Иінді білік болаттан жасалған, бес негізгі журналы және төрт шатунның ілгегі бар.
Иінді білік шатунының журналдарында майды қосымша центрифугалық тазалауға арналған қуыстар бар. Мойынның қуыстары бұрандалы тығындармен жабылады.
Иінді біліктің осьтік күші цилиндрлер блогының саңылауларында және бесінші негізгі мойынтірек қақпағында орнатылған алюминий қорытпасынан жасалған төрт жарты сақина 14 арқылы қабылданады.
Инерциялық күштерден подшипниктерге түсетін жүктемені азайту үшін иінді біліктің бірінші, төртінші, бесінші және сегізінші жақтарына 7 қарсы салмақтар орнатылады.
Иінді білік алдыңғы және артқы жағындағы манжеттермен тығыздалған.
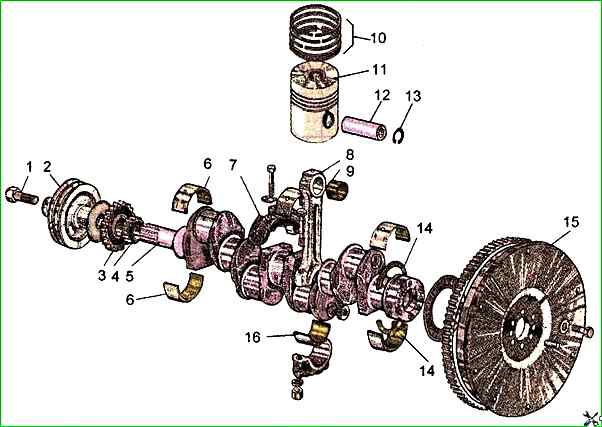
Біліктің алдыңғы жағында газ таратқыш жетектің 4 берілісі, май сорғысының жетегінің 3 берілісі, сұйық сорғы мен генератордың жетегінің 2 шкиві орнатылған.
Маховик 15 біліктің артқы фланеціне бекітілген.
Иінді білікті екі өндірістік өлшемде (номиналды) дизельдік қозғалтқышта жасауға және орнатуға болады.
Біріктіретін шыбықтар немесе негізгі журналдары екінші номиналды өлшемге сәйкес жасалған иінді біліктің бірінші жағында қосымша белгілер бар.
Иінді біліктің ілгектерінің ағуын анықтау және олардың диаметрін өлшеу суретте көрсетілген. 2 және 3.
Поршень алюминий қорытпасынан жасалған.
Жану камерасы поршеньдің төменгі жағында орналасқан.
Жоғарғы бөлікте поршеньде төрт ойық бар (1999 жылдан бастап дизельдік поршеньдерді үш сақиналы ойықпен, яғни екі қысу сақинасымен орнатуға болады) - қысу сақиналары алғашқы үшеуінде, ал май қырғыш сақинасы орнатылған. төртіншіде орнатылған.
Трапеция тәрізді жоғарғы қысу сақинасының астындағы поршеньде арнайы шойыннан жасалған кірістіру бар. Поршень ойықтарында поршеньдік істікке арналған тесіктер бар.
Поршеньдер юбканың сыртқы диаметрі бойынша үш өлшем тобына (B, S, M) сұрыпталады.
Топтық белгі поршеньдік тәжге қолданылады. Дизельді қозғалтқышқа орнатылған кезде, төсемдер мен поршеньдер бірдей өлшем тобында болуы керек.
Поршеньдік сақиналар шойыннан жасалған.
Үстіңгі қысу сақинасы берік шойыннан жасалған, хромдалған, көлденең қимасында тең қабырғалы трапеция тәрізді және екі жағындағы ойыққа орнатылған.
Екінші және үшінші қысу сақиналары конустық болып табылады және құлыптың соңғы бетінде жоғарғы жағы белгіленген.
Спиральды болат кеңейткіші бар қорап түріндегі май қырғыш сақина.
Поршеньдік түйреуіш қуыс, хром-никельді болаттан жасалған.
Поршень ойықтарындағы істіктің осьтік қозғалысы ұстау сақиналары арқылы шектеледі.
Шатун - болат, I-секция. Оның жоғарғы басына втулка басылған.
Шатунның және втулканың жоғарғы ұшында поршеньдік істікшені майлау үшін тесіктер бар.
Гостерлерге арналған шатунның төменгі басындағы кереуетті бұрғылау қақпағы бар жинақта орындалады. Сондықтан шатунның қақпақтарын ауыстыруға рұқсат етілмейді.
Шатун мен қақпақтың беттерінде бірдей сандар басылған.
Сонымен қатар, шатундардың жоғарғы және төменгі бастардың массасына негізделген салмақ топтары бар.
Масса тобының белгіленуі шатунның жоғарғы басының соңғы бетіне қолданылады.
Дизельдік қозғалтқыштарда орнатылуы керек бір топтың шатундары.
Иінді біліктің негізгі және шатундық мойынтіректері болат-алюминийден жасалған.
Дизельдік қозғалтқыштар иінді білік журналдарының рейтингіне сәйкес екі өлшемді негізгі және шатундық мойынтіректердің қабықтарын пайдаланады.
Дизельді жөндеу үшін кірістірмелердің төрт жөндеу өлшемі де беріледі.
Маховик шойыннан жасалған және иінді біліктің фланеціне бұрандалармен бекітілген. Маховикке болат сақиналы беріліс басылған.
Дизельдік қозғалтқыштағы бір жинақтың поршеньдері цилиндр гильзаларының өлшемдер тобына сәйкес келетін өлшемдер тобында болуы керек.
Бір жиынтықтың поршеньдерінің массасындағы айырмашылық 10 г аспауы керек.
Шатундар мен поршеньдер арасындағы масса айырмашылығы 30 г аспауы керек.
Шатунның жоғарғы басының төлкесіндегі тесіктің бойлық қимасының профилінің дөңгелек еместігі және төзімділігі 0,005 мм.
Втулкада басқан кезде оның шатунның ортаңғы жазықтығына қатысты симметриялы орналасуын қамтамасыз ету керек.
Тексергеннен кейін үстіңгі басты втулка тесігінің бетінде іздер немесе саңылаулар болмауы керек, өңделген беттің кедір-бұдырлығы Ra≤0,63 мкм болуы керек.
Втулканың жоғарғы бетінде ені 0,1 мм-ден аспайтын бір спираль немесе радиалды белгіге рұқсат етіледі.
Шатун болтының бетінде жарықтар мен қауіптерге жол берілмейді. Болттың жіпі таза, саңылаусыз және саңылаусыз болуы керек.
Поршеньдік істіктің бетінде іздер, ойықтар және жарықтар болмауы керек.
Бір дизельдік қозғалтқышта орнатылған саусақтардың массасындағы айырмашылық 10 г аспауы керек.
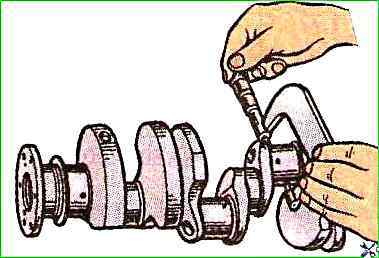
Маймен майланбаған саусақ қолдың күшімен шатунда оңай айналуы керек, бүйірлік бұрылысы болмауы керек және өз салмағының әсерінен шатуннан құлап кетпеуі керек (Cурет 4).
Шатундық мойынтіректердің қабықшалары иінді білік журналдарының өлшемдеріне сәйкес таңдалуы керек.
Лузерлер 0,22-0,08 мм кедергісі бар шатундар мен қақпақтардың төсегінде орналасуы керек.
Поршеньдік сақина мен басқару калибрі 70-8618-3515 (5-сурет) арасындағы радиалды саңылау (саңылау) үстіңгі қысу сақинасы үшін 0,02 мм-ден 10% артық емес бетінде және жақынырақ емес құлыптан 20°; ал май қырғыш сақиналар үшін сопақтық 0,15-0,65 мм аралығында болуы керек.
Сақиналардың түйіскен жеріндегі саңылау 0,3-0,6 мм шегінде болуы керек және бұл аралықты реттеуге жол берілмейді.
Сақинаны иілу кезінде сақиналардың созылу күші 441 Нм кем емес.
Иінді білікті
Өңдеу кезінде және жоғары жиілікті шыңдаудан кейін біліктерді қайта өңдеуге жол берілмейді.
Өңдеу тек филе оралғаннан кейін ғана рұқсат етіледі. Түзету кезінде біліктің ауытқуы 1 мм-ден аспауы керек.
Шатундық журналдарды тегістеу кезінде иінді (62,5±0,04 мм) және филелердің (4+0,3 мм) бастапқы радиустарын сақтау қажет.
Шатунның және негізгі журналдардың өңделген беттерінің кедір-бұдырлығы Ra≤0,32 мкм-ге сәйкес келуі керек.
Шатунның және негізгі журналдардың бойлық қима профилінің дөңгелек еместігі және төзімділігі 0,01 мм.
Тегістеуден кейінгі журнал беттерінің қаттылығы кем дегенде 46 HRCe болуы керек. Филенің қатаюына жол берілмейді.
Жөндеу өлшеміне дейін тегістеуден кейін ортаңғы журналдың сыртқыға қатысты ағуы 0,07 мм-ден аспауы керек (жаңа білік үшін - 0,03 мм).
Сыртқы негізгі ілгектерге орнатылған біліктің осіне қатысты шатундардың қалыптау беттерінің параллельдігінен ауытқуы 100 мм ұзындықта 0,03 мм-ден аспауы керек.
Тегістеуден кейінгі 3-ші негізгі және 3-ші шатун журналдарының диаметрлік жазықтығына қатысты барлық шатун журналдарының орын ауыстыруы 0,3 мм-ден аспауы керек.
Сыртқы негізгі журналдардың беттеріне қатысты шеткі нүктелердегі маховикті орнату фланецінің цилиндрлік және шеткі беттерінің ағуына 0,05 мм-ге дейін рұқсат етіледі (жаңа білік үшін - 0,03 мм-ден аспайды).
Түтіктер иінді біліктің иінді ілмектеріне мықтап басылуы керек; Түтіктерде ойнауға рұқсат етілмейді.
Жандырылған түтіктердің шеттері мойынның бетіне қатысты 1,3 мм тереңдетілген болуы керек.
Штепсельдер жіпке кемінде 2 мм кірістірілген және құлыпталған болуы керек.
Иінді біліктің берілісін негізгі білік журналының соңында тоқтағанша белгісімен сыртқа қарай басу керек.
Иінді білік di болуы керек кез келген щектің шетінен металды алып тастау арқылы химиялық теңдестірілген. Қалдық теңгерімсіздік – біліктің әр ұшында 900 г-мм аспайды.
Қарсы салмақтары бар иінді білік жинағы динамикалық теңгерілген болуы керек.
Массаны бұрғылау арқылы, қарсы салмақта, диаметрі 10 мм тесіктердің радиалды бағытымен 25 мм-ден аспайтын тереңдікке дейін реттеу керек.
Қалдық теңгерімсіздік - біліктің әр ұшында 650 г/мм аспайды.
Соңғы өңдеуден кейін иінді біліктерді магниттік дефектоскоп арқылы беттік ақаулардың жоқтығын тексеру керек. Тексергеннен кейін біліктерді магнитсіздандыру қажет.
Маховик жинағы
Маховиктің сақина тістерінің жұмыс бетінің жарықтары мен сынуына жол берілмейді.
Тәж тістерінің ұзындығын (факаның ұзындығынсыз) 16 мм-ге дейін азайтуға рұқсат етіледі (жаңа тәж тістерінің ұзындығы 18 мм).
Маховик сақинасының тістерінің тозуына 3,2 мм қалыңдығына дейін рұқсат етіледі, калибр калибрін орнату биіктігі 2,4 мм (жаңа сақинаның тіс қалыңдығы 4,73 мм-ге сәйкес келеді).
Баспас бұрын маховиктің тәжін 195-200°C температураға дейін қыздыру керек. Маховик пен шеңбердің отырғыштарында ойықтар немесе саңылаулар болмауы керек.
Жөңелдің соңғы беті мен маховик арасындағы интерфейстегі рұқсат етілген саңылау доғаның бір жерінде 60°-тан аспайды.
Маховик пен тәж радиалды саңылауларды бұрғылау арқылы алдын ала теңестірілген иінді білігі бар жинақ ретінде динамикалық түрде теңестірілуі керек.
Біліктің әр ұшындағы қалдық теңгерімсіздік 350 г/мм аспайды. Теңдестіргеннен кейін бөліктерді иесіздандыруға жол берілмейді.
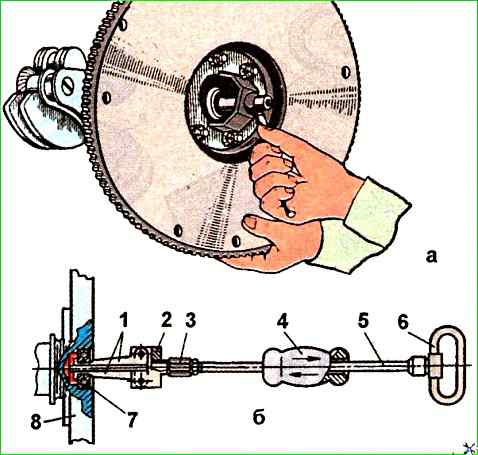
Егер беріліс қорабының кіріс білігінің алдыңғы мойынтіректерін ауыстыру қажет болса, онда маховикті біліктен шығармас бұрын, оны бұрандалы тартқыш режимінің көмегімен басып шығару керек. Және 803.16.000 (6, а-сурет) немесе маховикті алып тастап, соқпалы тартқышты пайдаланып мойынтіректі басыңыз. 2476 (6,б-сурет).
Мойынтірек сақиналарының ұштарына тұтқаларды орнатқаннан кейін, олар бұрандалы тіреуішпен 3 бір-бірінен жылжытылады, содан кейін жүк біліктің 5 тоқтауына тиген кезде, мойынтірек қысылады.
Муфта басқарылатын дискінің бетімен түйісетін маховиктің беті жерге тұйықталған. Бетінің кедір-бұдырлығы Ra≤1,0 төмен болмауы керек.
")

")
")
")
")
")
")
")