Қозғалтқыштың негізгі бөліктерінің рұқсат етілген ең жоғары тозуы
Тозған бөлшектерді біріктіру негізінен ауыстырылатын бөлшектермен жүзеге асырылады, бұл цилиндрлер блогын қайта тегістеу немесе ауыстыру, тозған таратқыш білік төлкелерін жартылай фабрикаттармен ауыстыру, содан кейін оларды қажетті өлшемге дейін өңдеу, иінді білікті ауыстыру арқылы жөндеуге мүмкіндік береді. мойынтірек снарядтары.
Аз тозуға байланысты цилиндрлер блогының тесігі-итергіш жұбының функционалдығын қалпына келтіру итергіштерді ауыстырумен байланысты.
Цилиндр блоктарының төсемдерін жөндеу және ауыстыру
Цилиндр төсеніштерінің максималды рұқсат етілген тозуы лайнер мен поршеньді юбка арасындағы саңылаудың 0,3 мм-ге дейін ұлғаюы ретінде қарастырылуы керек.
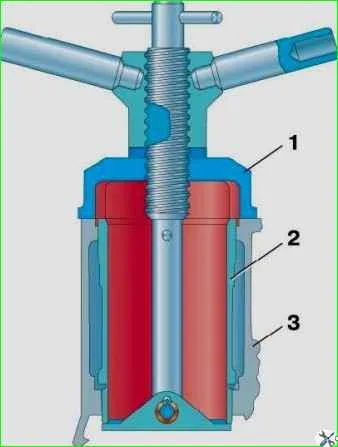
Егер мұндай тозу болса, 1 тартқышты (1-сурет) пайдаланып, лайнерді цилиндрлер блогынан шығарып, оны өңдеу рұқсаты +0,06 мм болатын поршеньдің ең жақын жөндеу өлшеміне дейін бұраңыз.
Өңдеу кезінде гильзаны жақ патронына қыспаңыз, себебі бұл гильзаның деформациясына және оның өлшемдерінің бұрмалануына әкеледі.
Гузаны диаметрі 100 және 108 мм отыратын белдіктері бар жең болып табылатын құрылғыға бекітіңіз.
Жеңді гильзаға осьтік бағытта қабаттасатын сақинамен қысылған жоғарғы жағаға тоқтағанша салыңыз.
Өңдеуден кейін лайнер цилиндрінің айнасында келесі ауытқулар болуы керек:
- 1. Сопақ және конустық 0,01 мм-ден аспайды, ал конустың үлкен негізі жеңнің төменгі бөлігінде орналасуы керек.
- 2. Бөшке тәрізді және корсеттелген - 0,08 мм артық емес.
- 3. Диаметрі 100 және 108 мм отыратын белдіктерге қатысты цилиндр айнасының ағуы 0,01 мм-ден аспайды.
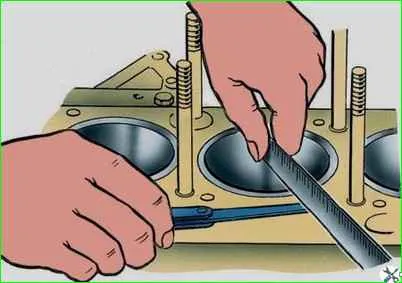
Лузерді цилиндрлер блогына басқаннан кейін блоктың үстіңгі жазықтығынан жоғары лайнердің жоғарғы ұшының шығыңқы мөлшерін тексеріңіз (2-сурет).
Шығынның мөлшері 0,005–0,055 мм болуы керек.
Егер шығыңқы жер жеткіліксіз болса (0,005 мм-ден аз), бас тығыздағыш тесілуі мүмкін; бұдан басқа, салқындатқыш сұйықтықтың цилиндрлер блогымен қаптаманың жоғарғы фланецінің жеткіліксіз тығыздалуына байланысты жану камерасына міндетті түрде түседі.
Жеңдеше ұшының блоктың үстіндегі шығыңқы мөлшерін тексеру кезінде жеңнен резеңке тығыздағыш сақинаны алу қажет.
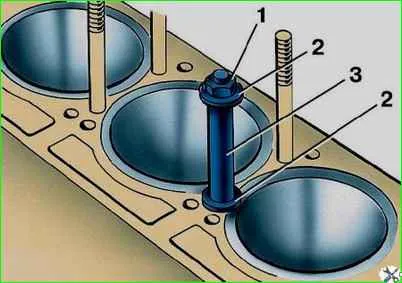
Жөндеу кезінде лайнерлердің блоктағы розеткаларынан құлап кетуіне жол бермеу үшін оларды 2-суретте көрсетілгендей цилиндр басын бекіту шпилькаларына орнатылған шайбалар 2 және төлкелер 3 арқылы бекітіңіз. 3.
Поршеннің үшінші жөндеу өлшеміне дейін тесілген цилиндр төсемдері тозғаннан кейін жаңасымен ауыстырыңыз.
1-кесте
Жұптасатын бөлшектер - Рұқсат етілген ең үлкен саңылаулар және эллипс және конустық - Өлшеу орны мен әдісі
Цилиндр - поршень:
- Рұқсат етілген ең үлкен аралық 0,3 мм
- Цилиндрді екі өзара перпендикуляр бағытта (иінді біліктің осі бойымен және оған перпендикуляр) және блоктың жоғарғы жазықтығынан екі аймақта (8-10 мм және 60-65 мм қашықтықта) өлшеңіз.
- Ең үлкен өлшемді алыңыз.
- Поршеньді белдемшенің төменгі бөлігінен 5-10 мм қашықтықта поршеньдік түйреуіш осіне перпендикуляр жазықтықта өлшеңіз
Иінді біліктің негізгі және шатундық журналдары - төсемдер:
- Рұқсат етілген ең үлкен аралық 0,15 мм
- «УАЗ-3151 иінді білігінің жөндеуі» мақаласында көрсетілген шара
Иінді біліктің журналы:
- Рұқсат етілген ең көп эллипс пен конустық - 0,07 мм
- Өлшем және әдіс - иінді біліктің осі бойымен және оған перпендикуляр
Иінді білікті шатунның журналы:
- Рұқсат етілген ең көп эллипс пен конустық - 0,05 мм
- Өлшем және әдіс - иінді біліктің осі бойымен және оған перпендикуляр
Иінді біліктің осьтік саңылауы:
- Рұқсат етілген ең үлкен аралық 0,25 мм
- Шеңбердің бірнеше жерін өлшеуішпен өлшеңіз
Басты осьтік саңылау:
- Рұқсат етілген ең үлкен аралық 0,25 мм
- Шеңбердің бірнеше жерін өлшеуішпен өлшеңіз
Шатунның осьтік саңылауы:
- Рұқсат етілген ең үлкен аралық 0,5 мм
- Айналасында бірнеше жерде зондпен өлшеңіз ұсқынсыздық
Цилиндр блогы - итергіш:
- Рұқсат етілген ең үлкен аралық 0,1 мм
- Жұмыс бетінің ұзындығы бойынша екі аймақта өлшеңіз
Клапан - бағыттаушы гильза:
- Рұқсат етілген ең үлкен аралық 0,25 мм
- Жұмыс бетінің ұзындығы бойынша екі аймақта өлшеңіз
Таратушы білік журналы - втулка:
- Рұқсат етілген ең үлкен аралық 0,15 мм
- Жұмыс бетінің ұзындығы бойынша екі аймақта өлшеңіз
Басты білік журналы:
- Рұқсат етілген ең көп эллипс пен конустық - 0,05 мм
Поршеньді түйреуіш – шатунның жоғарғы басының втулкасы:
- Рұқсат етілген ең үлкен аралық 0,10 мм
- Жұмыс бетінің ұзындығы бойынша екі аймақта өлшеңіз
Поршеньдік істік - поршень:
- Рұқсат етілген ең үлкен аралық 0,10 мм
- Жұмыс бетінің ұзындығы бойынша екі аймақта өлшеңіз
Тұтқырдың жоғарғы ұшы:
- Рұқсат етілген ең көп эллипс пен конустық 0,02 мм
- Шатунның осі бойымен және оған перпендикуляр өлшеңіз
Поршеньдік істік:
- Рұқсат етілген ең көп эллипс пен конустық 0,01 мм
- Шатунның осі бойымен және оған перпендикуляр өлшеңіз
Поршеньдік сақина - поршеньдегі ойық (биіктігі):
- Рұқсат етілген ең үлкен аралық 0,15 мм
- Шеңбердің бірнеше нүктесін өлшегішпен өлшеңіз
Поршеньді сақина - құлыптағы саңылау
- Рұқсат етілген ең үлкен аралық 3,0 мм
2-кесте. Поршеньдердің өлшем топтары
Өлшем тобының белгіленуі - Юбка диаметрінің максималды ауытқулары, мм:
A
- 0,000
- -0,012
B
- +0,012
- 0,000
B
- +0,024
- +0,012
G
- +0,036
- +0,024
D
- +0,048
- +0,036