Гільзи циліндрів – «мокрого» типу, що виготовляються із спеціального чавуну
Гільзи встановлюються своїми посадочними поясами в розточування блоку циліндрів і зверху притискаються через бурт і прокладку головками циліндрів
Виступ бурту гільзи над поверхнею блоку циліндрів на двигунах:
- ЯМЗ-238БЕ2, ЯМЗ-238ДЕ2 — 1,6+0.035/-0.065 мм.
- ЯМЗ-238БЕ, ЯМЗ-238ДЕ — 0,1+0.065/-0.035мм.
На двигуни ЯМЗ-238БЕ, ЯМЗ-238ДЕ можуть встановлюватися гільзи з такими конструктивними особливостями:
Гільза 236-1002021-А5
Поверхні гільзи фосфатовані.
Фосфатований шар покращує характеристики притирання, збільшує зносостійкість поверхні, знижує ймовірність утворення натиру.
Зовнішня відмінність фосфатованої гільзи від нефосфатованої ― значно темніший (від темно-сірого до чорного) колір зовнішньої поверхні.
Верхній торець бурта гільзи виконаний частиною, що виступає, до внутрішньої поверхні гільзи (під азбостальну прокладку газового стику) з висотою бурта 12,1 мм.
У нижній частині гільзи виконано три канавки під антикавітаційне та ущільнювальні гумові кільця.
Гільза 236-1002021-А
Конструктивні особливості аналогічні до попередньої, але тільки відсутнє фосфатоване покриття поверхні гільзи.
На двигуни ЯМЗ-238БЕ2, ЯМЗ-238ДЕ2 встановлюється фосфатована гільза 7511.1002021-01.
Верхній торець бурта виконаний частиною, що виступає, до зовнішньої поверхні (під металеву прокладку газового стику) з висотою бурта 9,6 мм.
На верхній посадковій поверхні виконана канавка для встановлення гумового кільця ущільнювача.
У нижній частині гільзи виконано три канавки під антикавітаційне та ущільнювальні гумові кільця.

За величиною внутрішнього діаметра гільзи поділено на розмірні групи:
Маркування - Найменший внутрішній діаметр, мм
- - А - 130,00-130,02;
- - Б - 130,02-130,04;
- - Ж - 130,04-130,06;
Розмірна група маркується на неробочій поверхні бурта гільзи.
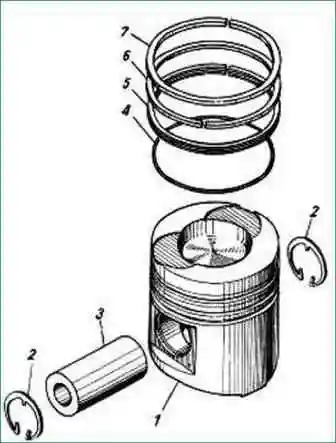
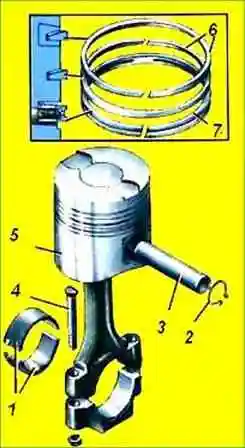
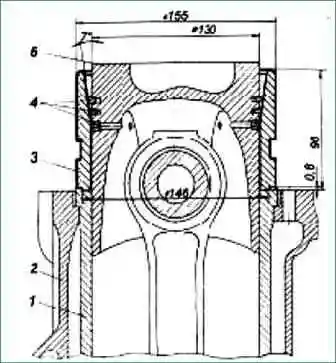
Поршні (рис. 2) відлиті з евтектичного алюмінієво-кремнистого сплаву.
Охолодження поршня олією виготовляється з нерухомої форсунки.
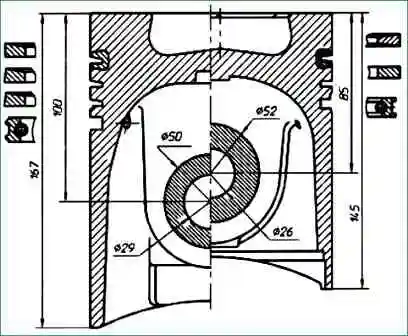
На спідниці поршня є виїмка для форсунки охолодження. У днищі поршня виконано камеру згоряння.
На двигуни ЯМЗ-238БЕ2, ЯМЗ-238ДЕ2 встановлюються поршні 7511.1004015-10 з 3-ма канавками під поршневі кільця (дві під компресійні та одна під маслознімне).
Канавка під верхнє компресійне кільце виконана у вставці з жароміцного чавуну (типу "нірезист").
Камера згоряння зміщена на 5 мм, бічна поверхня з піднутренням, має витискувач.
На днищі є виточення під клапани газорозподілу.
Висота від днища до осі пальця становить 85 мм. Діаметр під поршневий палець 52 мм.
На двигуни ЯМЗ-238ДЕ2 (індивідуальні головки) встановлюються поршні 7511.1004015-01 з центральною камерою згоряння та зміненими виточками під клапани.
Інше як на попередньому поршні.
На двигуни ЯМЗ-238БЕ, ЯМЗ-238ДЕ можуть встановлюватися поршні з такими конструктивними особливостями:
1. Поршень 238НБ-1004015-Б4 з 4-ма канавками під поршневі кільця (три під компресійні та одна під маслознімне).
Канавка під верхнє компресійне кільце виконана у вставці з жароміцного чавуну (типу "нірезист") з метою підвищення зносостійкості.
Камера згоряння зміщена на 5 мм, бічна поверхня з піднутренням, має витискувач.
Висота від днища до осі пальця становить 100 мм.
Діаметр під поршневий палець 50 мм.
2. Поршень 238НБ-1004015 відлитий із заевтектичного алюмінієво-кремнистого сплаву та аналогічний попередньому, але на ньому відсутня "нірезистова" вставка під верхнє компресійне кільце.
Камера згоряння зміщено на 5 мм, без витіснювача.
Цей поршень поставляється з гільзою в запасні частини в комплектах 238НБ-1004008 та 238НБ-1004005-А3.
За величиною діаметра спідниці поршні розділені на розмірні групи:
Маркування - Діаметр спідниці поршня, мм
238НБ-1004015-Б4, 238НБ-1004015
- - АНБ - 129,80-129,82;
- - БНБ - 129,82-129,84;
- -ЖНБ - 129,84-129,86;
7511.1004015-01, 7511.1004015-10
- - АНБ - 129,85-129,87;
- - БНБ - 129,87-129,89;
- - ЖНБ - 129,89-129,91;
Розмірна група маркується на днище поршня.
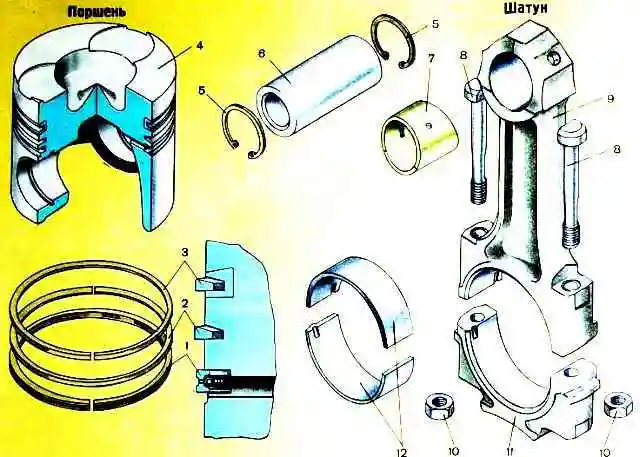
Поршневі кільця виготовлені зі спеціального чавуну, розрізні, хромовані, встановлюються в канавки поршня.
Залежно від завдання, що виконується, в робочому процесі кільця мають різну конструкцію і встановлюються на поршень комплектно в певному порядку.
На поршні можуть бути встановлені такі комплекти кілець:
Трьохкільковий комплект 7511.1004002, де:
- - перше компресійне має у перерізі двосторонню трапецію зі зміщеною вниз бочкоподібною хромованою робочою поверхнею. Номер обручки 7511.1004030 - друге компресійне кільце прямокутного перерізу, хвилинне з покриттям хромом. Номер обручки 7511.1004032
- - маслознімне кільце коробчатого перерізу з хромованими робочими кромками і витим пружинним розширювачем. Номер обручки 7511.1004034
Чотирикільковий комплект для заводської комплектації, що входить до комплекту 238Б-1004005, де:
- - перше компресійне має у перерізі односторонню трапецію.
Робоча поверхня хромована щільним хромом. Номер обручки 236-1004030-Б.
- - друге та третє компресійні кільця мають у перерізі односторонню трапецію, хвилинні. Номер обручки 236-1004032-А3
- - маслознімні кільця коробчатого перерізу з хромованими робочими кромками і витим пружинним розширювачем. Номер обручки 236-1004034
Чотирикільковий комплект 236-1004002-А4, де:
- - перше компресійне має у перерізі односторонню трапецію.
Робоча поверхня хромована пористим хромом. Номер обручки 236-1004030-А2
- - друге та третє компресійні кільця мають у перерізі односторонню трапецію, хвилинні. Номер обручки 236-1004032-А3
- - маслознімні кільця коробчатого перерізу з хромованими робочими кромками і витим пружинним розширювачем. Номер обручки 236-1004034
Під час встановлення поршневих кілець звертати особливу увагу на правильність їх розташування. Слово "Верх" має бути звернене до дна поршня.
Для забезпечення точної посадки при складанні поршень та гільза повинні підбиратися з одних розмірних груп.
У різні циліндри двигуна допускається встановлення комплектів гільза-поршень різних розмірних груп.
Маркування гільзи - Маркування поршня
- А - АНБ;
- Б - БНБ;
- Ж - ЖНБ
Поршневий палець двигунів ЯМЗ-238БЕ, ЯМЗ-238ДЕ – порожнистий, плаваючого типу із цементованою зовнішньою поверхнею.
Палець встановлюється в отвір у поршні.
Осівне переміщення пальця обмежується стопорними кільцями, що встановлюються у спеціальні канавки в бобишках поршня.
Поршневий палець двигунів ЯМЗ-238БЕ2, ЯМЗ-238ДЕ2 – азотований, має збільшений зовнішній діаметр (рис. 5).
Варіанти комплектування гільза - поршень - кільця поршневі
За конструктивними особливостями:
ЯМЗ-238БЕ2, ЯМЗ-238ДЕ2 (загальні головки циліндрів)
- Гільза - під металеву прокладку 7511.1002021-01
- Комплект кілець - 3-кільцевий комплект 7511.1004002
- Поршень - Зі зміщеною камерою згоряння 7511.1004015-10
ЯМЗ-238ДЕ2 (індивідуальні головки циліндрів)
- Гільза - під металеву прокладку 7511.1002021-01
- Комплект кілець - 3-кільцевий комплект 7511.1004002
- Поршень - З центральною камерою згоряння 7511.1004015-01
ЯМЗ-238БЕ, ЯМЗ-238ДЕ (загальні головки циліндрів)
Основний варіант:
- Гільза - фосфатована 236-1002021-А5;
- Комплект кілець - 4-кільцевий із щільним хромом (заводська комплектація);
- Поршень - З 4-ма канавками та з нірезистовою вставкою 238НБ-1004015-Б4
Допустимі варіанти (під час ремонту двигуна):
- Гільза - Не фосфатована 236-1002021-А;
- Комплект кілець - 4-кільцевий з пористим хромом 236-1004002-А4;
- Поршень - З 4-ма канавками та знірезистою вставкою 238НБ-1004015-Б4 або без вставки 238НБ-1004015
В експлуатації при ремонті працюючих двигунів допустима установка нових поршневих кілець в стару гільзу циліндра, що знаходиться в справному стані, при цьому використовувати тільки комплект поршневих кілець з пористим хромом 236-1004002-А4. Інші варіанти не допускаються
Заміна поршневих кілець
Для заміни поршневих кілець попередньо демонтувати поршень з шатуном при знятій головці циліндрів та піддоні.
Двигуни обладнані масляним охолодженням поршнів.
При демонтажі поршневої групи на зазначених двигунах попередньо зняти форсунки охолодження поршнів, щоб уникнути їх поломок.
Для більш легкого вилучення поршня очистити нагар з верхнього пояса гільзи.
Відвернути болти кріплення кришки шатуна, зняти кришку та витягнути через циліндр поршень у зборі з шатуном.
Для від'єднання шатуна від поршня вийняти стопорні кільця поршневого пальця, нагріти поршень у масляній ванні до 80ºС та витягнути поршневий палець.
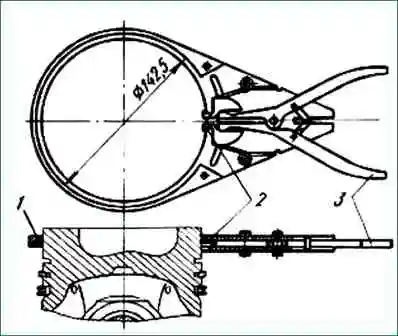
Для зняття поршневих кілець надягти щипці (рис. 6) на кільце, ввести губки 2 щипців у замок кільця і, стиснувши до упору рукоятки 3 щипців, обережно вивести кільце з канавки і зняти його з поршня (мал. 7).

Встановлення поршневих кілець проводити у зворотному порядку.
Обережно очистити поршень від нагару, оберігаючи його від пошкоджень (особливо торцеві поверхні канавок під поршневі кільця).
Перед збиранням усі деталі ретельно промити, а масляні канали продуть стисненим повітрям.
Складання поршня з пальцем проводити легким натисканням руки, при цьому необхідно рясно змастити моторним маслом отвір у поршні та палець.
Не допускається запресування пальця в поршень.
Для того, щоб встановити в гільзу циліндра поршень у зборі з поршневими кільцями та шатуном, попередньо стиснути кільця, втопивши їх у канавки поршня.
Для стиснення кілець застосовувати оправку (рис. 8) з конічною внутрішньою поверхнею та буртиком, що дозволяє правильно зосередити оправку на гільзі циліндра.
Встановивши поршень в оправку, обсадити його в гільзу циліндра.
При збиранні поршня з шатуном та встановлення їх на двигун виконувати такі вимоги:
- 1. Поршень та гільза мають бути однакових розмірних груп.
- 2. Компресійні кільця встановлювати клеймом «верх» до дна поршня.
- 3. Замки сусідніх поршневих кілець розвести на протилежні сторони в площину поршневого пальця.
- 4. Встановити поршень так, щоб зміщена камера згоряння в поршні була спрямована всередину двигуна у бік паливного насоса.
На двигунах з індивідуальними головками циліндрів застосовуються поршні з центральною камерою згоряння.
Встановлювати поршень у гільзу так, щоб стрілка на поршні була спрямована в розвал двигуна у бік паливного насоса. При цьому виточення на днищі поршня під клапани буде зміщено щодо центру циліндра у бік вихлопних колекторів.
- 5. Клейма спарення на шатуні та кришці повинні бути однаковими.
- 6. Бруд, задирки та вибоїни на шліцях шатуна та кришки не допускаються.
- 7. Різьблення та опорні торці головок болтів кріплення кришок шатунів змастити моторним маслом і затягнути в два прийоми, починаючи з довгого болта, спочатку моментом 100 Нм (10 кгсм), остаточно моментом 200 – 220 Нм (20 – 22 кгсм).
")

")
")
")
")
")
")
")