Иінді білікті жөндеу негізгі және шатундық журналдарды келесі жөндеу өлшеміне қайта өңдеуден тұрады
Шатунның және негізгі журналдардың жөндеу өлшемдері қосалқы бөлшектер ретінде жеткізілетін шатунның және негізгі подшипниктердің жинақтарының өлшемдерімен анықталады, олар кестеде келтірілген. 2. УАЗ-3151 қозғалтқышының негізгі бөліктерінің төзімділіктері
Иінді біліктің шатундағы және негізгі мойынтіректеріндегі радиалды саңылаулар сәйкесінше 0,020–0,049 мм және 0,020–0,066 мм болуы керек.
Журналдарды 0,013 мм төзімділікпен қайта ұнтақтаңыз.
Егер шатун мен негізгі журналдардың өлшемдері бір-біріне сәйкес келмесе, оларды бір жөндеу өлшеміне дейін тегістеу керек.
Иінді біліктің алдыңғы және артқы ұштарындағы фаскалар мен тесіктер тегістеу машинасына орнатуға жарамайды. Ол үшін алынбалы шыны орталықтарын жасаңыз.
Алдыңғы ортаны диаметрі 38 мм мойынға басып, артқы ортаны білік фланецінің (Ø122 мм) сыртқы диаметрі бойымен ортаға келтіріп, оны бұрандамен бекітіңіз.
Өтпелі орталықтарды жасағанда, орталық пен бекіту саңылауларының концентрлік екеніне көз жеткізіңіз.
Бұл шартты сақтамай, маховик пен тісті беріліс орындықтарының негізгі журналдардың осьтеріне қажетті концентрлілігін қамтамасыз ету мүмкін емес.
Шатундық журналдарды тегістеу кезінде білікті қосымша орталықтарға орнатыңыз, шатундардың осьтеріне коаксиалды.
Ол үшін ортаңғы тесіктен 46±0,05 мм қашықтықта орналасқан екі қосымша орталық тесігі бар фланецтермен қамтамасыз етіп, шыны орталықтарын пайдалануға болады.
Алдыңғы жағы үшін диаметрі 40 мм (кілтте) мойынға орнатылатын және бұрандалы тесікке бұрандалы болтпен (ратчет) қосымша бекітілген жаңа орталық фланецті жасаған дұрыс.
Бурнақтарды тегістеу алдында май арналарының шеттеріндегі фаскаларды бүкіл тегістеу мүмкіндігін алып тастағаннан кейін олардың ені 0,8–1,2 мм болатындай етіп тереңдетіңіз.
Мұны төбе бұрышы 60–90° болатын электр бұрғымен басқарылатын зімбір тасты пайдаланып орындаңыз.
Шатундардың бүйірлік саңылауларын тегістеу кезінде шатундардың осьтік саңылауын бұзбау үшін тегістеу дөңгелегі бар журналдардың бүйір беттерін ұстамаңыз.
Бүйірлік бетке өту радиусын 3,5 мм-ге дейін сақтаңыз.
Эмульсияны көп салқындату арқылы ұнтақтаңыз.
Тегістеу процесі кезінде мыналарды сақтаңыз:
- 1. Негізгі және шатун журналдарының осьтері арасындағы қашықтық 46±0,05 мм.
- 2. Конус пішіні, бөшке пішіні, ершік пішіні, сопақ пішіні және кесілген мойындар 0,005 мм аспайды.
- 3. Шатундық журналдардың бұрыштық орны ±0°10'.
- 4. Шатундық журналдардың осьтерінің негізгі журналдар осімен параллельді еместігі шатун журналының бүкіл ұзындығы бойынша 0,012 мм-ден аспайды.
- 5. Ортаңғы негізгі ілмектердің ағуы (сыртқы негізгі ілмектері бар білікті призмаларға орнату кезінде) 0,02 мм-ден аспайды, таратқыш білігінің тісті берілістері үшін 0,03 мм-ге дейін, ал шығырлар торабы мен артқы майға арналған журналдар үшін. 0,04 мм дейін тығыздау.
Тураларды ұнтақтап болғаннан кейін иінді білікті жуып, май арналарын абразивті және шайырлы шөгінділерден тазалаңыз.
Кір ұстағыштардың тығындарын бұрап алыңыз.
Кір ұстағыштар мен арналарды тазалағаннан кейін өздігінен бұрап кетпеу үшін тығындарды орнына бұрап, олардың әрқайсысын бекітіңіз.
Мұнай арналарын қозғалтқышты жедел жөндеу кезінде, иінді білік блоктан шығарғанда да тазалаңыз.
Жөндеуден кейін иінді білікті жөндеуден бұрын орнатылған маховикпен және ілінісумен қайта жинаңыз.
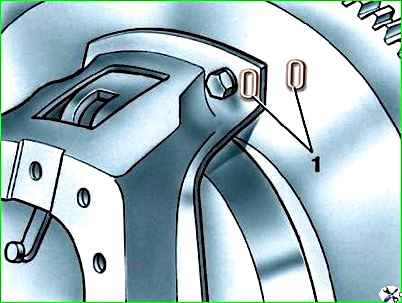
Маховикке ілініс корпусын маховикке бекітетін болттардың бірінің жанына екі бөлікте де белгіленген зауыттық «O» белгілеріне сәйкес бірін екіншісіне қарама-қарсы орнатыңыз (Cурет 1).
Қозғалтқышқа иінді білікті және ілінісу жинағын орнатпас бұрын, оны арнайы машинада динамикалық теңгерімдеңіз.
Иілінісу дискісін беріліс қорабы білігі немесе арнайы оправка арқылы алдын ала туралаңыз.
Диаметрі 12 мм бұрғымен 158 мм радиуста маховиктің жиегіндегі металды бұрғылау арқылы теңгерімсіздікті жойыңыз.
Бұрғылау тереңдігі 12 мм-ден аспауы керек. Рұқсат етілген теңгерімсіздік – 70 г/м артық емес.
Иінді біліктің негізгі және шатундық мойынтіректерін ауыстыру
Қосалқы бөлшектерге кестеде келтірілген номиналды және жеті жөндеу өлшеміндегі негізгі және шатундық мойынтіректердің қабықтары кіреді. 2. УАЗ-3151 қозғалтқышының негізгі бөліктерінің төзімділіктері
Жөндеу өлшемді лайнерлердің номиналды өлшемді төсемдерден ішкі диаметрі 0,05-ке кішірейтілгенімен ерекшеленеді; 0,25; 0,50; 0,75; 1,0; 1,25 және 1,50 мм.
Негізгі және шатундық мойынтіректердің қабықшаларын ешқандай реттеусіз ауыстырыңыз.
Журнақтардың тозуына байланысты лайнерлерді бірінші рет ауыстырған кезде номиналды немесе төтенше жағдайларда бірінші жөндеу өлшемін (0,05 мм-ге азайтылған) пайдаланыңыз.
Екінші және одан кейінгі жөндеу өлшеміндегі мойынтіректерді қозғалтқышқа тек иінді біліктің түтіктерін тегістегеннен кейін ғана орнатыңыз.
Егер қайталап ұнтақтау нәтижесінде иінді біліктің ілгектерінің диаметрлері соншалықты азайып, соңғы жөндеу өлшеміндегі төсемдер оған жарамсыз болып шықса, қозғалтқышты жаңа білікпен қайта жинаңыз.
Иінді біліктің шатундағы және негізгі мойынтіректеріндегі радиалды саңылау сәйкесінше 0,020–0,049 мм және 0,020–0,066 мм болуы керек.
0,025 қалыңдығы бар мыс фольгадан жасалған сынақ зондтарының жиынтығын пайдаланып радиалды саңылаулардың өлшемін тексеріңіз; 0,05; 0,075 және 0,1 мм, ені 6–7 мм және лайнердің енінен сәл аз жолақтарға кесіңіз.
Зондтардың шеттерін лайнердің бетіне зақым келтірмеу үшін тазалау керек.
Радиалды саңылауларды келесі ретпен тексеріңіз:
- 1. Сыналатын мойыннан төсемі бар қақпақты алып тастаңыз және алдын ала майланған қалыңдығы 0,025 мм сынақ зондысын төсемнің үстіне қойыңыз.
- 2. Қақпақты төсенішпен ауыстырып, болттарды қатайтыңыз, ал қалған қақпақтардың болттары босатылуы керек.
- 3. Тітіркендіргішпен қаптаманың бетін зақымдамау үшін иінді білікті қолмен 60–90° аспайтын бұрышпен бұраңыз.
Егер білік тым оңай бұрылса, саңылау 0,025 мм-ден асады.
Бұл жағдайда сынақты 0,05 зондтармен қайталаңыз; 0,075 мм және т.б. иінді білікті бұру мүмкін болмайынша.
Білік айтарлықтай күшпен айналатын сезгіш өлшегіштің қалыңдығы лайнер мен иінді білік журналы арасындағы саңылаудың нақты мәніне тең деп саналады.
Құлақаспаптарды ауыстырған кезде мынаны орындаңыз:
- 1. Реттеу әрекеттерінсіз ендірмелерді ауыстырыңыз.
- 2. Қабырғалардың түйіспелеріндегі құлыптау шығыңқыларының білік төсектеріндегі ойықтарға еркін (қолмен) сәйкес келетініне көз жеткізіңіз.
- 3. Мойынтіректерді ауыстырумен бір мезгілде шатун журналдарындағы кір ұстағыштарды тазалаңыз.
Шатундық мойынтіректерді қозғалтқышты көлік шассиінен алмай-ақ ауыстыруға болады.
Көлік шассиінен алынған қозғалтқышпен негізгі мойынтіректерді ауыстырыңыз.
Гузерлерді ауыстырғаннан кейін, «Жөндеуден кейін қозғалтқышта жұмыс істеу» бөлімінде көрсетілгендей қозғалтқышты іске қосыңыз.
Егер лайнерлерді ауыстыру кезінде қозғалтқыш автомобильден алынбаған болса, онда алғашқы 1000 км ішінде жылдамдық 50 км/сағ аспауы керек.
Гольтерлерді ауыстырумен бір мезгілде иінді біліктің тіреуішіндегі осьтік саңылауларды тексеріңіз, ол 0,075–0,175 мм болуы керек.
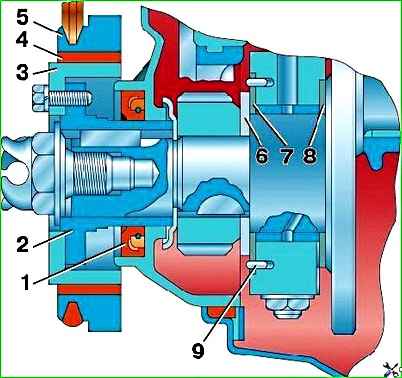
Егер осьтік саңылау 0,175 мм-ден көп болса, 7 (2-сурет) және 8 шайбаларды жаңасымен ауыстырыңыз.
Алдыңғы шайба төрт қалыңдық өлшемінде жасалған:
- 2,350–2,375;
- 2,375–2,400;
- 2,400–2,425;
- 2,425–2,450 мм.
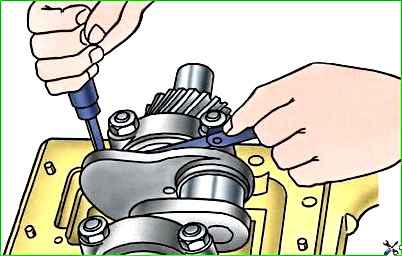
Мойынтіректегі бос орынды тексеру үшін біліктің бірінші иіні мен блоктың алдыңғы қабырғасының арасына бұрағышты (Cурет 3) қойып, білікті қозғалтқыштың артқы шетіне қарай басыңыз.
Одан кейін тіреуіш подшипниктің артқы шайбасының ұшы мен бірінші негізгі журналдың иық жазықтығы арасындағы алшақтықты анықтау үшін өлшеуішті пайдаланыңыз.
Гольтерлерді орнатпас бұрын, иінді біліктің негізгі түтіктерінің туралануын тексеріңіз (ауытқу көрсеткі).
Ол үшін иінді білікті орталықтарға орнатыңыз және индикатор көрсеткіштеріне сәйкес негізгі журналдардың осьтерінің орнын тексеріңіз.
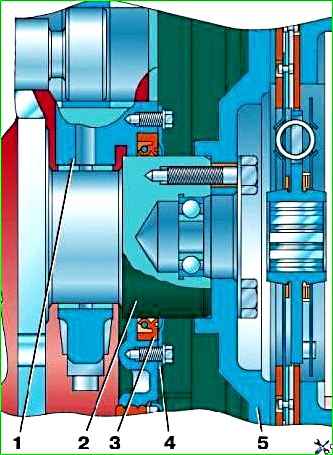
Иінді біліктің алдыңғы және артқы ұштары майлы тығыздағыштармен тығыздалған (2 және 4-сурет).
")

")
")
")
")
")
")
")