Maximal zulässiger Verschleiß der wichtigsten Motorteile
Die Paarung von Verschleißteilen erfolgt hauptsächlich mit austauschbaren Teilen. Dies ermöglicht die Reparatur des Zylinderblocks durch Nachschleifen oder Ersetzen der Laufbuchsen, Ersetzen verschlissener Nockenwellenbuchsen durch halbfertige und anschließende Bearbeitung auf die erforderliche Größe sowie Ersetzen der Hauptkurbelwelle Lagerschalen.
Die Wiederherstellung der Funktionsfähigkeit des Loch-Drücker-Paares im Zylinderblock aufgrund geringfügiger Abnutzung beschränkt sich auf den Austausch der Drücker.
Reparatur und Austausch von Zylinderblocklaufbuchsen
Der maximal zulässige Verschleiß von Zylinderlaufbuchsen sollte als Vergrößerung des Spalts zwischen Laufbuchse und Kolbenschaft auf 0,3 mm angesehen werden.
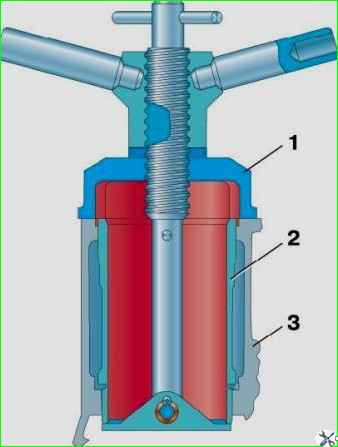
Wenn ein solcher Verschleiß vorliegt, drücken Sie die Laufbuchse mit dem Abzieher 1 (Abb. 1) aus dem Zylinderblock und bohren Sie sie auf das nächste Reparaturmaß des Kolbens mit einer Verarbeitungstoleranz von +0,06 mm auf.
Spannen Sie die Hülse bei der Bearbeitung nicht in das Backenfutter ein, da dies zu einer Verformung der Hülse und einer Verzerrung ihrer Abmessungen führt.
Befestigen Sie die Hülle in einer Vorrichtung, bei der es sich um eine Hülle mit Sicherheitsgurten mit einem Durchmesser von 100 und 108 mm handelt.
Führen Sie die Hülse in die Hülse ein, bis sie am oberen Bund anliegt, der mit einem Überlagerungsring in axialer Richtung geklemmt wird.
Nach der Bearbeitung sollte der Liner-Zylinderspiegel folgende Abweichungen aufweisen:
- 1. Ovalität und Konizität betragen nicht mehr als 0,01 mm und die größere Basis des Kegels sollte sich im unteren Teil der Hülse befinden.
- 2. Tonnenförmig und korsettiert – nicht mehr als 0,08 mm.
- 3. Der Rundlauf des Zylinderspiegels gegenüber den Sicherheitsgurten mit einem Durchmesser von 100 und 108 mm beträgt maximal 0,01 mm.
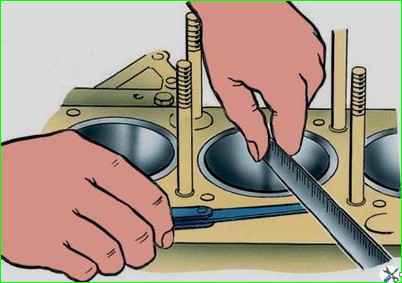
Nachdem Sie die Laufbuchse in den Zylinderblock gedrückt haben, prüfen Sie, wie weit das obere Ende der Laufbuchse über die obere Ebene des Blocks hinausragt (Abb. 2).
Der Überstand sollte 0,005–0,055 mm betragen.
Wenn der Überstand nicht ausreicht (weniger als 0,005 mm), kann die Kopfdichtung beschädigt sein; Darüber hinaus gelangt aufgrund der unzureichenden Abdichtung des oberen Flansches der Laufbuchse mit dem Zylinderblock unweigerlich Kühlmittel in die Brennkammer.
Um den Überstand des Endes der Hülse über dem Block zu überprüfen, ist es notwendig, den Gummidichtring von der Hülse zu entfernen.
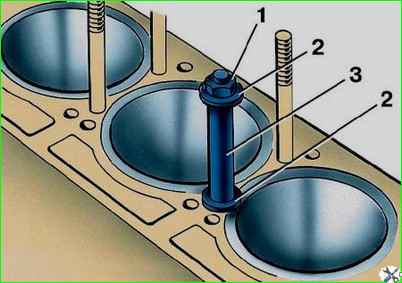
Um zu verhindern, dass die Laufbuchsen bei Reparaturen aus ihren Buchsen im Block fallen, sichern Sie sie mit Unterlegscheiben 2 und Buchsen 3, die auf den Zylinderkopf-Befestigungsbolzen angebracht sind, wie in Abb. 3.
Zylinderlaufbuchsen, auf das dritte Reparaturmaß des Kolbens aufgebohrt, nach Verschleiß durch neue ersetzen.
Tabelle 1
Passende Teile – Maximal zulässige Spiele und Ellipse und Kegel – Ort und Methode der Messung
Zylinder - Kolben:
- Maximal zulässiger Spalt 0,3 mm
- Messen Sie den Zylinder in zwei zueinander senkrechten Richtungen (entlang der Achse der Kurbelwelle und senkrecht dazu) und in zwei Zonen (im Abstand von 8–10 mm und 60–65 mm) von der oberen Ebene des Blocks.
- Nehmen Sie die größte Größe.
- Messen Sie den Kolben in einem Abstand von 5–10 mm von der Unterseite des Kolbenschafts in einer Ebene senkrecht zur Achse des Kolbenbolzens
Haupt- und Pleuelzapfen der Kurbelwelle – Laufbuchsen:
- Maximal zulässiger Spalt 0,15 mm
- Maßnahme wie im Artikel „Reparatur der UAZ-3151-Kurbelwelle“ angegeben
Kurbelwellenzapfen:
- Maximal zulässige Ellipse und Verjüngung – 0,07 mm
- Messung und Methode – Entlang der Achse der Kurbelwelle und senkrecht dazu
Pleuelzapfen der Kurbelwelle:
- Maximal zulässige Ellipse und Verjüngung – 0,05 mm
- Messung und Methode – Entlang der Achse der Kurbelwelle und senkrecht dazu
Axialspiel der Kurbelwelle:
- Maximal zulässiger Spalt 0,25 mm
- Messen Sie mit einer Fühlerlehre an mehreren Stellen des Umfangs
Axialspiel der Nockenwelle:
- Maximal zulässiger Spalt 0,25 mm
- Messen Sie mit einer Fühlerlehre an mehreren Stellen des Umfangs
Axialspiel der Pleuelstange:
- Maximal zulässiger Spalt 0,5 mm
- Messen Sie mit einer Sonde an mehreren Stellen rund um die Uhr Hässlichkeit
Zylinderblock - Drücker:
- Maximal zulässiger Spalt 0,1 mm
- Messen Sie in zwei Zonen entlang der Länge der Arbeitsfläche
Ventil - Führungshülse:
- Maximal zulässiger Spalt 0,25 mm
- Messen Sie in zwei Zonen entlang der Länge der Arbeitsfläche
Nockenwellenzapfen – Buchse:
- Maximal zulässiger Spalt 0,15 mm
- Messen Sie in zwei Zonen entlang der Länge der Arbeitsfläche
Nockenwellenzapfen:
- Maximal zulässige Ellipse und Verjüngung – 0,05 mm
Kolbenbolzen – obere Pleuelkopfbuchse:
- Maximal zulässiger Spalt 0,10 mm
- Messen Sie in zwei Zonen entlang der Länge der Arbeitsfläche
Kolbenbolzen - Kolben:
- Maximal zulässiger Spalt 0,10 mm
- Messen Sie in zwei Zonen entlang der Länge der Arbeitsfläche
Pleuelbuchse am oberen Ende:
- Maximal zulässige Ellipse und Verjüngung 0,02 mm
- Messen Sie entlang der Pleuelachse und senkrecht dazu
Kolbenstift:
- Maximal zulässige Ellipse und Verjüngung 0,01 mm
- Messen Sie entlang der Pleuelachse und senkrecht dazu
Kolbenring – Nut im Kolben (Höhe):
- Maximal zulässiger Spalt 0,15 mm
- Messen Sie mit einer Fühlerlehre an mehreren Stellen des Umfangs
Kolbenring – Lücke im Schloss
- Maximal zulässiger Spalt 3,0 mm
Tabelle 2. Größengruppen von Kolben
Bezeichnung der Größengruppe - Maximale Abweichungen des Rockdurchmessers, mm:
A
- 0,000
- -0,012
B
- +0,012
- 0,000
B
- +0,024
- +0,012
G
- +0,036
- +0,024
D
- +0,048
- +0,036