Для складання двигуна, так само як і для його розбирання, блок циліндрів двигуна у зборі з картером зчеплення закріплюють на стенді (див. рис. 1)
Всі деталі двигуна перед складанням підбирають за розмірами, ретельно промивають, продують стисненим повітрям та протирають чистими серветками
Всі різьбові з'єднання (шпильки, пробки, штуцера тощо), якщо вони викручувалися при розбиранні або були замінені, необхідно ставити на сурику або свинцевих білилах, розведених натуральною оліфою.
Нероз'ємні з'єднання (заглушки блоку та головок циліндрів) ставлять на нітролаку.
До встановлення на ремонтований двигун не допускаються:
- - шплінти та шплінтувальний дріт, що були у використанні;
- - пружинні шайби, що втратили пружність;
- - болти і шпильки з різьбленням;
- - гайки та болти зі зношеними гранями;
- - деталі, що мають на різьбленні більше двох вибоїн або вм'ятин або зірвані нитки різьблення;
- - пошкоджені прокладки.
Збирають двигун у порядку, зворотному розбиранні.
Підготовку деталей для збирання двигуна можна переглянути у статті - Підготовка вузлів та деталей для збирання двигуна ЗМЗ-53
Нижче наведено окремі рекомендації та додаткові вимоги щодо збирання двигуна.
При заміні гільз циліндрів перед установкою гільзу підбирають по гнізду в блоці циліндрів.
Гільзи підбирають за допомогою точної металевої лінійки та набору щупів таким чином:
- гільза, встановлена на своє місце в блоці циліндрів без ущільнювальних прокладок, повинна потопати щодо привалки блока циліндрів.
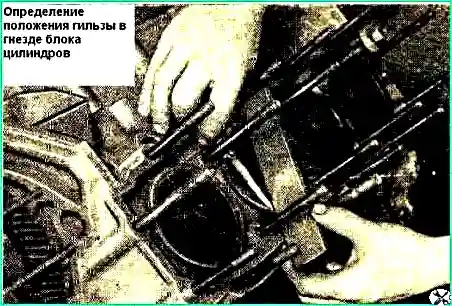
Лінійку встановлюють на привалочну поверхню, а щуп вводять у зазор між лінійкою та торцем гільзи (рис. 2).
Товщину прокладки вибирають таким чином, щоб після встановлення гільзи з прокладкою було забезпечено підвищення її над поверхнею блоку циліндрів у межах 0,02—0,09 мм.
Прокладки ущільнювачів випускають різної товщини:
- 0,3; 0,2; 0,15 та 0,1 мм. Залежно від зазору на гільзу циліндра надягають ту чи іншу прокладку, іноді необхідну величину одержують набором прокладок різної товщини.
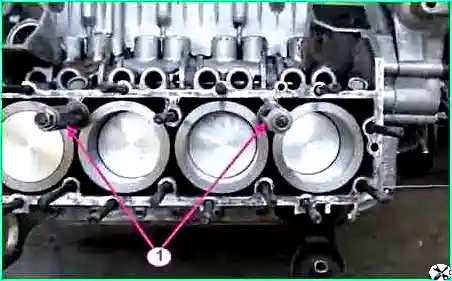
Після встановлення в блок циліндрів гільзи закріплюють втулками-затискачами (див. рис. 3).
В якості заднього сальника на двигунах застосовують азбестовий шнур, просочений масляно-графітовою сумішшю.
У гнізда блоку циліндрів та сальникоутримувача укладають шнур довжиною 140 мм.
За допомогою пристрою шнур опресовують у своїх гніздах легкими ударами молотка, як зазначено на рис. 4.
Не знімаючи пристрої, підрізають кінці шнура врівень з площиною роз'єму сальникоутримувача.
Зріз повинен бути рівним, розшматування кінців і нерівний зріз не допускаються.

При складанні колінчастого валу з маховиком і зчепленням дотримуються таких вимог.
Гайки кріплення маховика затягують, забезпечуючи момент 7,6—8,3 кгм.
Під час складання зчеплення ведений диск встановлюють демпфером до натискного диска і центрують по підшипнику колінчастого валу (в якості оправки може бути використаний провідний вал коробки передач).
Мітки «О», вибиті на кожусі натискного диска та маховика біля одного з отворів для болтів кріплення кожуха, необхідно поєднати.
Колінчастий вал у зборі з маховиком та зчепленням мають бути динамічно збалансовані. Допустимий дисбаланс 70 Гсм.
При балансуванні знімають зайву масу з важкого боку висвердлюванням металу маховика на відстані 6 мм від зубчастого вінця свердлом діаметром 8 мм на глибину не більше 10 мм.
Якщо дисбаланс зібраного валу перевищує 180 Гсм, вал розбирають та балансують кожну деталь окремо.
Дисбаланс маховика не повинен перевищувати 35 Гсм;
дисбаланс натискного диска в зборі з кожухом - 36 Гсм;
Дисбаланс веденого диска - 18 Гсм.
Складання колінчастого валу дивимося статтю - Складання колінчастого валу з маховиком і зчепленням і встановлення його в блок циліндрів
Кришки корінних підшипників встановлюють так, щоб фіксуючі виступи вкладишів знаходилися з одного боку, а номери або мітки, вибиті на кришках, відповідали номерам ліжок.
Під час встановлення передньої кришки необхідно стежити, щоб фіксуючий вусик задньої шайби завзятого підшипника увійшов у паз кришки, і щоб не утворювалося сходинки між торцем кришки і торцем блоку циліндрів.
Гайки кріплення кришок корінних підшипників затягнути (момент 11—12 кГм).
Після затягування та шплінтівки гайок кришок корінних підшипників колінчастий вал повинен легко обертатися від невеликих зусиль.
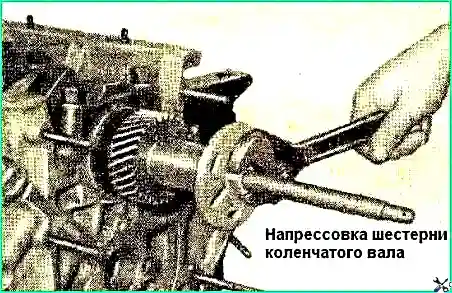
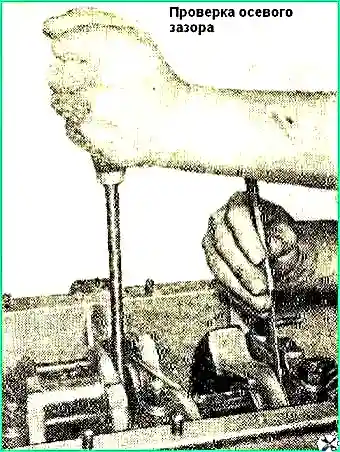
Після напресовування шестерні колінчастого валу (рис. 5) за допомогою знімача і завзятої втулки перевірити осьовий зазор колінчастого валу, для чого віджати колінчастий вал до заднього кінця двигуна і за допомогою щупа визначити зазор між торцем задньої шайби упорного підшипника і шийки колінчастого валу (рис. 6).
Зазор повинен бути в межах 0,075 - 0,175 мм.
При складанні деталей шатунно-поршневої групи необхідно дотримуватися таких вимог.
Поршневі пальці підбирають до шатунів так, щоб при кімнатній температурі (+18° С) злегка змащений палець плавно переміщався в отворі шатуна під легким зусиллям великого пальця руки.
Перед збиранням поршні нагрівають у гарячій воді до +70°С.
Запресування пальця в холодний поршень не допускається, оскільки це може призвести до псування поверхонь отворів бобишок поршня, а також до деформації самого поршня.
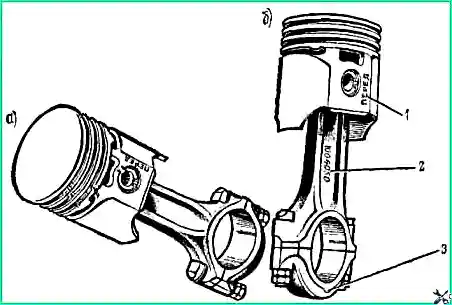
Шатуни та поршні при зборі орієнтують наступним чином: для поршнів першого, другого, третього та четвертого циліндрів напис на поршні «перед» і номер, виштампований на стрижні шатуна, повинні бути спрямовані в протилежні сторони, а для поршнів п'ятого, шостого, сьомого та восьмого циліндрів — в один бік (рис. 7).
Стопорні кільця поршневого пальця встановлюють у канавки бобишок поршня так, щоб відгин вусика був спрямований назовні.
Поршневі кільця підбирають за гільзами, в яких вони працюватимуть.
Зазор, заміряний у стику кільця, покладеного в гільзу, повинен бути в межах 0,3—0,5 мм для компресійних та маслознімних кілець.
У верхню поршневу канавку встановлюють хромоване, а в другу — луджене компресійне кільце виточкою на внутрішній стороні до днища.
Перед установкою в гільзи циліндрів стики поршневих кілець розташувати під кутом в 120° один до одного, а на шатунні болти слід надіти захисні латунні ковпачки, щоб уникнути випадкового псування поверхні шатунних шийок.
Під час встановлення поршнів у гільзи циліндрів слідкувати за тим, щоб напис на поршні «перед» був направлений до переднього торця блоку циліндрів.
Гайки болтів шатуна затягнути (момент 6,8 - 7,5 кгм) і законтрувати.
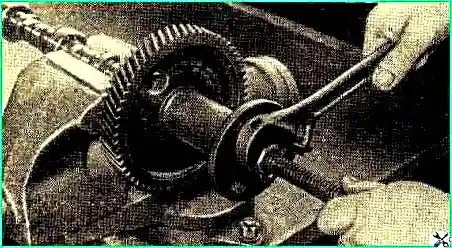
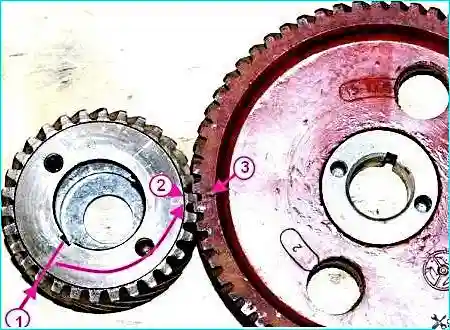
Після запресування шестерні на розподільчий вал (рис. 8) перевірити щупом осьовий зазор між упорним фланцем і торцем шестерні розподільчого валу. Зазор має бути в межах 0,08 - 0,2 мм.
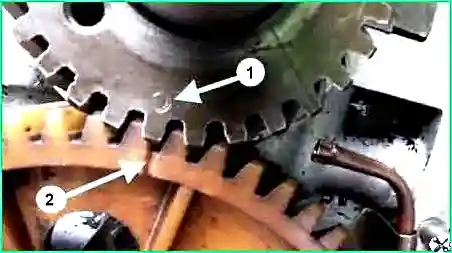
При зачепленні шестерень газорозподілу зуб шестерні колінчастого валу з міткою «О» повиненн увійти у западину зубів шестерні розподільчого валу, позначену ризиком.
Шестірні замінювати комплектно, тому що їх підбирають на заводі по бічному зазору та шуму при роботі.
Бічний зазор у зачепленні має бути в межах 0,03—0,08 мм.
Щоб не помилитися при складанні та встановленні шестерень потрібно враховувати, що мітка на шестірні колінчастого валу знаходиться на 12-му зубі, рахуючи від зуба навпроти прорізу під шпонку проти годинникової стрілки (рисунок 11).
Під час встановлення на блок циліндрів кришку розподільних шестерень сцентрувати по передньому кінці колінчастого валу за допомогою конусної оправки для запобігання передньому сальнику колінчастого валу від роботи однією стороною.
Вдягнути на передній кінець колінчастого валу конусну довідку та притиснути нею кришку розподільних шестерень до блоку циліндрів за допомогою храповика, після чого затягнути гайки кріплення кришки.
Ущільнювальну прокладку трубки маслоприймача слід укласти в гніздо в блоці циліндрів, а не надягати на трубку.
Перед встановленням на двигун масляний насос заповнюють маслом.
При збиранні головки циліндрів стрижні нових клапанів обмазують сумішшю, що складається з семи частин колоїдно-графітового препарату та трьох частин авіаційного масла.
Осі коромисел збирають таким чином, щоб отвори під шпильки кріплення в осі та стійках були зміщені в протилежний бік від регулювальних болтів коромисел.
Гайки кріплення впускного трубопроводу затягують з помірним зусиллям, оскільки гумові прокладки не можуть обмежити затягування до упору і при перетяжці гайок можливе роздавлювання гумових прокладок.
Привід переривника-розподільника необхідно встановлювати в такій послідовності.
Встановити поршень 1-го циліндра у положення верхньої мертвої точки (в.м.т.) у такті стиснення.
Вставити привід переривника-розподільника в отвір у блоці циліндрів так, щоб проріз у валику приводу був спрямований уздовж осі двигуна і зміщений вліво, рахуючи по ходу автомобіля.
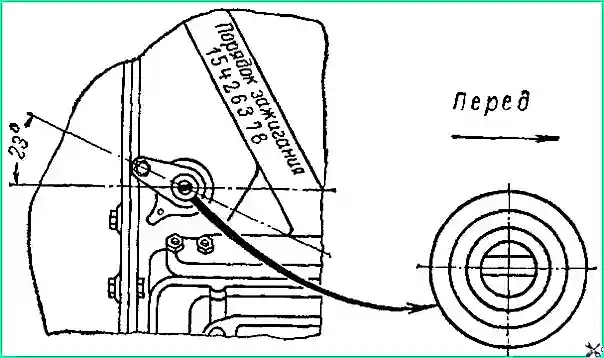
Закріпити корпус приводу тримачем і гайкою так, щоб кронштейн з різьбовим отвором для кріплення переривника-розподільника був направлений назад, і повернений на кут 23 ліворуч від поздовжньої осі двигуна, як показано на рис. 10.
Перед встановленням переривника-розподільника на двигун слід перевіряти зазор у контактах переривника і, якщо необхідно, відрегулювати його.
Зазор у контактах повинен бути в межах 0,3—0,4 мм.
Гайками октан-коректора повернути корпус переривника-розподільника так, щоб стрілка встановилася на нульовий поділ шкали.
Повернути ротор розподільника так, щоб він був звернений у бік клеми першого циліндра.
Клема першого циліндра на кришці розподільника запалювання позначена цифрою «1».
Вдягти кришку розподільника з проводами та приєднати останні до свічок запалювання в порядку роботи циліндрів двигуна (1-5-4-2-6-3-7-8). Порядок запалення відлито на впускному трубопроводі двигуна.