Merkmale des Kardangetriebes des ZIL-5301
ZIL-Fahrzeuge sind mit einem offenen Kardanantrieb mit nadelgelagerten Kardanwellengelenken ausgestattet.
Die Gelenkwellen bestehen aus gezogenem, dünnwandigem Rohr, das aus kaltgewalztem Band geschweißt ist
Der Außendurchmesser des Rohres beträgt 77 mm, der Innendurchmesser beträgt 71 mm.
Das Kardangetriebe besteht aus zwei Kardanwellen, drei Gelenken und einer Zwischenstütze
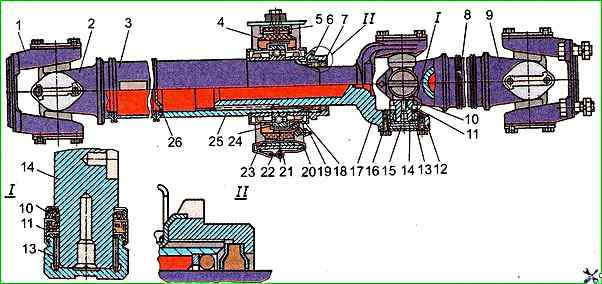
Kardanantrieb: 1 – Gabelflansch; 2 – Gabel; 3 – Zwischenkardanwelle; 4 – Stützkissen; 5 – Kissenhalterung; 6 – Mutter zur Befestigung des Zwischenstützlagers; 7, 18 – Siegel; 8 – Antriebswelle der Hinterachse; 9 – Kardanwellengabel; 10 – Gleitringdichtung; 11 – Einkantenmanschette mit Nadellager; 12 – Sicherungsblech; 13 – Nadellager des Querstücks; 14 – Querstrebe; 15 – Stützplatte; 16 – Bolzen; 17 – Gleitgabel; 19 – Öler zum Schmieren des Zwischenstützlagers; 20 – Klemme; 21 – Splint; 22 – Klemmschloss; 23 – Stützhalterung; 24 – Kugellager; 25 – Keilbuchse; 26 – Keilwellenbuchsenstopfen
Die Gelenke aller Gelenkwellen sind baugleich und bestehen aus einer festen oder verschiebbaren Gabel, einer Flanschgabel und einem in den Gabelohren nadelgelagerten Kreuz.
Die Scharniere verfügen über eine kombinierte Gummidichtung, bestehend aus einer auf die Zapfen des Kreuzes gepressten Gleitringdichtung und einer im Lager eingebauten Einlippenmanschette.
Kreuz – mit vier Zapfen mit Sitzbändern zum Einbau von Gleitringdichtungen.
Das Querstück verfügt über keine Durchgangsbohrungen zur Schmierstoffversorgung.
Zwischenstütze – mit gestanzten Stahlabdeckungen, die auf ein Kugellager gepresst sind, das zusammen mit den Abdeckungen im Gummikissen der Stütze montiert ist.
Der Zwischenträger wird mittels einer Halterung am Fahrzeugrahmen verschraubt.
Das Kardangetriebe ist in der Baugruppe ausgewuchtet. Zulässige Unwucht – 100 g/cm.
Anforderungen an Kardangetriebeteile
Bei der Reparatur einer Antriebswelle ist es notwendig, den Verschleiß der Löcher für die Nadellager, den Verschleiß der Keilwellenverbindung, den Verschleiß der Zahnkranzbolzen und Nadellager sowie deren Unwucht und Rundlauf zu überprüfen.
Wenn die Löcher für die Nadellager von Keilwellenverbindungen und Querträgern über das Maß hinaus abgenutzt sind, das ohne Reparatur zulässig ist, sollten die verschlissenen Teile ersetzt werden.
Der Rundlauf des Endes des Querträgerzapfens im Verhältnis zur Arbeitsfläche des Zapfens darf nicht mehr als 0,025 mm betragen.
Die Kontrolle des Rundlaufs, das Richten und Auswuchten von Gelenkwellen sollte in Werkstätten mit spezieller Ausrüstung durchgeführt werden.
Die Überprüfung des Rundlaufs erfolgt beim Einbau der Welle (Schweißen) in der Mitte von zwei Dornen, die in den Löchern für die Nadellager der Gabeln mit Zentrierung entlang der bearbeiteten Ebenen der Gabelohren installiert werden.
Der Wellenschlag sollte 0,8 mm nicht überschreiten.
Wenn der Schlag größer als akzeptabel ist, sollte die Welle unter Druck eingestellt werden, indem man sie auf Stützen legt.
Zwischenkardanwelle mit Stützbaugruppe
Die Unrundheit der Oberfläche der Keilbuchse zur Aufnahme des Stützlagers darf nicht mehr als 0,3 und des Rohrs nicht mehr als 0,8 mm betragen.
Die Prüfung des Rundlaufs der Zwischenwelle (Schweißen) erfolgt beim Einbau der Welle in die Mitte zweier Dorne.
Der erste Dorn wird in den Löchern für die Gabelnadellager mit Zentrierung entlang der bearbeiteten Ebenen der Gabelohren installiert.
Der zweite Dorn wird in das Keilwellenloch der Keilwellenbuchse mit Zentrierung entlang seines Innendurchmessers auf einer Länge von 100 mm eingebaut und sollte 115 mm aus der Welle herausragen.
Wenn der Hals der Keilbuchse für die Lagerung der Zwischenpropellerwelle oder das Keilloch der Buchse über das zulässige Maß hinaus abgenutzt ist, sollte die Welle ersetzt werden.
Wenn die Lagerdeckel zerdrückt sind und die Distanzbuchsen der Propellerwellen-Zwischenhalterung über das Maß hinaus abgenutzt sind, das ohne Reparatur zulässig ist, sollten die Kappen und Distanzbuchsen ersetzt werden.
")

")
")
")
")
")
")
")