Зняти кришку головки блоку циліндрів (650.1003256 - у зборі).
Вивільнити джгут форсунок із дужок кронштейна
Від'єднати електропроводи від форсунок.
Зняти кронштейн джгута форсунок (650.3724126).
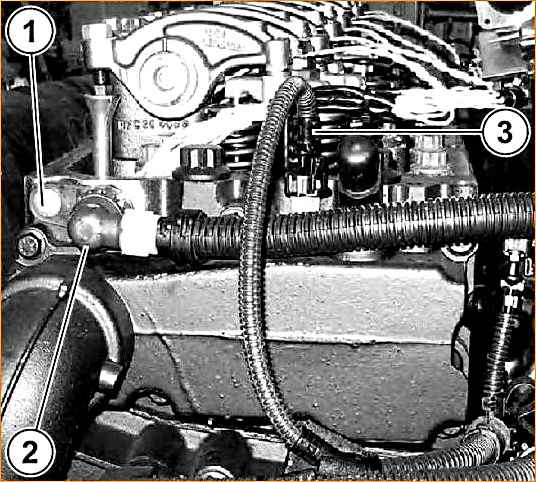
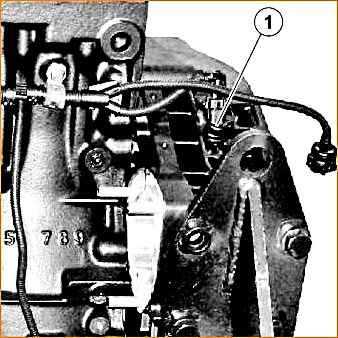
Вимкнути датчик температури охолоджувальної рідини (3) (650.1130556) (див. мал. 1).
Вивернути гвинт (1), витягти 1-подібний адаптер (2) та пучок електропроводів (див. мал. 21).
Відвернути болт поворотний (310200) з двома мідними шайбами (312381) кріплення трубки зливу палива з головки.
Зняти трубку зливу палива (650.1104346).
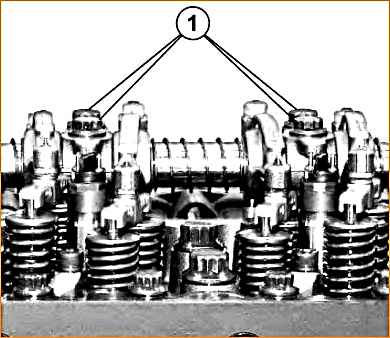
Вивернути 12 болтів (1) (див. мал. 2) кріплення стійок осі коромисел (650.1007108).
Зняти коромисла з віссю та стійками у зборі (650.1007088).
Вийняти штанги коромисел (650.1007176).
Розкласти деталі у потрібному порядку.
Вивернути 14 болтів М20 (650.1003016) та 24 болти М14 (650.1003017) кріплення головки блоку циліндрів.
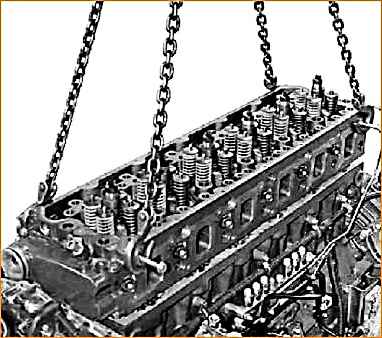
Зняти головку блоку циліндрів (див. мал. 3).
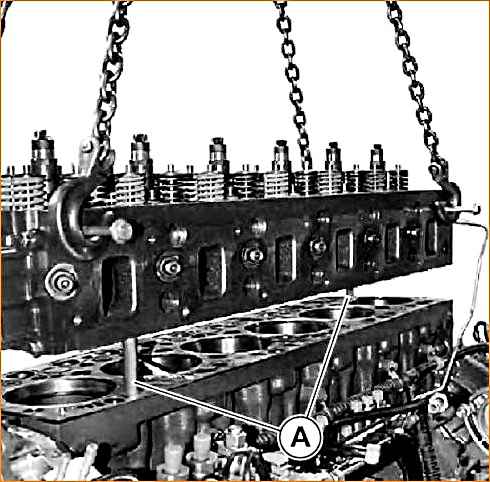
Зняти прокладку головки блоку циліндрів (650.1003210).
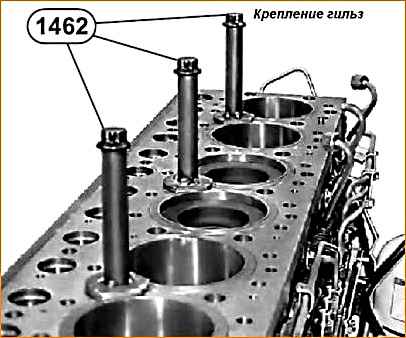
Закріпити гільзи за допомогою пристрою 1462 (див. мал. 4).
Установка головки блоку циліндрів ЯМЗ-650
1. Встановити прокладку головки блоку циліндрів таким чином, щоб відмітка виробника була зверху.
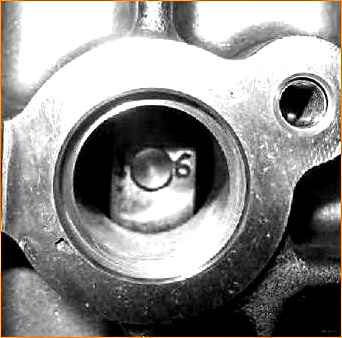
- 2. Перевірити наявність центрувальних штифтів. (Використовувати 2 гвинти без головок (А) з діаметром 14 мм, довжиною 170 мм (див. мал. 5)).
- 3. Встановити головку блоку циліндрів.
- 4. Зняти гвинти (А).
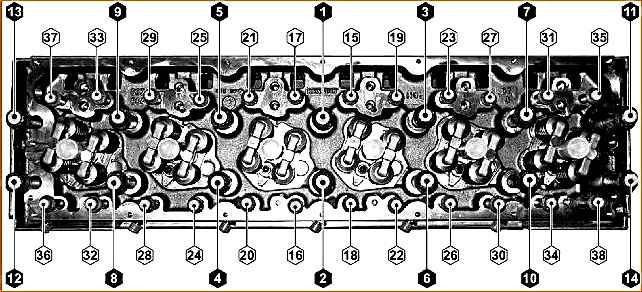
5. Наживити болти кріплення головки блоку циліндрів і затягнути у порядку, вказаному на Рис. 6.
Затяжку робити чотирма прийомами, використовуючи пристрої 2322 + 9777:
- - 1-й прийом: болти (1 - 14) М20х1,5 - 215 мм моментом Мкр = 200 Нм;
- - 2-й прийом: болти (15 - 38) М14х1,5 - 190 мм моментом Мкр = 120 Нм;
- - 3-й прийом: болти М20 послабити, потім затягнути моментом Мкр = 100 ± 10 Нм і довернути на кут 180 ± 6 ˚;
- - 4-й прийом: болти М14 послабити, потім затягнути моментом Мкр = 80 ± 10 Нм і довернути на кут 100 ± 6 ˚.
Виконавши затягування у зазначеному порядку, у майбутньому підтягувати болти заборонено.
Змащення болтів:
- - оскільки нові болти вже змащені, жодного додаткового мастила не потрібно;
- - при повторному та подальшому використанні болтів, змащувати різьблення та під його головкою герметиком “Локтайт 542”.
Установка коромисел із віссю та стійками у зборі
- 1. Змастити олією посадкові поверхні.
- 2. Встановити штанги коромисел.
- 3. Переконайтеся в наявності штифтів для центрування.
- 4. Встановити вісь коромисел.
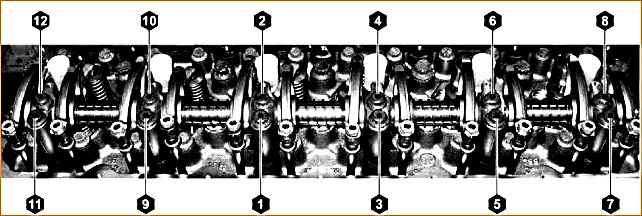
5. Затягнути болти стійок осі коромисел згідно з зазначеним порядком і рекомендованим моментом (див. мал. 7):
- - затягнути попередньо, дотримуючись порядку затягування моментом Мкр = 20 ± 4 Нм;
- - затягнути остаточно, дотримуючись порядку затягування моментом Мкр = 40 ± 4 Нм плюс доворот на 90 ± 6 ˚
- - перевірити момент затягування динамометричним ключем Мкр = 100 ± 10Нм.
Змащення болтів: оскільки нові болти вже змащені, ніякого додаткового змащення не потрібно.
6. Встановити кронштейн джгута форсунок затягнувши болти його кріплення моментом Мкр = 7,5 ± 1,5 Нм.
Регулювання коромисел
Перевірку та регулювання зазорів у клапанному механізмі проводити на холодному двигуні або не раніше, ніж через дві години після його зупинки.
Для перевірки та регулювання зазорів необхідно встановити поршень регульованого циліндра у положення верхньої мертвої точки (ВМТ) на такті стиснення, коли впускні та випускні клапани закриті.
Перевірку та регулювання зазорів рекомендується проводити відповідно до порядку роботи циліндрів: 1 - 5 - 3 - 6 - 2 - 4.
Нумерація циліндрів ведеться від вентилятора.
УВАГА!
ВМТ на такті стиснення можна визначити за вільним прокручуванням від руки штанг коромисел впускних та випускних клапанів регульованого циліндра.
Якщо штанги затиснуті і не провертаються, необхідно повернути колінчастий вал на 360˚ (один оборот).
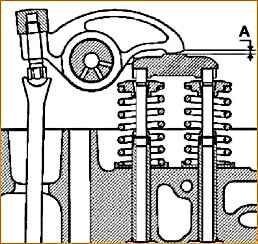
Зазори перевіряються за допомогою щупа, який необхідно вставити між носком коромисла та упором траверси.
Величина зазору “А” (див. мал. 8) має бути:
- - на впускі 0,40±0,05 мм,
- - на випуску 0,70±0,05 мм.
Перевірити динамометричним ключем момент затягування болтів кріплення стійок осі коромисел (на довертання) і, якщо необхідно, підтягнути їх.
Момент затягування має бути 80 - 100 Нм.
Відрегулювати зазори в приводі впускних та випускних клапанів 1-го циліндра, для чого необхідно:
1. Від'єднати та вивернути датчик частоти обертання двигуна з картера маховика (1) (див. мал. 9).
- 2. Обертаючи колінчастий вал за допомогою поворотного пристрою, за напрямом обертання встановити поршень 1-го циліндра в ВМТ на такті стиснення (1 положення (див. Мал. 10))
- 3. Послабити контргайку регулювального гвинта коромисел впускних та випускних клапанів (по черзі) і вивернути гвинт на півоберта.
- 4. Вставити щуп необхідної товщини між носком коромисла і наполегливою поверхнею траверси і, утримуючи його в цьому положенні, повернути регулювальний гвинт так, щоб носок коромисла увійшов до контакту з щупом (регулювання проводиться як для впускних, так і для випускних клапанів).
- 5. Утримуючи гвинт у цьому положенні, затягнути контргайку гвинта моментом Мкр = 40 ± 8 Нм
- (при подальшій перевірці зазорів щуп товщиною 0,45 мм на впуску та 0,75 мм на випуску повинен входити з невеликим зусиллям (1 кгс), товщиною 0,35 мм на впуску та 0,65 мм на випуску - вільно, без докладання зусилля).
- 6. далі, повертаючи вал колінчастий послідовно на 120 від 1 положення (початкового), відрегулювати в тому ж порядку зазори в 5, 3, 6, 2 і 4 циліндрах відповідно.
- 7. Запустити двигун та прослухати його роботу. При правильно відрегульованих зазорах стукоту в клапанному механізмі не повинно бути.
")

")
")
")
")
")
")
")