Қозғалтқышты құрастыру, сондай-ақ оны бөлшектеу үшін ілініс корпусымен жинақталған қозғалтқыш цилиндрінің блогы тірекке бекітілген (1-суретті қараңыз)
Құрастыру алдында қозғалтқыштың барлық бөліктері өлшеміне сәйкес таңдалады, мұқият жуылады, сығылған ауамен үрленеді және таза майлықтармен сүртіледі
Барлық бұрандалы қосылымдар (шпилькалар, тығындар, фитингтер және т.б.), егер олар бөлшектеу кезінде алынып тасталса немесе ауыстырылса, қызыл қорғасынмен немесе табиғи кептіру майымен сұйылтылған ақ қорғасынмен орнатылуы керек.
Тұрақты қосылымдар (блок тығындары және цилиндр басы) нитро лак көмегімен орнатылады.
Төмендегілерді жөнделетін қозғалтқышқа орнатуға рұқсат етілмейді:
- - пайдаланылған ілгек және шұңқыр сым;
- - серпімділігін жоғалтқан серіппелі шайбалар;
- - ұзартылған жіптері бар болттар мен шпилькалар;
- - жиектері тозған гайкалар мен болттар;
- - жіпте немесе үзілген жіптерде екіден көп ойықтары немесе ойықтары бар бөліктер;
- - зақымдалған тығыздағыштар.
Қозғалтқышты бөлшектеуге кері ретпен жинаңыз.
Қозғалтқышты құрастыру үшін бөлшектерді дайындау - ZMZ-53 қозғалтқышын құрастыру үшін бөлшектер мен бөлшектерді дайындау
мақаласынан табуға болады.
Төменде қозғалтқышты құрастыруға арналған арнайы ұсыныстар мен қосымша талаптар берілген.
Цилиндр төсемдерін ауыстырған кезде орнату алдында лайнер цилиндрлер блогындағы розеткаға сәйкес таңдалады.
Жеңдер дәл металл сызғыш пен сызғыш өлшегіштер жинағы арқылы келесідей таңдалады:
- тығыздағыштары жоқ цилиндрлер блогындағы орнына орнатылған лайнер цилиндрлер блогының түйісетін бетіне қатысты ойық болуы керек.
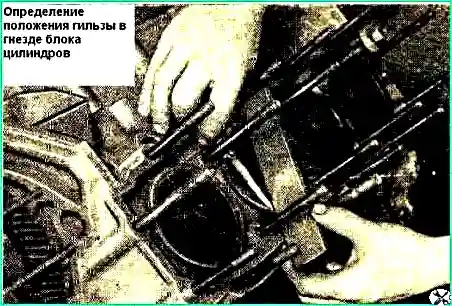
Сызғыш түйісетін бетке қойылады, ал зонд сызғыш пен лайнердің соңы арасындағы саңылауға енгізіледі (Cурет 2).
Тығыздауыштың қалыңдығы лайнерді тығыздағышпен орнатқаннан кейін оның цилиндрлер блогының бетінен 0,02-0,09 мм шегінде көтерілуі қамтамасыз етілетіндей етіп таңдалады.
Тығыздағыш тығыздағыштар әртүрлі қалыңдықта болады:
- 0,3; 0,2; 0,15 және 0,1 мм. Алшақтыққа байланысты цилиндр төсеміне сол немесе басқа тығыздағыш қойылады, кейде қажетті мән әртүрлі қалыңдықтағы тығыздағыштар жиынтығымен алынады.
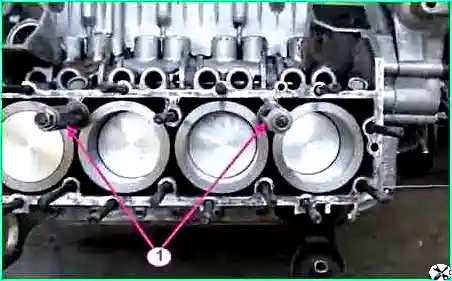
Цилиндрлер блогына орнатқаннан кейін төсемдер қысқыш төлкелермен бекітіледі (3-суретті қараңыз).
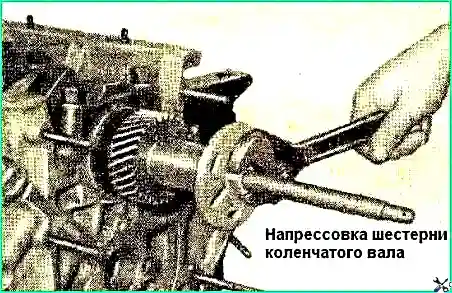
Мұнай-графит қоспасымен сіңдірілген асбест сымы қозғалтқыштарда артқы май тығыздағыш ретінде пайдаланылады.
Ұзындығы 140 мм сым цилиндрлер блогы мен май тығыздағыш ұстағышының розеткаларына салынған.
Құрылғыны пайдалана отырып, сым балғаның жеңіл соққыларымен розеткаларына суретте көрсетілгендей басылады. 4.
Құрылғыны шығармай, сымның ұштарын без ұстағыш қосқышының жазықтығымен бірдей етіп кесіңіз.
Кесу тегіс болуы керек; ұштарының тозуына және біркелкі емес кесуге жол берілмейді.

Иінді білікті маховикпен және ілінісумен құрастырған кезде келесі талаптарды сақтаңыз.
Маховикті бекіту гайкалары тартылып, 7,6-8,3 кгм айналу моментін қамтамасыз етеді.
Муфтаны құрастыру кезінде жетек дискі қысым дискіне демпфермен орнатылады және иінді біліктің мойынтіректерінің ортасына орналастырылады (беріліс қорабының жетек білігі оправка ретінде пайдаланылуы мүмкін).
Қорпақты бекіту болттарына арналған тесіктердің бірінің жанындағы қысым тақтасы мен маховик корпусында мөрленген «O» белгілері туралануы керек.
Иінді білік, маховик және ілініс жинағы динамикалық теңгерімде болуы керек. Рұқсат етілген теңгерімсіздік 70 Гсм.
Теңестіру кезінде диаметрі 8 мм бұрғымен 6 мм қашықтықта маховик металын 10 мм-ден аспайтын тереңдікке дейін бұрғылау арқылы ауыр жағынан артық массаны алып тастаңыз.
Егер жиналған біліктің теңгерімсіздігі 180 Гсм-ден асса, білік бөлшектеледі және әрбір бөлік бөлек теңгеріледі.
Маховик тепе-теңдігі 35 Гсм-ден аспауы керек;
қаптамамен қысым пластинасының жинағының теңгерімсіздігі - 36 Гсм;
Жетектегі дискінің теңгерімсіздігі — 18 Гсм.
Иінді білікті құрастыру үшін мақаланы қараңыз - Иінді білікті маховикпен және муфтамен құрастыру және оны цилиндрлер блогына орнату
Негізгі мойынтіректердің қақпақтары төсеніштердің бекіткіш құлақшалары бір жағында, ал қақпақтарда мөрленген сандар немесе белгілер төсек нөмірлеріне сәйкес келетіндей етіп орнатылады.
Алдыңғы қақпақты орнатқан кезде, артқы тіреуіш шайбасының бекітетін штангасының қақпақ ойығына сәйкес келуін және қақпақтың соңы мен цилиндрлер блогының соңы арасында қадамдардың болмауын қамтамасыз ету керек.
Негізгі мойынтіректердің қақпақтарын бекітетін гайкаларды қатайтыңыз (крутящий момент 11-12 кгм).
Негізгі мойынтірек қақпағының гайкаларын қатайтқаннан кейін, иінді білік аз күш жұмсап оңай айналуы керек.
Иінді біліктің берілісін басқаннан кейін (5-сурет), тартқыш пен тартқыш втулканы пайдаланып, иінді біліктің осьтік саңылауын тексеріңіз, бұл үшін иінді білікті қозғалтқыштың артқы жағына басыңыз және сезгіш өлшегіш арқылы , артқы мойынтірек шайбасының соңы мен алдыңғы негізгі иінді білік журналдарының соңы арасындағы алшақтықты анықтаңыз (Cурет 6).
Аралық 0,075 - 0,175 мм аралығында болуы керек.
Шатунның және поршеньдік топтың бөліктерін құрастыру кезінде келесі талаптарды сақтау керек.
Поршеньдік түйреуіштер шатундарға бөлме температурасында (+18° C) аздап майланған түйреуіш бас бармақтың жеңіл қысымымен шатун саңылауында біркелкі қозғалатындай етіп таңдалады.
Құрастыру алдында поршеньдер ыстық суда +70° C дейін қызады.
Суық поршеньге түйреуішті басуға рұқсат етілмейді, себебі бұл поршень басы саңылауларының беттерінің зақымдалуына, сондай-ақ поршеньдің деформациясына әкелуі мүмкін.
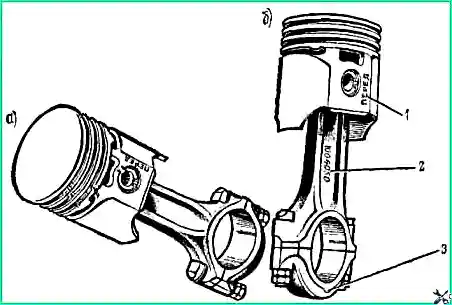
Шатундар мен поршеньдер жинақтау кезінде келесідей бағытталады: бірінші, екінші, үшінші және төртінші цилиндрлердің поршеньдері үшін поршеньдегі «алдыңғы жағында» деген жазу және жалғастырғышта мөр басылған нөмір. штоктың өзекшелері қарама-қарсы бағытта, ал бесінші, алтыншы, жетінші және сегізінші цилиндрлердің поршеньдері үшін - бір бағытта бағытталуы керек (7-сурет).
Поршеньді бекітетін сақиналар поршень өстерінің ойықтарына иілісі сыртқа қарай бағытталған етіп орнатылады.
Поршеньдік сақиналар олар жұмыс істейтін лайнерлерге сәйкес таңдалады.
Сығымдаушы және май қырғыш сақиналар үшін гильзаға салынған сақинаның түйіскен жерінде өлшенген саңылау 0,3-0,5 мм диапазонында болуы керек.
Үстіңгі поршеньді ойыққа хромдалған қысу сақинасы, ал екінші ойыққа қаңылтырмен қапталған қысу сақинасы ішкі жағынан төменгі жағына қарай ойық орнатылған.
Цилиндр төсемдеріне орнатпас бұрын, поршеньдік сақиналардың түйіспелері бір-біріне 120° бұрышта орналасуы керек, ал сақинаның бетіне кездейсоқ зақымдануды болдырмау үшін шатун болттарына қорғаныш жезден жасалған қақпақтарды қою керек. шатун журналдары.
Поршеньдерді цилиндр төсеніштеріне орнатқанда, поршеньдегі "алдыңғы" жазу цилиндрлер блогының алдыңғы жағына бағытталғанын тексеріңіз.
Шатун болтының гайкаларын қатайтыңыз (крутящий момент 6,8 - 7,5 кгм) және бекітіңіз.
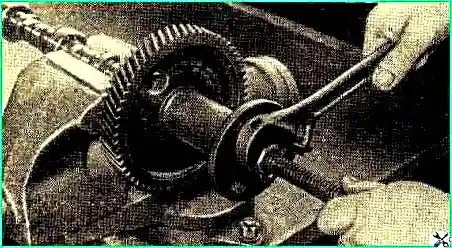
Тісті таратқыш білікке басқаннан кейін (Cурет 8), тартқыш фланец пен таратқыш білік тетігінің соңы арасындағы осьтік саңылауды тексеру үшін сызғышты пайдаланыңыз. Саңылау 0,08 - 0,2 мм аралығында болуы керек.
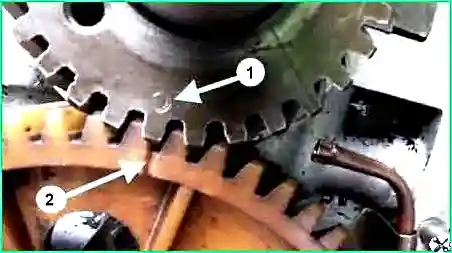
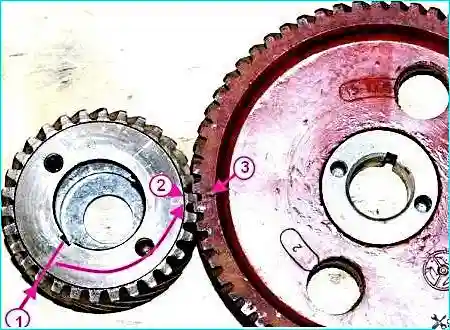
Уақытша берілістері қосылған кезде, «O» белгісі бар иінді біліктің тісті тістері n белгісімен белгіленген таратқыш білік тістерінің қуысына кіріңіз.
Тісті берілістерді жиынтық ретінде ауыстырыңыз, өйткені олар зауытта бүйірлік саңылау мен жұмыс кезінде шуыл негізінде таңдалады.
Бүйірлік саңылау 0,03-0,08 мм аралығында болуы керек.
Тісті доңғалақтарды құрастыру және орнату кезінде қателеспеу үшін иінді біліктің берілісіндегі белгі сағат тіліне қарсы кілтке арналған саңылауға қарама-қарсы тістен бастап санағанда 12-ші тісте орналасқанын ескеру қажет (сурет). 11).
Цилиндр блогына орнатқан кезде, иінді біліктің алдыңғы май тығыздағышының бір жағынан жұмыс істеуіне жол бермеу үшін иінді біліктің алдыңғы жағындағы уақыт берілісінің қақпағын конустық оправка арқылы ортаға қойыңыз.
Иінді біліктің алдыңғы жағына конустық сілтемені орнатыңыз және ысырманы пайдаланып уақыт берілісінің қақпағын цилиндр блогына қарсы басыңыз, содан кейін қақпақты бекітетін гайкаларды қатайтыңыз.
Май жинағыш түтіктің тығыздағыш тығыздағышын түтікке салмай, цилиндр блогындағы розеткаға салу керек.
Қозғалтқышқа орнату алдында май сорғысына май құйылады.
Цилиндр қақпақтарын құрастыру кезінде клапанның жаңа өзектері коллоидты графит препаратының жеті бөлігінен және авиациялық майдың үш бөлігінен тұратын қоспамен қапталған.
Рекерлердің осьтері осьтегі және тіректердегі бекіту шпилькаларына арналған саңылаулар рокер тұтқасының реттегіш болттарына қарама-қарсы бағытта жылжыйтындай етіп жиналған.
Алу коллекторын бекіту гайкалары орташа күшпен тартылады, өйткені резеңке тығыздағыштар қатайтуды аяғына дейін шектей алмайды және гайкалар тартылған кезде резеңке тығыздағыштар жаншылып қалуы мүмкін.
Ажыратқыш-таратқыш диск осы ретпен орнатылуы керек.
1-цилиндрдің поршенін қысу инсультіндегі жоғарғы өлі нүктеге (TDC) орнатыңыз.
Ажыратқыш-таратқыш жетегін цилиндрлер блогындағы тесікке жетек білігінің ұясы қозғалтқыш осі бойымен бағытталып, көлік қозғалған сайын солға жылжыйтындай етіп салыңыз.
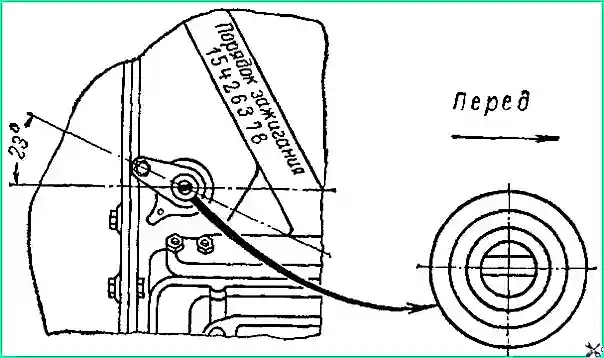
Дистрибьюторды бекітуге арналған бұрандалы тесігі бар кронштейн артқа бағытталған және қозғалтқыштың бойлық осінен солға 23˚ бұрышпен бұрылатындай етіп жетек корпусын ұстағыш пен гайкамен бекітіңіз. суретте көрсетілген. 10.
Дистрибьютор-ажыратқышты қозғалтқышқа орнатпас бұрын, ажыратқыш контактілеріндегі саңылауларды тексеріп, қажет болса, оны реттеңіз.
Контактілердегі саңылау 0,3-0,4 мм аралығында болуы керек.
Октанды түзеткіш гайкаларды сөндіргіш-таратқыштың корпусын көрсеткі нөлдік шкала бөлімін көрсететіндей бұру үшін пайдаланыңыз.
Дистрибьютор роторын бірінші цилиндрдің терминалына қарататын етіп бұраңыз.
Отандырғыш таратқыш қақпағындағы бірінші цилиндрдің терминалы «1» санымен белгіленген.
Дистрибьютор қақпағын сымдармен орналастырыңыз және соңғысын қозғалтқыш цилиндрлерінің жұмыс істеу тәртібімен (1-5-4-2-6-3-7-8) оталдыру шамдарына қосыңыз. Тұтану реті қозғалтқыштың сору коллекторында көрсетілген.
")

")
")
")
")
")
")
")