Desmontaje e instalación de la culata ZMZ-402 del GAZ-3110
La culata se puede quitar con el tubo de admisión y el colector de escape. Si se retira la culata de un motor instalado en un automóvil, primero se deben realizar las siguientes operaciones:
- drenar el líquido del sistema de refrigeración;

- quitar el filtro de aire del carburador;

- desconectar las mangueras del termostato;


- - desconectar el cable del sensor de temperatura del refrigerante;
- - desconectar los cables del microinterruptor del carburador;
- - desconectar la varilla del estrangulador y la varilla del acelerador del carburador;
- - desconectar la manguera de drenaje de combustible del carburador;
- - desconectar las mangueras de la electroválvula EPHH instalada en el panel frontal;
- - desconectar el tubo de vacío del servofreno del racor situado en el tubo de admisión;

- desconectar el tubo de salida del calentador del racor situado en la tapa trasera de la culata o del grifo del calentador
Entonces el procedimiento para retirar la culata de un motor desmontado de un coche y de uno instalado en un coche es el mismo.
Retirar las puntas con cables de las bujías y desenroscar las bujías 1. Desconectar la manguera 3 del filtro fino de combustible.
Desconectar la manguera de vacío 2 del corrector de vacío del distribuidor de encendido del carburador.

Desconectar la manguera 3 de ventilación del cárter del tubo de la tapa de balancines.
Desatornille los seis tornillos 1 y retire la tapa del balancín 2 junto con la junta.

Desatornille las tuercas 1 y retire el eje 2 con los conjuntos de puntales y balancines de válvulas. Retire las 4 varillas del elevador de válvulas.
Desatornille las tuercas 3 y retire la cabeza del bloque 5 y la junta de la culata.
No se recomienda introducir un destornillador o cualquier otra herramienta entre la culata y el bloque de cilindros, ya que esto puede dañar la superficie de la culata adyacente al bloque o la superficie del bloque de cilindros.
Asegure las camisas de los cilindros colocando arandelas anchas en los pernos de montaje del cabezal de modo que se superpongan a las camisas adyacentes.
Luego coloque secciones adecuadas de tubos en los espárragos y apriételos con las tuercas que sujetan la cabeza del bloque.
Desmontaje de la culata

Desatornille las tuercas 1 y retire la carcasa del termostato 2 con el conjunto de la cubierta.

Desatornille las seis tuercas 1 y retire el tubo de admisión 2 con el colector de escape 3 del 1º y 4º cilindro

Desatornillar la tuerca 1 y retirar el colector de escape 2 de los cilindros 2 y 3 de la culata

Desatornille los tornillos 1 y retire la tapa 2 con la junta del extremo trasero de la culata.

Marca las válvulas con el número de cilindro para que al montar la culata puedas instalarlas en su lugar.
Instale un dispositivo especial para comprimir los resortes de válvula en la culata.

Comprima los resortes de las válvulas con una herramienta y retire las tuercas de las válvulas 1. Luego, aflojando gradualmente la presión sobre el mango del dispositivo, suelte completamente los resortes de la válvula.
Retire el dispositivo del cabezal del bloque. Retire los resortes de válvula 3 con el retenedor de resorte 2.
Gire la culata y retire la válvula del lado de la cámara de combustión.
Retire los sellos de aceite 1 de las guías de válvula y las placas de soporte 2 de los resortes de válvula
Retirar las chavetas 1 y quitar del eje 5 los balancines del puntal del eje 3, los balancines 2 de las válvulas y el resorte espaciador 4.
Hay casos en los que la culata está mal separada del bloque. Esto suele ocurrir debido a la oxidación de la cabeza de aluminio en el lugar donde se unen los pernos.
En este caso, debe utilizar queroseno o ácido acético.
Vierta en el espacio entre los montantes y el cuerpo y espere un rato.
Luego, meciendo, utilizando las herramientas de montaje, intente separar y empujar hacia atrás para mover la cabeza.
Nunca debes empujar destornilladores u otras herramientas entre el bloque y la cabeza, ya que esto puede dañar la cabeza.
También puedes ver el artículo sobre cómo retirar la culata - “Sustitución de la junta de culata”
Inspección de piezas de culata
- 1. Después de desmontar la culata, lave todas las piezas con gasolina, límpielas y séquelas. Limpiar las cámaras de combustión de los depósitos de carbón.
- 2. Inspeccione la cabeza del bloque. Si hay grietas en los puentes entre los asientos de las válvulas o en las paredes de las cámaras de combustión, o signos de quemado, reemplace la culata.
- 3. Usando una regla de metal y galgas de espesores, verifique si la planitud de la superficie de la cabeza adyacente al bloque está rota.
Para hacer esto, coloque la regla con su borde en la superficie de la cabeza, en el medio a lo largo y luego a lo ancho, y use galgas de espesores para medir el espacio entre el plano de la cabeza y la regla. Si el espacio supera los 0,1 mm, reemplace el cabezal.
- 4. Inspeccionar las válvulas. Si se detectan grietas, deformación de la cabeza de la válvula, quemado o deformación del vástago en la cara de trabajo de la válvula, reemplace la válvula. Las pequeñas marcas y rayones en la cara de trabajo de la válvula se pueden eliminar lapeando.
- 5. Verificar el estado de los resortes de las válvulas. Reemplace los resortes doblados, rotos o agrietados.
- 6. Comprobar el estado de los asientos de las válvulas. En los chaflanes de trabajo de los asientos no deben existir signos de desgaste, agujeros, corrosión, etc. Los daños menores (pequeñas marcas, rayones, etc.) se pueden eliminar rectificando las válvulas.
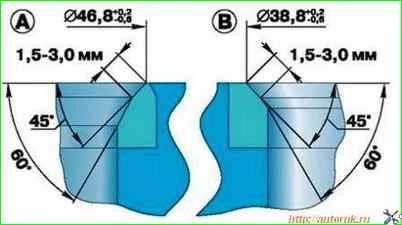
Los defectos más importantes se eliminan mediante esmerilado. Al rectificar, mantenga las dimensiones del asiento indicadas en la figura.
Después del pulido, verifique el descentramiento del chaflán del asiento en relación con el orificio en la guía de la válvula; el descentramiento máximo permitido es de 0,05 mm.
Después de pulir los asientos, pulir las válvulas. Luego limpie a fondo el cabezal del bloque y sople con aire comprimido para que no queden partículas abrasivas en los canales cerrados por las válvulas y en las cámaras de combustión.
Compruebe el espacio entre los casquillos guía y las válvulas. La holgura se calcula como la diferencia entre el diámetro del orificio del casquillo y el diámetro del vástago de la válvula.
El espacio máximo permitido es de 0,25 mm. Si el espacio excede el valor especificado, se deben reemplazar la válvula y el manguito guía.
El casquillo viejo se extrae mediante un mandril desde el lateral de la cámara de combustión.
Antes de la instalación, los casquillos nuevos deben enfriarse en dióxido de carbono (“hielo seco”) y el cabezal del bloque debe calentarse a 160 - 175 °C.
Luego inserte el casquillo en la culata de modo que sobresalga 20 mm del lado del resorte de la válvula por encima de la culata.
El casquillo debe introducirse en el cabezal libremente o con poca fuerza.
Después de la instalación, expanda el orificio del casquillo hasta un diámetro de 9,0+0,022 mm. Luego esmerile el asiento de la válvula, centrando la herramienta en el orificio del casquillo.
Puede comprobar si hay grietas en la cabeza del bloque de la siguiente manera. Conecte una manguera de aire comprimido a uno de los orificios de la camisa de enfriamiento.
Tape todos los agujeros Estoy en la cabeza del bloque con tapones de madera. Sumerja el cabezal en un baño de agua y aplique aire comprimido a una presión de 1,5 atm.
Surgirán burbujas de aire donde se formen grietas.
Limpiar con alambre y soplar con aire comprimido los orificios del eje de balancines, de los balancines y de los tornillos de ajuste. Comprobar el apriete de los casquillos de los balancines.
Si el casquillo no encaja bien es necesario sustituirlo, ya que durante el funcionamiento del motor puede girar y bloquear el orificio de suministro de aceite a la varilla de empuje.
Montaje de la culata del motor
Monte el cabezal del bloque en el orden inverso al desmontaje. Antes de la instalación, lubrique los sellos de aceite, los vástagos de válvulas y los ejes de balancines de válvulas con aceite de motor.
Instale las válvulas de acuerdo con las marcas realizadas durante el desmontaje.
Instalar la junta de la carcasa del termostato y la junta de la tapa trasera del cabezal del bloque con un sellador tipo Hermesil.
Al instalar la culata, se recomienda reemplazar la junta de la culata.
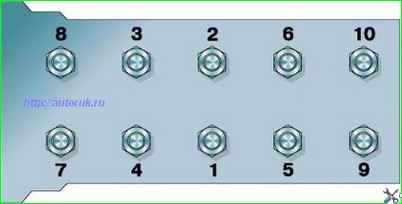
La culata se instala en el orden inverso al desmontaje. El procedimiento para apretar los tornillos de la culata se muestra en la Fig.
Secuencia de apriete de los tornillos de culata.
Par de apriete 83–90 Nm (8,3–9,0 kgf m). Después de instalar la culata, ajuste las holguras en el accionamiento de la válvula.
Instalación de la culata
Instale el cabezal del bloque en el orden inverso al de extracción.
Apriete los pernos de montaje de la culata en dos etapas:
- Primera etapa: 40–60 Nm (4,0–6,0 kgcm);
- Segunda etapa: 130–145 Nm (13,0–14,5 kgcm).