Насос охолоджуючої рідини двигуна ЗІЛ-5301
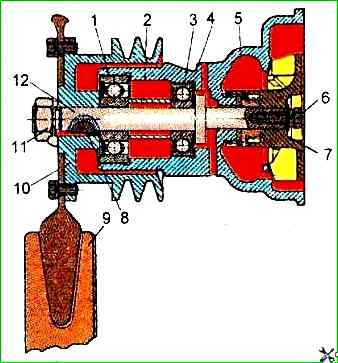
Пристрій рідинного насоса показано на малюнку.
Корпус рідинного насоса в зборі має бути випробуваний водою під тиском 0,2±0,01 МПа протягом 2 хв. При цьому текти або поява крапель не допускаються
Площа прилягання торцевої поверхні опорної втулки корпусу рідинного насоса під час перевірки на фарбу повинна бути не менше 85 % при ширині безперервного кільцевого відбитка не менше 2 мм.
Крильчатку треба балансувати статично.
Залишковий дисбаланс — не більше 60 г.мм.
Масу слід коригувати свердлінням у плоскому торці отворів діаметром 8 мм на радіусі не більше 37 мм.
Вихід свердла не допускається.
Шків рідинного насоса треба балансувати статично.
Залишковий дисбаланс — не більше 80 г мм.
Масу слід коригувати свердлінням у торці отворів діаметром 8 мм на діаметрі 100 мм на глибину не більше 8 мм.
Товщина перемичок між отворами повинна бути не менше 5 мм.
Торець ущільнюючої шайби при складанні рідинного насоса повинен бути покритий тонким шаром колоїдно-графітового мастила ОСТ 6.08.430-74.
Підшипникова порожнина має бути заповнена мастилом Літол-24 масою 35-40 г.
Гайка має бути затягнута моментом 100-120 Нм.
Виступ крильчатки за торець корпусу рідинного насоса допускається не більше 0,4 мм, а потопання - не більше 1 мм.
Биття конічних поверхонь струмка шківа рідинного насоса допускається не більше 0,3 мм при установці індикатора перпендикулярно до конічної поверхні.
Торцеве биття фланця шківа рідинного насоса допускається не більше 0,35 мм на крайніх точках.
Радіальне биття зовнішнього діаметра маточини шківа рідинного насоса допускається не більше 0,15 мм.
Рідинний насос у зборі повинен бути випробуваний на продуктивність на стенді ОР-18003-07.
При частоті обертання валу насоса 2600±20 хв.
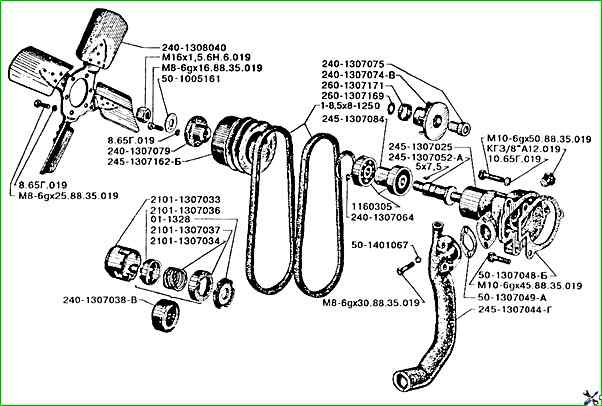
Вентилятор
Розклепані головки заклепок вентилятора повинні мати висоту не менше 3 мм та діаметр не менше 7 мм.
Зазор між хвостовиком хрестовини та лопатою на відстані 5 мм навколо стрижня заклепки не допускається.
На відстані 5÷10 мм навколо стрижня заклепки зазор повинен бути не більше 0,1 мм, а на відстані 5 мм від внутрішньої кромки лопаті - не більше 0,2 мм.
Бічні ідентичні кромки лопатей вентилятора повинні лежати в одній площині з допустимим відхиленням 3 мм.
биття бічних кромок лопат вентилятора допускається не більше 3 мм на крайніх точках.
Для одного вентилятора різниця ширини лопатей у площині хрестовин не повинна перевищувати 4 мм.
Вентилятор у зборі треба балансувати статично. Залишковий дисбаланс — не більше 250 г мм.
Масу потрібно коригувати приварюванням до опуклої поверхні лопаті сталевих пластин круглої або прямокутної форми товщиною не більше 1,5 мм у кількості не більше двох на лопату і не більше ніж на двох лопатях.
Вентилятор повинен бути пофарбований у яскравий колір, що відрізняється від кольору дизеля.
З 1999 р. на дизелі встановлюються вентилятори з нерівномірним Х - подібним розташуванням лопатей, які повністю взаємозамінні з вентиляторами, що раніше встановлювалися.
")

")
")
")
")
")
")
")