Рама автомобіля штампована, клепана, складається з двох лонжеронів швелерного перерізу, змінних по довжині, з'єднаних поперечками
У передній частині рама має передній буфер з двома буксирними вилками.
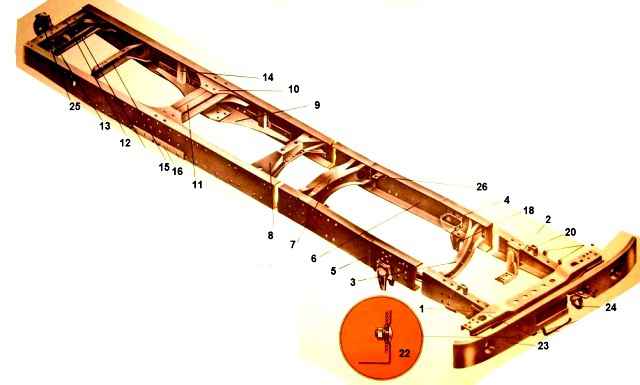
На задній поперечці рами автомобілів КамАЗ-5320, КамАЗ-53212 встановлено тягово-зчіпний пристрій з пружними гумовими елементами, що забезпечують двосторонню амортизацію.
На задній поперечині рами автомобілів КамАЗ-5410, КамАЗ-54112 та КамАЗ-55111 встановлена жорстка буксирна петля без гумового амортизатора, призначена для буксирування несправного автомобіля на коротку відстань.
Не можна користуватися нею для постійного буксирування причепа.
На автомобілях КамАЗ-55111, КамАЗ-53229 тягово-зчіпний пристрій встановлений на задній поперечці рами, на КамАЗ-65115 — на надрамнику, закріпленому в задній частині рами.
Автомобілі КамАЗ різних моделей і комплектацій мають рами, що відрізняються: довгою залежно від бази; кількістю та конструкцією поперечок; підсилювальними накладками та їх конструкцією; кронштейнами та їх становищем.
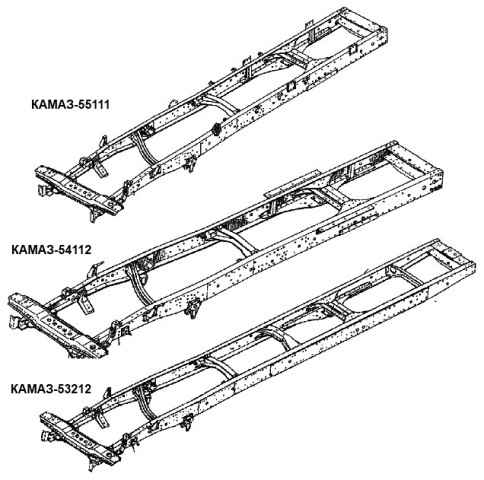
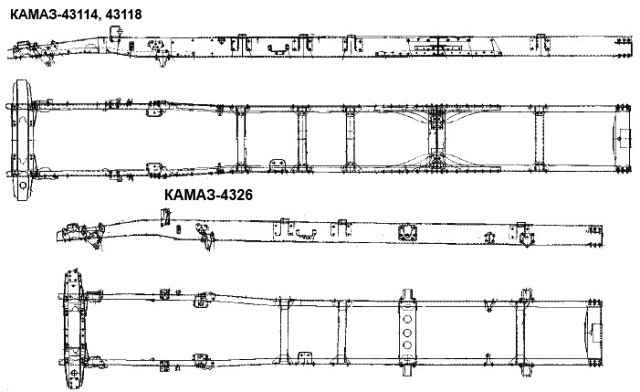
Особливі зразки рам представлені на малюнку
Лонжерони виготовлені із смугової низьколегованої сталі завтовшки 8 мм. Максимальний переріз лонжерону 262x80 мм.
Автомобілі мають різну довжину рами в залежності від бази. Рама автомобіля КамАЗ-53212 має підсилювальні накладки лонжеронів у районі п'ятої поперечки.
Кронштейни опор силового агрегату, опор кабіни та передньої підвіски з'єднані з деталями рами заклепками та болтами з гайками.
Тягово-зчіпний пристрій автомобіля складається з гака, кінець якого проходить через отвори в задній поперечці рами, що має додатковий підсилювач.
Кінець гака вставлений у масивний циліндричний корпус, закритий з одного боку захисним ковпаком, з іншого кришкою корпусу.
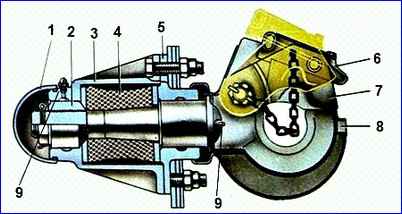
Гумовий пружний елемент (буфер) 4, що пом'якшує ударні навантаження при торканні автомобіля з причепом з місця та при русі нерівною дорогою, розташований між двома фланцями.
На осі, що проходить через гак, встановлена клямка, застопорена собачкою 6, яка не дає можливості дишлу причепа вийти з зачеплення з гаком.
При складанні тягово-зчіпного пристрою гайку 2 треба загорнути до упору у фланець без додаткових зусиль затягування.
Після цього, повертаючи гайку 2, потрібно поєднати прорізи в ній з отвором на кінці гака, а потім встановити шплінт. При поєднанні отворів допускається поява осьового переміщення до 0,5 мм.
Під час експлуатації автомобіля гайку 2 не можна використовувати для регулювання осьового переміщення гака, оскільки при навертанні гайки збільшується осьове переміщення гака.
У разі появи осьового переміщення гака після тривалої експлуатації автомобіля слід розібрати тягово-зчіпний пристрій та за необхідності виправити фланці та замінити зношені деталі.
При усадці гумового буфера необхідно встановити додаткові кільцеві прокладки між фланцями та гумовим буфером, після чого загорнути гайку, зашплінтувати її та поставити на місце захисний ковпак 1.
Для того, щоб зчепити тягач із причепом потрібно:
- - загальмувати причіп стоянковою гальмівною системою;
- - відкрити замок буксирного гака;
- - встановити дишло причепа так, щоб зчіпна петля знаходилася на рівні буксирного гака автомобіля;
- - обережно подати автомобіль назад до упору буксирного гака до зчепної петлі причепа;
- - накинути зчіпну петлю на буксирний гак і закрити замок;
- - вставити штепсельну вилку причепа в розетку автомобіля;
- - з'єднати головки шлангів пневмосистеми причепа з відповідними головками пневмосистеми автомобіля;
- - з'єднати причіп із автомобілем страхувальним тросом або ланцюгом;
- - відкрити роз'єднувальні крани пневмоприводу гальмівних систем причепа, встановлені на автомобілі (однопровідної або двопровідної схеми);
- - розгальмувати причіп стоянковою гальмівною системою.
Для покращення маневреності при буксируванні причепа зняти з автомобіля задні буфери.
Технічне обслуговування
При щоденному технічному обслуговуванні слід перевірити зовнішнім оглядом стан тягово-зчіпного пристрою. Особливу увагу звернути на наявність шплінту засувки.
При сервісі 2:
- - перевірити вільний осьовий хід гака буксирного приладу, який не повинен перевищувати 6,5 мм;
- - змастити за допомогою двох прес-маслянок стебло та гайку гака тягово-зчіпного пристрою;
- - затягнути гайки болтів кріплення кронштейнів паливного бака.
При сервісі С:
- - перевірити стан рами зовнішнім оглядом. Наявність тріщин, слідів корозії на полицях лонжеронів та поперечок не допускаються;
- - перевірити наявність всіх заклепок, у разі відсутності - встановити болт із гайкою.
Ремонт
Основні дефекти рами:
- - погнутість лонжеронів і поперечок;
- - тріщини в лонжеронах за отворами для заклепок кріплення кронштейнів задньої опори двигуна (рис (а));
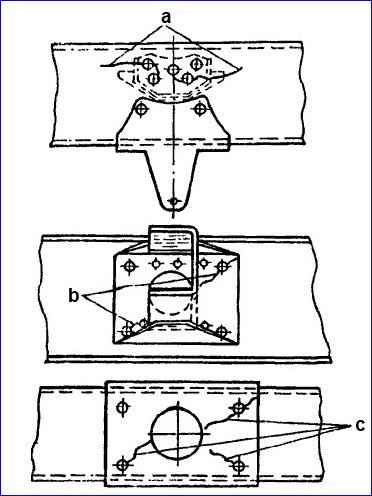
- - тріщини отворів для заклепок кріплення до лонжерону кронштейна поперечки № 3 (рис (b));
- - тріщини задньої поперечки по отворах для болтів кріплення тягово-зчіпного пристрою (рис (c);
- - втомні тріщини;
- - ослаблення заклепувальних з'єднань;
- - порушення геометрії рами
Правка рами, лонжеронів та поперечок
Прогини та перекоси рами визначаємо зовнішнім оглядом, а також за допомогою лінійки, щупа та різних шаблонів, виконаних у вигляді косинця відповідно до конструкції рами
Правити раму потрібно в холодному стані гідравлічними домкратами або струбцинами, як виняток допускається виправляти кувалдою за допомогою оправок і підтримок.
Підтримка має бути масивною і щільно прилягати до поверхні в зоні правки
Якщо дефект неможливо правити на зібраній рамі, деталь знімаємо та правимо окремо
Ремонт лонжеронів та поперечок з тріщинами
Тріщини заварюємо в наступному порядку:
- - місця на деталях рами, що мають тріщини та підлягають заварюванню, очищаємо від фарби, бруду, олії та інших забруднень до металевого блиску;
- - видимий кінець тріщини визначаємо за допомогою лупи 4-кратного збільшення;
- - обробку кромок під зварний шов робимо на глибину тріщини і на довжину, що перевищує довжину тріщини не менше ніж на 20-30 мм з кожного боку.
При розриві деталі на повну товщину металу обробку проводимо з одного боку на глибину тріщини ¾ металу.
Розроблені тріщини по краях засвердлюємо свердлом діаметром 5-6 мм;
Неспівпадання кромок, що зварюються, допускається не більше 0,5 мм
- - тріщину заварюємо. Форми та розміри шва витримуємо відповідно до вимог ГОСТ 5264-80. Застосовувати електроди типу Е46А ГОСТ 9467-75 з обмазкою УОНІ 13/45 або 13/55.
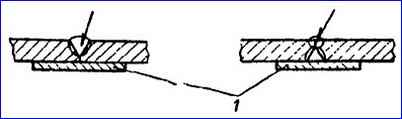
При наскрізній тріщині заварюйте з двох сторін на мідній підкладці 1 (малюнок).
Після проварювання шов зачищаємо, посилення шва після заварки має бути 1-1,5 мм, у місці встановлення підсилювальної накладки шов зачищаємо врівень з основним металом
- - зони термічного впливу зміцніть наклепом за допомогою молотка до появи дрібної лусочки, покрийте ґрунтом типу ФО та ГФ двічі;
- - на зварний шов накладіть підсилювальну накладку.
Підсилювальну накладку виготовляйте з металу, що застосовується для виготовлення лонжоронів, стали 15ГЮТ ТУ 14-1-2366-73 та 22Г2ТЮ ТУ 14-1-2092-77.
Накладки вирізайте з деталей вибракованих рам автомобілів КамАЗ. Контури зачистіть та щільно підганяйте за місцем
Товщина накладок повинна дорівнювати товщині деталі, що ремонтується, і довше тріщини на 20-30 мм з кожного боку.
По ширині накладка повинна перекривати тріщину не менше ніж на 70-80 мм з кожного боку
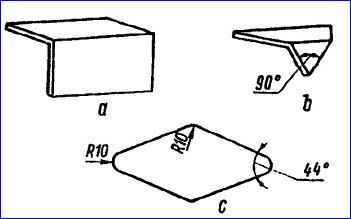
Застосовуйте прямокутні (рис а), трикутні (рис б) та ромбоподібні (рис с) за формою накладки
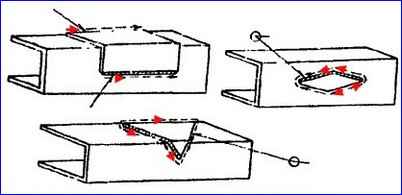
Шви прямокутних підсилювальних накладок повинні бути лише поздовжні, для трикутних та ромбоподібних накладок шви наносите по контуру накладки, починаючи з вертикальної стінки у напрямку до полиць (рис)
Встановлюйте накладку з внутрішньої сторони деталі, що ремонтується, при неможливості такої установки допускається встановлювати накладку зовні.
Під час встановлення накладки на тріщину з виходом на край деталі робіть її довшою за деталь на товщину металу.
Встановлюючи накладку на тріщину від отвору на край деталі, перекривайте край отвору на 20-30 мм
Після виконання зварювальних робіт шов зачищаємо від шлаку
Ремонт заклепувальних з'єднань
Заклепочні з'єднання перевіряємо оглядом та простукуванням. Ослаблені заклепки зрубуємо вручну
При зносі отворів під заклепки понад 1 мм від номінального діаметру отвору заваріть на мідній підкладці та розсвердліть під номінальний розмір
Діаметр заклепки – 12 мм – номінальний діаметр отвору 13 мм;
Діаметр заклепки – 16 мм – номінальний діаметр отвору 17 мм.
Деталі перед клепкою щільно підганяйте один до одного.
Дотяжка склепування неприпустима. Для клепки рам застосовуйте заклепки діаметром 12 та 16 мм.
Рекомендований матеріал заклепки – сталь 08КП ГОСТ 1050-74
Довжину заклепки визначайте за такою формулою: L = a + 1,5 d (мм), де a – товщина пакета деталей, що склепуються (мм); d – діаметр заклепки (мм)
Клепка має бути тільки холодною
Перекоси, тріщини та розриви на кромці головок заклепок не допускаються
Допускається заміна заклепок на болти з гайками, що самоконтрятся, з пружинними шайбами.
Затягнуте болтове з'єднання має забезпечувати вихід болта з гайки на 2-3 нитки різьблення болта
Вимоги до відремонтованої рами
Поздовжнє зміщення лонжеронів відносно один одного неприпустиме
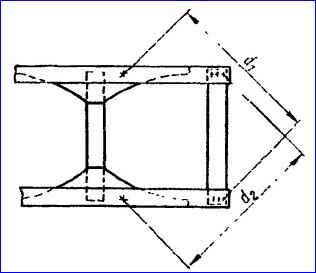
Різниця перехресних діагоналей (d1 – d2) (рис) між отворами кріплення задньої поперечки в нижній полиці лонжерону та отворами під буфер заднього моста допускається не більше 3 мм
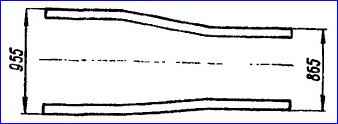
Розмір рами по ширині не повинен відхилятися від номінального (рис) на ділянках між поперечками більш ніж на 4 мм, а на ділянках встановлення поперечок – на 2,5 мм
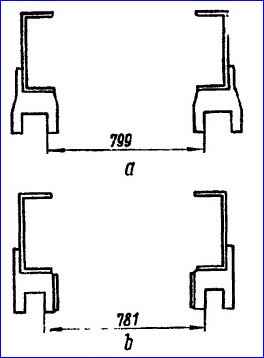
Розміри між внутрішніми щоками кронштейнів передньої підвіски (рис) не повинні відхилятися від номінального більш ніж на 4 мм
Кривина деталей рам не повинна перевищувати 2 мм на довжині 1 м, для лонжерону сумарна кривизна не повинна перевищувати 6 мм на всій довжині лонжерону
Повинна бути забезпечена співвісність у передніх кронштейнах передньої підвіски (ступінчаста качалка діаметром 40 мм повинна проходити через обидва отвори одного з кронштейнів і діаметром 39 мм через обидва отвори іншого кронштейна одночасно).
Зварні шви не повинні мати тріщин, пор, раковин у спрямованому металі та підрізів в основному металі.
Кріпильні з'єднання повинні забезпечити щільне прилягання поверхонь деталей, що з'єднуються на радіусі не менше 1,5 діаметра стебла заклепки щодо його осі, щуп 0,1 мм не повинен проходити між з'єднаними деталями
Після ремонту раму покрийте грунтом типу ФО.
Ремонт тягово-зчіпного пристрою
При ремонті тягово-зчіпного пристрою не можна використовувати гайку 2 для регулювання осьового ходу буксирного гака, оскільки загортання та відвертання гайки призводить до збільшення осьового ходу гака.
У разі появи осьового ходу гака потрібно розібрати тягово-зчіпний пристрій і за необхідності виправити фланці та замінити зношені деталі.
При появі усадки пружного елемента встановити додаткові кільцеві прокладки між фланцями та пружним елементом, загорнути гайку 2, зашплінтувати її та поставити на місце ковпак 1.
У разі зносу зіва гака до розміру понад 55 мм гачок замінити.
При складанні пристрою слід загорнути гайку 2 до упору у фланець без застосування додаткового крутного моменту, після чого поєднати прорізи в гайці з отвором в кінці буксирного гака та встановити шплінт
При суміщенні отворів допускається поява осьового ходу до 0,5 мм.
Поверхня зчепної петлі причепа має бути рівною та гладкою.
У разі ремонту петлі, що зносилася, наваркою металу петлю ретельно зачистити для надання їй геометрично правильної форми, інакше може статися заклинювання петлі в зіві буксирного гака і поломка зіва при повороті автопоїзда.
Не допускається експлуатація буксирного гака, що має зів діаметром 48 мм, зі зчіпною петлею, виготовленою з прутка діаметром понад 43,9 мм.
")

")
")
")
")
")
")
")