Ремонт колінчастого валу полягає у перешліфуванні корінних та шатунних шийок під черговий ремонтний розмір
Ремонтні розміри шатунних та корінних шийок визначаються розмірами комплектів шатунних та корінних вкладишів, що поставляються у запасні частини, які наведені у табл. 2. Допуск основних деталей двигуна УАЗ-3151
Радіальні зазори в шатунних та корінних підшипниках колінчастого валу мають бути 0,020–0,049 мм та 0,020–0,066 мм відповідно.
Перешліфування шийок виконуйте з допуском 0,013 мм.
Якщо розміри шатунних та корінних шийок не збігаються між собою, їх необхідно перешліфувати під один ремонтний розмір.
Фаски та отвори переднього та заднього кінців колінчастого валу не придатні для встановлення в шліфувальному верстаті. Для цього зробіть знімні центри-склянки.
Передній центр напресовуйте на шийку діаметром 38 мм, а задній центруйте по зовнішньому діаметру фланця (Ж122 мм) валу і кріпіть до нього болтами.
При виготовленні перехідних центрів забезпечте концентричність центрового та настановного отворів.
Не дотримуючись цієї умови, не можна забезпечити необхідної концентричності посадкових місць маховика та шестерні до осей корінних шийок.
При шліфуванні шатунних шийок встановлюйте вал по додаткових центрах, співвісних осях шатунних шийок.
Для цього можна використовувати центри-склянки, передбачивши на них фланці з двома додатковими центровими отворами, віддаленими від середнього отвору на 46±0,05 мм.
Для переднього кінця краще зробити новий центр-фланець, який встановлюється на шию діаметром 40 мм (на шпонці) і додатково закріплюється болтом (храповиком), що вкручується в різьбовий отвір.
Перед шліфуванням шийок поглибіть фаски на кромках масляних каналів настільки, щоб ширина їх після зняття всього припуску на шліфування була 0,8–1,2 мм.
Робіть це за допомогою наждакового каменю з кутом при вершині 60–90°, що приводиться в обертання електродрилем.
При шліфуванні шатунних шийок не торкайтеся шліфувальним колом бічних поверхонь шийок, щоб не порушити осьовий зазор шатунів.
Радіус переходу до бічної поверхні витримуйте 3,5 мм.
Шліфування виконуйте з рясним охолодженням емульсією.
У процесі перешліфування витримуйте:
- 1. Відстань між осями корінних та шатунних шийок 46±0,05 мм.
- 2. Конусоподібність, бочкоподібність, сідлоподібність, овальність та огранювання шийок не більше 0,005 мм.
- 3. Кутове розташування шатунних шийок ±0°10'.
- 4. Непаралельність осей шатунних шийок із віссю корінних шийок не більше 0,012 мм на всій довжині шатунної шийки.
- 5. Биття (при установці валу крайніми корінними шийками на призми) середніх корінних шийок не більше 0,02 мм, шийки під розподільчу шестерню до 0,03 мм, а шийок під маточину шківа та задній сальник до 0,04 мм.
Після шліфування шийок промийте колінчастий вал, а масляні канали очистіть від абразиву та смолистих відкладень.
Пробки брудоуловлювачів при цьому виверніть.
Після очищення брудоуловлювачів та каналів знову загорніть пробки на місце та загорніть кожну з них від мимовільного викручування.
Очищайте масляні канали також під час експлуатаційного ремонту двигуна, коли колінчастий вал виймаєте з блоку.
Після ремонту колінчастий вал збирайте з тим же маховиком та зчепленням, що стояли до ремонту.
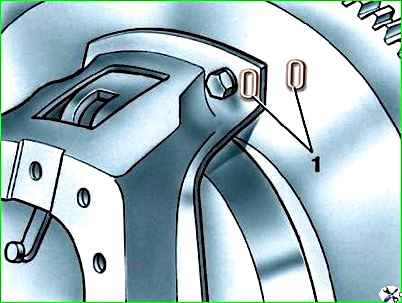
Встановлюйте зчеплення на маховик за заводськими мітками «О», нанесеними на обох деталях одна проти одної біля одного з болтів кріплення кожуха зчеплення до маховика (рис. 1).
Перед встановленням на двигун колінчастий вал зі зчепленням у зборі динамічно відбалансуйте на спеціальному верстаті.
Попередньо зцентруйте ведений диск зчеплення за допомогою валу коробки або спеціальної оправки.
Дисбаланс усувайте висвердлюванням металу в обід маховика на радіусі 158 мм свердлом діаметром 12 мм.
Глибина свердління не повинна перевищувати 12 мм. Допустимий дисбаланс – не більше 70 гсм.
Заміна вкладишів корінних та шатунних підшипників колінчастого валу
У запасні частини поставляються вкладиші корінних та шатунних підшипників номінального та семи ремонтних розмірів, які наведені у табл. 2. Допуск основних деталей двигуна УАЗ-3151
Вкладиші ремонтних розмірів відрізняються від вкладок номінального розміру внутрішнім діаметром, зменшеним на 0,05; 0,25; 0,50; 0,75; 1,0; 1,25 та 1,50 мм.
Вкладиші корінних та шатунних підшипників замінюйте без будь-якого припасування.
Залежно від зношування шийок при першій зміні вкладишів застосовуйте вкладки номінального або, у крайньому випадку, першого ремонтного розміру (зменшені на 0,05 мм).
Вкладиші другого та наступних ремонтних розмірів встановлюйте у двигун тільки після перешліфування шийок колінчастого валу.
Якщо в результаті багаторазових перешліфовок діаметри шийок колінчастого валу зменшено настільки, що вкладиші останнього ремонтного розміру виявляться непридатними для нього, то зберіть двигун з новим валом.
Радіальний зазор у шатунних та корінних підшипниках колінчастого валу має бути відповідно 0,020–0,049 мм та 0,020–0,066 мм.
Перевірку величини радіальних зазорів провадите за допомогою набору контрольних щупів, виконаних з мідної фольги товщиною 0,025; 0,05; 0,075 і 0,1 мм, нарізаних у вигляді смужок шириною 6-7 мм і довжиною трохи менше ширини вкладки.
Кромки щупів повинні бути зачищені для виключення псування поверхні вкладиша.
Перевірку радіального зазору виконуйте так:
- 1. Зніміть з шийки, що перевіряється, кришку з вкладишем і покладіть поперек вкладиша попередньо змащений маслом контрольний щуп товщиною 0,025 мм.
- 2. Встановіть кришку з вкладишем на місце і затягніть болтами, при цьому болти інших кришок повинні бути відпущені.
- 3. Переверніть колінчастий вал рукою на кут не більше ніж на 60–90°, щоб уникнути пошкодження поверхні вкладки щупом.
Якщо вал провертається занадто легко, значить зазор більше 0,025 мм.
У цьому випадку повторіть перевірку щупами 0,05; 0,075 мм і т.д. доки провернути колінчастий вал стане неможливо.
Товщина щупа, при якій вал провертається з відчутним зусиллям, вважається рівною фактичної величини зазору між вкладишем та шийкою колінчастого валу.
Під час заміни вкладок дотримуйтесь наступного:
- 1. Вкладиші замінюйте без підгоночних операцій.
- 2. Слідкуйте, щоб фіксуючі виступи на стиках вкладишів вільно від зусилля руки входили в пази в ліжках валу.
- 3. Одночасно із заміною вкладишів очистіть грязеуловлювачі в шатунних шийках.
Заміну шатунних вкладишів можна проводити, не знімаючи двигун із шасі автомобіля.
Заміну корінних вкладишів робіть на двигуні, знятому з шасі автомобіля.
Після заміни вкладок обкатайте двигун, як зазначено «Обкатка двигуна після ремонту».
Якщо при заміні вкладишів двигун не знімався з автомобіля, то протягом першої 1000 км пробігу швидкість не повинна перевищувати 50 км/год.
Одночасно із заміною вкладишів перевіряйте осьовий зазор в упорному підшипнику колінчастого валу, який має бути 0,075–0,175 мм.
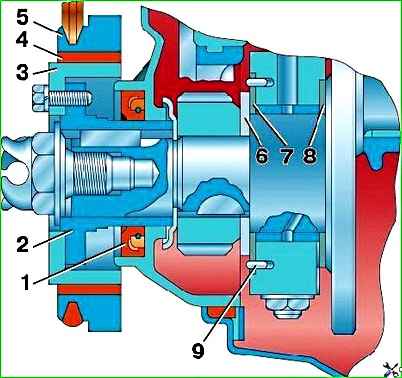
Якщо осьовий зазор більше 0,175 мм, замініть шайби 7 (мал. 2) та 8 на нові.
Передня шайба виготовляється чотирьох розмірів за товщиною:
- 2,350–2,375;
- 2,375–2,400;
- 2,400-2,425;
- 2,425–2,450 мм.
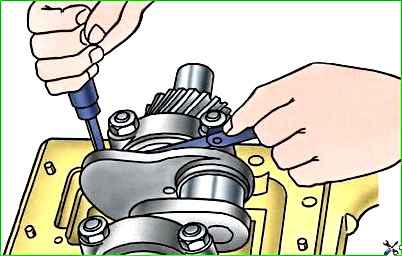
Для перевірки зазору в упорному підшипнику закладіть викрутку (рис. 3) між першим кривошипом валу та передньою стінкою блоку і відіжміть вал до заднього кінця двигуна.
Потому щупом визначте зазор між торцем задньої шайби завзятого підшипника і площиною бурта першої корінної шийки.
Перед установкою вкладишів перевірте співвісність корінних шийок колінчастого валу (стрілу прогину).
Для цього встановіть колінчастий вал у центри та перевірте положення осей корінних шийок за показаннями індикатора.
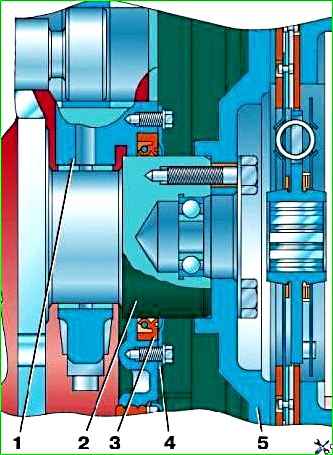
Перший і задній кінці колінчастого валу ущільнюються сальниками (рис. 2 і 4).
")

")
")
")
")
")
")
")