Автомобиль жақтауы штампталған, тойтарылған, ұзындығы айнымалы, көлденең элементтермен жалғанған екі арна қимасынан тұрады
Алдыңғы бөлікте жақтау екі сүйреткіш шанышқысы бар алдыңғы буфермен жабдықталған.
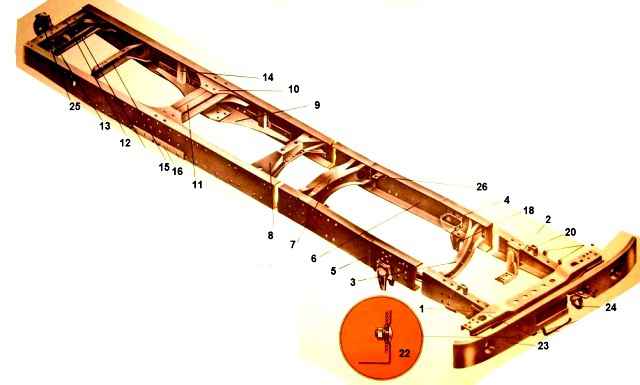
КамАЗ-5320, КамАЗ-53212 көліктері рамасының артқы көлденең элементінде екі жақты соққыны сіңіруді қамтамасыз ететін серпімді резеңке элементтері бар сүйреу құрылғысы бар.
КамАЗ-5410, КамАЗ-54112 және КамАЗ-55111 көліктері рамасының артқы көлденең элементінде ақауы бар көлікті қысқа қашықтыққа сүйретуге арналған резеңке амортизаторы жоқ қатты сүйреу ілмегі бар.
Оны тіркемені біржола сүйреп апару үшін пайдалану мүмкін емес.
КамАЗ-55111, КамАЗ-53229 көліктерінде тартқыш раманың артқы көлденең элементіне, КамАЗ-65115 - жақтаудың артқы жағына бекітілген қосалқы рамаға орнатылады.
Әртүрлі үлгідегі және конфигурациядағы КАМАЗ көліктерінің рамалары әртүрлі: негізіне байланысты ұзын; арқандардың саны мен конструкциясы; арматуралық төсемдер және олардың конструкциясы; жақшалар және олардың орны.
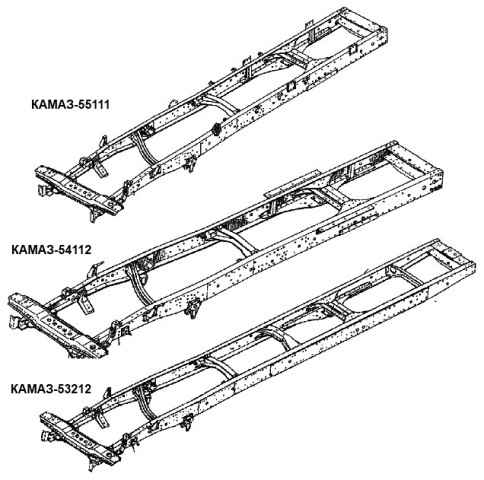
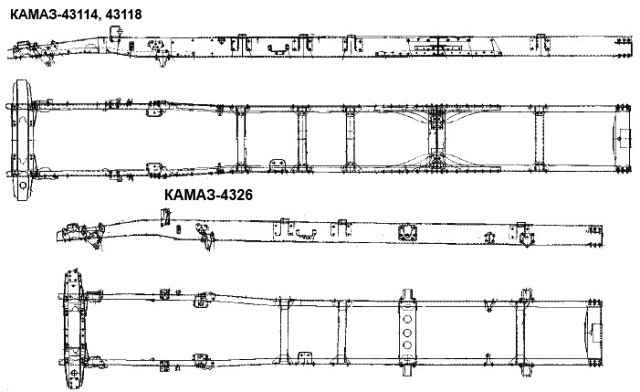
Жеке кадр үлгілері суретте көрсетілген
Шанышқылар қалыңдығы 8 мм төмен легирленген жолақ болаттан жасалған. Ең үлкен шпат қимасы 262x80 мм.
Автомобильдерде негізге байланысты жақтаудың әртүрлі ұзындықтары болады. КамАЗ-53212 автокөлігінің қаңқасында бесінші көлденең элемент аймағындағы бүйірлік элементтердің арматуралық төсемдері бар.
Қуат блогының тіректері, кабина тіректері және алдыңғы аспаға арналған кронштейндер раманың бөліктеріне тойтармалар, болттар және гайкалар арқылы қосылған.
Автомобильдің сүйреу құрылғысы ілмектен тұрады, оның ұшы раманың артқы көлденең элементіндегі тесіктерден өтеді, оның қосымша арматурасы бар.
Ілгектің ұшы бір жағынан қорғаныс қалпақшасымен, ал екінші жағынан корпус қақпағымен жабылған массивтік цилиндрлік корпусқа салынған.
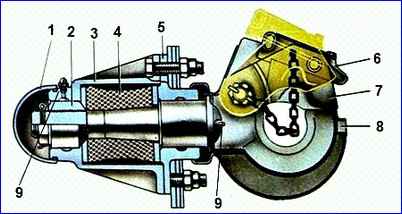
Резеңке серпімді элемент (буфер) 4, тіркемесі бар автокөлікті іске қосу кезінде және тегіс емес жолдармен жүру кезінде соққы жүктемелерін жұмсартады, екі фланец арасында орналасқан.
Ілмек арқылы өтетін оське ысырма орнатылған, 6 табанымен бекітіледі, ол тіркеме тартқышының ілмектен ажыратылуын болдырмайды.
Тіркеуішті құрастыру кезінде гайканы 2 қосымша қатайту күшін қолданбай, ернеуге толығымен бұрау керек.
Осыдан кейін гайканы 2 бұра отырып, ондағы ойықтарды ілмектің соңындағы саңылаумен туралау керек, содан кейін ілмек түйреуішті орнату керек. Саңылауларды біріктіру кезінде 0,5 мм-ге дейінгі осьтік қозғалысқа рұқсат етіледі.
Көлік жұмысы кезінде гайканы 2 ілмектің осьтік қозғалысын реттеу үшін пайдалану мүмкін емес, өйткені гайканы бұрау ілмектің осьтік қозғалысын арттырады.
Егер көлік құралын ұзақ уақыт пайдаланғаннан кейін ілмектің осьтік қозғалысы орын алса, сүйреуішті бөлшектеп, қажет болса, фланецтерді түзетіп, тозған бөлшектерді ауыстыру керек.
Резеңке буферді кішірейту кезінде фланецтер мен резеңке буфер арасына қосымша сақиналы тығыздағыштарды орнату керек, содан кейін гайканы қатайтып, оны қатайтып, қорғаныс қақпағын 1 орнына қою керек.
Тракторды тіркемеге қосу үшін сізге қажет:
- - тіркемені тұрақ тежегіш жүйесімен тежеу;
- - бук құлпын ашыңыз аталық ілмек;
- - тіркеменің тартқышын ілінісу көзі автомобильдің сүйреу ілгегінің деңгейінде болатындай етіп орнатыңыз;
- - сүйреткіш ілмек тіркеме ілінісу көзіне тоқтағанша көлікті абайлап артқа тартыңыз;
- - ілмекті сүйреу ілмегіне қойып, құлыпты жабыңыз;
- - тіркеменің ашасын көліктің розеткасына салыңыз;
- - тіркеменің пневматикалық жүйесінің шлангінің бастарын вагонның пневматикалық жүйесінің сәйкес бастарымен жалғау;
- - тіркемені көлікке сақтандыру арқанымен немесе шынжырмен жалғау;
- - көлікте орнатылған тіркеме тежеу жүйелерінің пневматикалық жетегінің ажырату клапандарын ашу (бір сымды немесе екі сымды тізбек);
- - тұрақ тежегішінің көмегімен тіркемені босатыңыз.
Тіркеуді сүйреу кезінде маневрді жақсарту үшін көліктен артқы буферлерді алып тастаңыз.
Қызмет көрсету
Күнделікті техникалық қызмет көрсету кезінде тартқыштың күйін сыртқы тексеру арқылы тексеру керек. Бекіткіш істіктің болуына ерекше назар аударыңыз.
2-қызметте:
- - 6,5 мм-ден аспауы тиіс сүйреу құрылғысының ілгегінің еркін осьтік жүрісін тексеріңіз;
- - тартқыш ілгегінің өзегін және гайкасын майлау үшін екі майлау ұштарын пайдаланыңыз;
- - жанармай багының кронштейндерін бекітетін болттардың гайкаларын қатайтыңыз.
С қызметінде:
- - жақтаудың жағдайын сыртқы тексеру арқылы тексеру. Бүйірлік элементтер мен көлденең элементтердің фланецтерінде жарықтар мен коррозия іздерінің болуына жол берілмейді;
- - барлық тойтармалардың бар-жоғын тексеріңіз; жоқ болса, болт пен гайканы орнатыңыз.
Жөндеу
Негізгі кадр ақаулары:
- - иілген бүйірлік мүшелер мен көлденең мүшелер;
- - қозғалтқыштың артқы бекітпелерін бекітетін тойтармаларға арналған саңылаулар бойындағы бүйірлік элементтердегі жарықтар ((а) сурет);
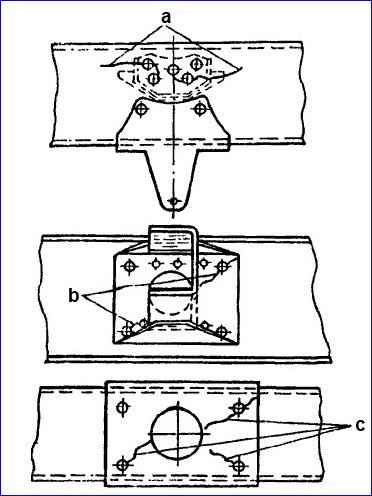
- - №3 кросс-мүше кронштейнін шпатка бекітетін тойтармаларға арналған саңылаулар бойындағы жарықтар ((b) сурет);
- - артқы крест элементіндегі тартқышты бекіту болттарына арналған саңылаулар бойындағы жарықтар ((c) сурет);
- - шаршау жарықтары;
- - тойтарма байланыстардың әлсіреуі;
- - жақтаудың геометриясын бұзу
Жақтауды, бүйірлік элементтерді және айқас элементтерді өңдеу
Жақтаудың қисаюы мен бұрмалануын сыртқы тексеру, сонымен қатар сызғышты, сызғышты және рамалық дизайн бойынша шаршы түрінде жасалған әртүрлі шаблондарды пайдалана отырып анықталады
Жақтауды суық күйде гидравликалық домкраттарды немесе қысқыштарды қолдану арқылы түзету керек; ерекше жағдайда түзетуді оправкалар мен тіректерді пайдалана отырып, балғамен жасауға болады.
Тірек массивті болуы керек және өңдеу аймағындағы бетке тығыз орналасуы керек
Жиналған жақтауда ақауды түзету мүмкін болмаса, бөлікті алып тастап, бөлек түзетіңіз
Жарықтары бар штангалар мен көлденең элементтерді жөндеу
Жарықтарды келесі ретпен дәнекерлейміз:
- - жақтау бөліктеріндегі жарықтар бар және дәнекерлеуді қажет ететін жерлер бояудан, кірден, майдан және басқа ластаушы заттардан металл жылтырлығына дейін тазартылады;
- - жарықшақтың көрінетін ұшы 4x үлкейткіш әйнек көмегімен анықталады;
- - біз дәнекерлеуге арналған жиектерді жарықшақтың тереңдігіне дейін және әр жағынан кемінде 20-30 мм жарықшақ ұзындығынан асатын ұзындыққа кесеміз.
Бөлшек металдың толық қалыңдығын жарып өткенде, біз бір жағынан металл сызатының ¾ тереңдігіне дейін кесеміз.
Шеттерінің бойындағы жарықтарды диаметрі 5-6 мм бұрғымен бұрғылаңыз;
Дәнекерленген жиектердің беттері арасындағы алшақтық 0,5 мм-ден аспайды
- - жарықшақты дәнекерлеу. Біз ГОСТ 5264-80 талаптарына сәйкес тігістің пішіндері мен өлшемдерін сақтаймыз. UONI 13/45 немесе 13/55 жабыны бар E46A ГОСТ 9467-75 типті электродтарды пайдаланыңыз.
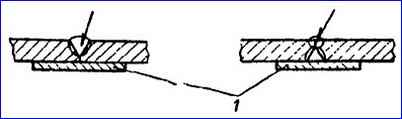
Егер саңылау болса, 1-ші мыс төсемінің екі жағын дәнекерлеңіз (сурет).
Дәнекерлеуден кейін тігісті тазалаймыз, дәнекерлеуден кейінгі тігістің арматурасы 1-1,5 мм болуы керек, арматуралық төсем орнатылған жерде тігісті негізгі металмен шайып тазалаймыз
- - термиялық әсер ететін аймақтарды балғамен ұсақ қабыршақ пайда болғанша нығайтып, FL және GF типті праймермен екі рет жабыңыз;
- - дәнекерлеуге арматуралық төсемді қойыңыз.
Өндіріс үшін пайдаланылатын металдан арматуралық төсемді жасаңыз Жеронов, болат 15ГЮТ ТУ 14-1-2366-73 және 22Г2ТЮ ТУ 14-1-2092-77.
Қабылданбаған КамАЗ жақтауларының бөліктерінен төсемдерді кесіңіз. Контурларды тазалап, орнына мықтап орнатыңыз
Қабаттаудың қалыңдығы жөнделетін бөліктің қалыңдығына тең және әр жағындағы жарықшақтан 20-30 мм ұзын болуы керек.
Қабаттаудың ені әр жағынан кемінде 70-80 мм жарықшақты жабуы керек
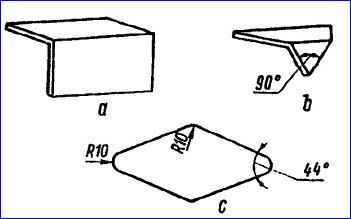
Тік бұрышты (а-сурет), үшбұрышты (б-сурет) және гауһар тәрізді (в-сурет) қабаттасуды пайдаланыңыз
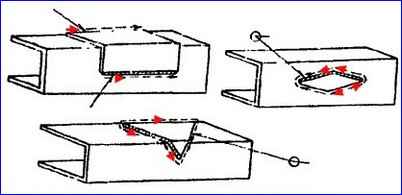
Тік бұрышты арматуралық қабаттардың тігістері тек бойлық болуы керек; үшбұрышты және гауһар тәрізді қабаттар үшін тігістерді тік қабырғадан бастап сөрелерге қарай қабаттасу контуры бойымен жағыңыз (Cурет)
Жөнделетін бөліктің ішінен қабаттасуды орнатыңыз; егер мұндай орнату мүмкін болмаса, қабаттасуды сыртынан орнатуға рұқсат етіледі.
Бөлшектің шетіне дейін созылған жарықшаққа қақпақты орнатқанда, оны металл қалыңдығы бойынша бөліктен ұзын етіп жасаңыз.
Тесіктен бөліктің шетіне дейін созылған жарықшаққа қабаттастыруды орнатқанда, тесіктің шетін 20-30 мм қабаттастырыңыз
Дәнекерлеу жұмыстарын аяқтағаннан кейін тігісті шлактан тазалаңыз
Тойтарма қосылыстарын жөндеу
Тойтарма қосылыстары тексеру және түрту арқылы тексеріледі. Босаған тойтармаларды қолмен кесеміз
Тойтармаларға арналған саңылаулар тесіктің номиналды диаметрінен 1 мм артық тозған болса, мыс төсеміне дәнекерлеп, номиналды өлшемге дейін бұрғылаңыз
Тойтарма диаметрі – 12 мм – номиналды тесік диаметрі 13 мм;
Тойтарма диаметрі – 16 мм – номиналды тесік диаметрі 17 мм.
Тойтармас бұрын бөлшектерді бір-біріне мықтап салыңыз.
Тойтару арқылы ұзартуға жол берілмейді. Рамаларды тойтару үшін диаметрі 12 және 16 мм тойтармаларды пайдаланыңыз
Ұсынылатын тойтарма материалы – болат 08КП ГОСТ 1050-74
Тойтарманың ұзындығы келесі формуламен анықталады: L = a + 1,5 d (мм), мұндағы a - тойтарылған бөлшектердің қаптамасының қалыңдығы (мм); d – тойтарма диаметрі (мм)
Тойтарма тек суық болуы керек
Тойтармалар бастарының шеттерінде бұрмалануларға, жарықтар мен жырттарға жол берілмейді
Тойтармаларды болттармен өздігінен бекітілетін гайкалар мен серіппелі шайбалармен ауыстыруға болады.
Қатылған болт қосылымы болттың гайкадан болттың 2-3 жіпімен шығуын қамтамасыз етуі керек
Жөнделген жақтауға қойылатын талаптар
Бүйірлік элементтердің бір-біріне қатысты бойлық ығысуына жол берілмейді
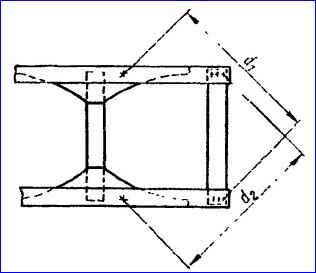
Бүйірлік элементтің төменгі фланеціндегі артқы көлденең элементті бекіту саңылаулары мен тесіктер арасындағы көлденең диагональдардың айырмашылығы (d1 – d2) (сур.) артқы ось үшін буфер үшін 3 мм
артық емес рұқсат етіледі
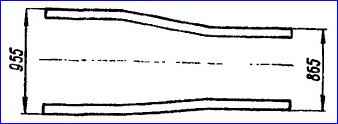
Жақтаудың ені номиналды өлшемнен (сур.) көлденең жолақтардың арасындағы учаскелерде 4 мм-ден, ал тіректер орнатылған жерлерде - 2,5 мм-ге ауытқымауы керек
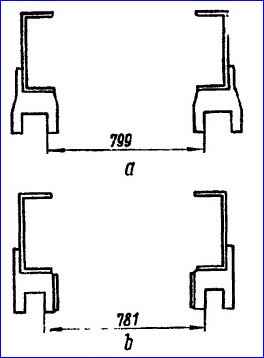
Алдыңғы аспа кронштейндерінің ішкі жақтары арасындағы өлшемдер (сурет) номиналдан 4 мм-ден аспауы керек
Жақтау бөліктерінің қисықтығы 1 м ұзындықта 2 мм-ден аспауы керек; шпагат үшін жалпы қисықтық шпагаттың бүкіл ұзындығы бойынша 6 мм-ден аспауы керек
Алдыңғы суспензияның алдыңғы кронштейндерінде туралау қамтамасыз етілуі керек (диаметрі 40 мм сатылы домалау кронштейндердің бірінің екі тесігінен және диаметрі 39 мм екінші кронштейннің екі тесігінен өтуі керек. сол уақытта).
Дәнекерленген жіктерде бағытталған металда жарықтар, саңылаулар, қуыстар және негізгі металда астыңғы кесулер болмауы керек.
Бекіткіш түйіспелер оның осіне қатысты тойтарма діңінің диаметрінен кемінде 1,5 есе радиуста қосылған бөліктердің беттерінің тығыз орналасуын қамтамасыз етуі керек; 0,1 мм зонд жалғанған бөліктер арасында өтпеуі керек
Жөндеуден кейін жақтау жөнделді FL типті топырақпен қазыңыз.
Тіркеу құрылғысын жөндеу
Тіркеу жолағын жөндеу кезінде сүйреу ілгегінің осьтік жүрісін реттеу үшін гайканы 2 пайдалана алмайсыз, өйткені гайканы тарту және бұрап алу ілмектің осьтік жүрісін арттыруға әкеледі.
Егер ілмектің осьтік қозғалысы орын алса, сүйреу құрылғысын бөлшектеп, қажет болса, фланецтерді түзетіп, тозған бөлшектерді ауыстыру керек.
Егер серпімді элементтің шөгуі орын алса, фланецтер мен серпімді элемент арасына қосымша сақиналы тығыздағыштарды орнатыңыз, гайканы 2 қатайтыңыз, оны қатайтыңыз және қақпақты 1 орнына қойыңыз.
Егер ілмек аузының өлшемі 55 мм-ден үлкен болса, ілгекті ауыстырыңыз.
Құрылғыны құрастырған кезде, гайканы 2 фланецке толығымен бұрап, қосымша айналдыру моментін қолданбай бұраңыз, содан кейін гайкадағы саңылауларды сүйреу ілгегінің соңындағы саңылаумен туралаңыз және ілмек түйреуішті орнатыңыз
Тесіктерді біріктіру кезінде 0,5 мм-ге дейінгі осьтік қозғалысқа рұқсат етіледі.
Тіркеме ілгегінің беті тегіс және тегіс болуы керек.
Егер тозған топса металды дәнекерлеу арқылы жөнделсе, геометриялық дұрыс пішін беру үшін топсаны мұқият тазалаңыз, әйтпесе топса сүйреу ілгегінің иегіне кептеліп қалуы және жол пойызын бұру кезінде жақ сынуы мүмкін.
Диаметрі 43,9 мм-ден асатын шыбықтан жасалған муфта ілмегі бар диаметрі 48 мм саңылаумен тартқышты басқаруға рұқсат етілмейді.
")

")
")
")
")
")
")
")