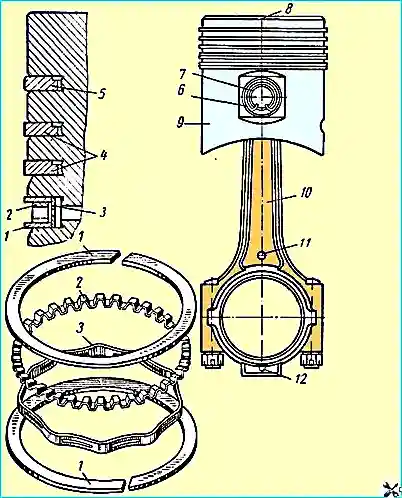
Поршні (рис. 1) виконані з алюмінієвого сплаву та вкриті оловом.
Спідниця поршня має форму еліптичного конуса, велику основу, яку розташовано біля нижнього краю спідниці, а найбільша вісь еліпса лежить у площині, перпендикулярній до осі поршневого пальця
Конусність на довжині спідниці становить 0,035-0,050 мм, а різниця між найбільшим та найменшим діаметрами спідниці поршня 0,52 мм.
Остаточний підбір поршня до гільзи роблять, перевіряючи зусилля, необхідне протягування щупа товщиною 0,08 мм і шириною 10 мм між стінкою циліндра і поршнем з боку, протилежної розрізу спідниці поршня. Зусилля на щупі має бути в межах 3,5-4,5 кг.
Поршневі пальці — плаваючі, кожен палець фіксується в поршні двома стопорними кільцями.
Пальці виготовляють з високою точністю та підбирають до поршнів та шатунів, сортуючи на чотири групи за зовнішнім діаметром (табл. 1).
Позначення групи наносять фарбою: на поршні — на внутрішній поверхні (на одній із бобишок), на шатуні — на зовнішній циліндричній поверхні малої головки, на пальці — на внутрішній поверхні.
При збиранні палець, поршень і шатун комплектують з деталей лише однойменної групи.
Таким підбором забезпечується натяг між пальцем і поршнем в межах 0,0025 - 0,0075 мм та зазор між пальцем і шатуном в межах 0,0045-0,0095 мм (при температурі 20° С).
Щоб уникнути задирів на сполучених поверхнях, складання пальця з поршнем повинно проводитися тільки при нагріванні поршня до температури 55° С.
Нагрівання поршнів треба проводити тільки в рідкому та чистому маслі.
Поршневі кільця встановлюють по чотири на кожному поршні: три компресійні та одне маслознімне.
Два верхні компресійні кільця хромовані по зовнішній циліндричній поверхні.
Зовнішня поверхня нижнього компресійного кільця виконана конічною; більша основа конуса звернена вниз.
Компресійні кільця встановлюють так, щоб виточення на внутрішній циліндричній поверхні кілець була звернена вгору, як зазначено на рис. 1.
Маслознімне кільце складається з двох плоских сталевих кілець і двох розширювачів — осьового та радіального.
При установці поршня в двигун плоскі кільцеві диски 1 потрібно встановлювати так, щоб їх замки були розташовані під кутом 180° одне щодо іншого, а замки осьового 2 і радіального 3 розширювачів - під кутом 90° до замків дисків (кожен).
Для зняття або встановлення поршневих кілець необхідно користуватися спеціальним інструментом.
Розміри поршневих кілець та канавки в поршні, а також зазори між ними та зазор у замку дано в таблиці 2.
Для збільшення терміну служби поршневі кільця у вільному стані мають складну форму, внаслідок чого після встановлення кільця в циліндр забезпечується найбільш вигідний розподіл тиску кільця на стінку гільзи.
При встановленні кілець на поршень їх стики (замки) слід встановлювати під кутом 90° один до одного.
шатуни сталеві, двотаврового перерізу, У нижній головці шатуна встановлені сталеалюмінієві тонкостінні вкладиші товщиною 2-0,16 мм.
У верхню головку шатуна запресовано бронзову згорнуту втулку.
Вкладиші виготовлені з великою точністю, повністю взаємозамінні і при установці не вимагають шабрування, підпилювання стиків або встановлення прокладок.
Ці операції при тонкостінних вкладишах не допускаються.
У новому двигуні діаметральний зазор у з'єднанні шатунна шийка колінчастого валу — шатун із вкладишами у зборі становить 0,032—0,076 мм.
При встановленні на двигун поршня в зборі з шатуном стрілка 8 на днищі поршня повинна бути завжди звернена у бік переднього кінця колінчастого валу.
У комплекті поршень з шатуном у зборі, призначеному для лівої групи циліндрів, мітка 11 на стрижні шатуна і стрілка 8 на поршні повинні бути звернені в один бік, а в комплекті для правої групи циліндрів — у різні боки.
Затягування гайок болтів шатуна необхідно проводити динамометричним ключем з моментом затягування 7—8 кГм.
Після затягування гайки слід ретельно зашплінтувати.
У разі якщо при зазначеному моменті натяжки отвір у болті та проріз у гайці не збіглися, дозволяється додатковий поворот гайки до збігу отвору з найближчим прорізом, при цьому момент натяжки не повинен перевищувати 11,5 кГм.
Перевірку та підтяжку гайок болтів шатуна треба проводити при кожному знятті масляного картера.
Різниця у вазі комплектів поршень з шатуном у зборі не повинна перевищувати 16 р.
Таблиця 1
Група (I):
- - діаметр пальця - 28,0000-27,9975 мм;
- - діаметр отвору в поршні - 27,9950-27,9925 мм;
- - діаметр отвору в малій головці шатуна - 28,0070-28,0045 мм;
- - колір маркування - блакитний
Група (II):
- - діаметр пальця - 27,9975-27,9950 мм;
- - діаметр отвору в поршні - 27,9925—27,9900 мм;
- - діаметр отвору в малій головці шатуна - 28,0045—28,0020 мм;
- - колір маркування - червоний
Група (III):
- - діаметр пальця - 27,9950-27,9925 мм;
- - діаметр отвору в поршні - 27,9900 - 27,9875 мм;
- - діаметр отвору в малій головці шатуна - 28,0020—27,9995 мм;
- - колір маркування - білий
Група (IV):
- - діаметр пальця - 27,9925-27,9900 мм;
- - діаметр отвору в поршні - 27,9875— 27,9850 мм;
- - діаметр отвору в малій головці шатуна - 27,9995—27,9970 мм;
- - колір маркування - чорний
Примітка. Усі виміри роблять при температурі 20° С.
Таблиця 2 Кільця
Висота кільця:
- - верхні компресійні кільця - 2-0,012 мм;
- - нижні компресійні кільця - 2-0,012 мм;
- - маслознімне кільце - 5-0,012 мм;
Висота канавки в поршні:
- - верхні компресійні кільця - 2+0,070+0,050 мм;
- - нижні компресійні кільця - 2+0,070+0,050 мм
- - маслознімне кільце - 5+0,050+0,025 мм;
Зазор по висоті між кільцем та поршнем (у канавці):
- - верхні компресійні кільця - 0,050 – 0,082 мм;
- - нижні компресійні кільця - 0,050 – 0,082 мм;
- - маслознімне кільце - 0,025 – 0,062 мм
Зазор у замку кільця:
- - верхні компресійні кільця - 0,35 – 0,7 мм;
- - нижні компресійні кільця - 0,3 – 0,65 мм;
- - маслознімне кільце - 0,9 – 1,5 мм
")

")
")
")
")
")
")
")