Реттеуді бастамас бұрын сорғы мен реттегіштің май камерасын таза дизельдік отынмен шайыңыз және ағызу тесігі деңгейіне дейін жаңа мотор майын құйыңыз. Сынақ барысында су төгетін фитингті тығындаңыз
Жоғары қысымды жанармай сорғыларын Motorpal, Friedman-Mayer стендтерінде және ұқсас дизайндағы басқа стендтерде реттеу ұсынылады.

Жоғары қысымды отын сорғыларын реттеуге арналған стенд мыналармен жабдықталуы керек:
- - жетек білігінің айналу жиілігін 0-ден 1500 минутқа дейінгі диапазондағы қадамсыз өзгертуді қамтамасыз ететін механизм -1 .
- - жылдамдық реттегіші, жанармай бүрку алдын ала муфтасы және жанармай құю сорғысы бар тексерілген сорғы жинағын орнатуға және бекітуге арналған құрылғы;
- - отын багы, дөрекі және жұқа отын сүзгілері;
- - сорғы басындағы отын қысымын 2,3 МПа дейін қамтамасыз ететін отын жүйесі (23 кгс/см 2);
- - жоғары қысымды отын сорғысының әрбір секциясынан берілетін отын бөліктерін өлшеуге және сынама алуға арналған құрылғы;
- - отынды қыздыруға және оның температурасын (32 ± 2) ºС диапазонында ұстап тұруға арналған құрылғы;
- – жанармай бөліктерін өлшеуге және таңдауға арналған құрылғымен біріктірілген плунжердің жүрістерінің санын шығаратын есептегіш;
- – жылдамдық режимін орнатуға арналған тахометр;
- – сорғы бөлімдері арасындағы берулердің кезектесуін реттеуге арналған циферблат;
- - инерция моменті 0,17 кг м 2 (1,7 кгс м.с 2) болатын сорғы жетек білігінің маховиктері;
- - манометрлердің, вакуумометрлердің және құбырлардың қажетті саны;
- - қысымы 0,4 МПа (4 кгс/см 2) дейін реттелетін отын сорғысына сүзілген майды берудің қосымша жүйесі және қысымды біркелкі реттеуге арналған құрылғысы бар сығылған ауа беру жүйесі. 0-ден 0-ге дейін, 15 МПа (0-ден 1,5 кгс/см 2) .
Стендтердің жабдықтары мен құрылғылары ГОСТ 10578-95 талаптарына сәйкес болуы керек.
Жоғары қысымды отын сорғыларын басқару үшін стендтерден басқа келесі жабдық қажет:
- - ГОСТ 29329-92 бойынша дәлдіктің орташа класының шкалалары;
- - Т 9597-111 реттегішінің әрекетінің басталуын басқаруға арналған құрылғы;
- - T 9590-36 итергішінің көтеру көлемін басқаруға арналған құрылғы.
Сорғы сынақтары ГОСТ 305-82 бойынша сүзілген дизель отынының L маркасында немесе ГОСТ 20799-88 бойынша оның өнеркәсіптік маймен қоспасынан тұратын технологиялық сұйықтықта, ГОСТ 21743-76 бойынша авиациялық мұнайда жүргізілуі керек. немесе (20±5) ºС температурада тұтқырлығы 5-6 мм 2/s (cSt) болатын TU 38.401-58 -10-90 сәйкес жарықтандыру керосині.
40% РЖ-3 ТУ 38.101.964-83 және 60% РЖ-8 ТУ 38.101.883-33 құрайтын, тұтқырлығы 5-тен 6 мм-ге дейінгі жұмыс сұйықтықтарының қоспасын қолдануға рұқсат етіледі 2/с (сСт) температурада (20 ± 5) ºС.
Циклдік берілістердің шамасы мен біркелкі еместігін бақылау кезінде стендті жанармай құбырымен сыналған сорғыға қосу кезінде өлшенетін отын температурасы (32 ± 2) ºС болуы керек.
Сорғыны тұғырға орнатпас бұрын, таратқыш білігінің осьтік саңылауын тексеріңіз. Саңылау 0,1 мм-ден асса, оны 0,01-ден 0,07 мм-ге дейінгі диапазондағы белдіктермен реттеңіз.
Мойынтірек қақпағының бұрандалары тартылған кезде, таратқыш білік мойынтіректерде еркін айналуы керек.
Жанармай сорғысын тексеру және реттеу тиімді ағын ауданы μf = 0,283 мм 2 болатын 261-03С үлгісіндегі инжекторлардың стендтік жиынтығымен жүргізілуі керек.
Жанармай сорғысын инжекторлардың жұмыс жинағымен тексеруге және реттеуге рұқсат етіледі.
Әр инжектор жанармай сорғысының сәйкес бөлігіне тағайындалуы және кейіннен осы бөлімге қосылған қозғалтқыш цилиндріне орнатылуы керек.
Жоғары қысымды отын желілерінің стендтік жиынтығы үшін ұзындығы (415 ± 3) мм құбырлар пайдаланылуы керек, орындық жинағын құрайтын отын желілерінің өткізу қабілетінің айырмашылығы 1 мм-ден аспауы керек. 3/цикл.
Бір жоғары қысымды секциядағы, бір саптамамен және бір орындық көбік кетіргіштегі жанармай құбырының өткізу қабілетін анықтаңыз.
Реттелген жанармай сорғысының ағып кетуін тексеріңіз:
1. Дренаждық қуыс, ол үшін ішкі көлемі 50 см 3 артық емес (ішкі диаметрі 8 мм-ден аспайтын) түтік май ағызу тығынына герметикалық жалғанған.
Түтіктің бос ұшын 50 мм-ден аспайтын тереңдікте жанармай құйылған ыдысқа батырыңыз. Реттегішті тексеру люк қақпағының бұрандалы тесігі мен май беру бұрандасын мықтап жабыңыз.
Бұрандалы канализацияға жанармай сорғысының ші қуысына 0,05-тен 0,07 МПа (0,5-тен 0,7 кгс/см 2) дейінгі қысыммен сығылған ауаны беріңіз.
20 секунд ішінде жанармай бар ыдыста ауа көпіршіктері байқалмаса, жанармай сорғысы жарамды болып саналады;
2. Отын сорғысының қосылымдары. Бұл сынақ жоғары қысымды отын желілері бар инжекторлар жиынтығымен жабдықталған арнайы стендте жүзеге асырылады. Жұмыс сұйықтығы сынақ сорғыларымен бірдей.
Саптама серіппелерін инъекцияны бастау қысымына 21,0-ден 21,8 МПа (210-нан 218 кгс/см 2) дейін реттеңіз.
Жанармай сорғысының сыртқы беттері құрғақ болуы керек.
Сынақ режимі - номиналды, жылдамдық реттегішінің басқару тұтқасы максималды жылдамдықты шектеу үшін болтқа тірелуі керек.
Отын сорғы желісіндегі отын қысымы 0,05-тен 0,10 МПа-ға дейін (0,5-тен 1,0 кгс/см 2 дейін), отын температурасы 50-ден 60 ºС-қа дейін болуы керек.
Тест ұзақтығы 45 мин.
Жанармай сорғысының тығыздағыштары мен қосылымдары арқылы жанармай ағып кетуіне жол берілмейді.
3. Жанармай құбырларының тығыздығы. Ол үшін айналма клапан бұрандасы мен жанармай сорғысының фитингтеріндегі тесікті жабыңыз.
Орындық жанармай құбырын отын беру бұрандасына жалғаңыз, жанармай сорғысының қақпағын алыңыз және желідегі жанармай қысымын 2 МПа (20 кгс/см 2) дейін біркелкі көтеріңіз.
15 секунд бойы бұрандалардың, корпустың тығындарының, плунжер төлкелерінің, фитингтердің астынан және қабырғалар арқылы жанармайдың ағуына жол берілмейді.
Жанармай сорғысын тексеру кезінде мыналар бақыланады:
- – сорғы секциялары арқылы отын бүркудің геометриялық басталуы;
- – сорғы бөлімдеріндегі отын беру мөлшері мен біркелкі еместігі.
Сорап секциялары бойынша отынды айдаудың геометриялық басталуы жанармай сорғысының арматурасынан отынның шығуы тоқтаған кезде анықталады, рельстің номиналды жеткізілімге сәйкес рельс күйінде тексеріліп, реттеледі, бұл ретте рельс шығыңқы болуы керек ( 19 ± 1) сорғы ұшынан мм.
Сораптың бірінші секциясының отынды айдай бастауы итергіштің ең төменгі күйінен плунжердің соңы гильзаның кіріс терезесімен қабаттасуына дейін (4,5 ± 0,05) мм көтерілуіне сәйкес келуі керек.
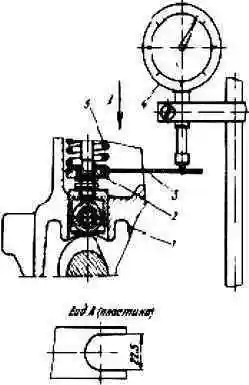
Итергіштің көтерілуін индикатормен өлшеңіз (Cурет 2).
Бірінші секция жанармай айдай бастаған сәтте жанармай бүркуді бастау индикаторындағы және жанармай бүркуді алдын ала ілінісудегі белгілер сәйкес келуі керек. Белгілердің сәйкессіздігі 0,5º аспауы керек.
Сорғы бөлімдері келесі ретпен айдауды бастау керек (градуспен - таратқыш білігінің бұрыштары):
- №1 бөлім - 0° #4 бөлім - 180°
- №3 бөлім - 45° #5 бөлім - 225°
- №6 бөлім - 90° #7 бөлім - 270°
- №2 бөлім - 135° #8 бөлім - 315°
Сораптың бірінші секциясының отын бүркуінің геометриялық басталуына қатысты сорғы секцияларымен жанармай бүрку басына сәйкес таратқыш біліктің айналу бұрыштарының ауытқуы ± 30 минут болуы керек, артық емес.
Жанармай бүркудің басталуы итергіш болт арқылы реттеледі.
Болт бұрылғанда, жанармай ертерек, бұрандамен кейінірек ағып бастайды. Реттеуден кейін реттегіш болтты гайкамен бекітіңіз.
Жанармай беру көлемі мен біркелкілігін тексеріңіз және реттеңіз; келесі ретпен:
- 1. Шығару клапандарының ашылуының басындағы қысымды тексеріңіз, ол 1±0,15 МПа (10±1,5 кгс/см 2) болуы керек.
Шығару клапандарының ашылуының басталуының қысымын отынның ішкі диаметрі (2 ± 0,05) мм отын желілерінен немесе отын қысымының бірте-бірте жоғарылауы бар арматуралардан қозғала бастаған сәтіне қарай бақылау керек. жанармай сорғысының кірісі, сөренің күйі өшірілген жанармай беруіне сәйкес және айналма клапан бұрандасындағы тығындалған тесік.
- 2. Жанармай сорғысының кірісіндегі желідегі отын қысымын тексеріңіз. Басқару тұтқасы максималды жылдамдықты шектейтін болтқа қарсы тұрғанда және таратқыш білігінің номиналды жылдамдығы 1030±10 мин -1 болғанда қысым 0,075±0,025 МПа (0,75±0,25 кгс/см 2 ) болуы керек. жанармай сорғысы 806,6-50 және 980±10 мин -1 жанармай сорғысы 807,6-50 үшін. Қажет болса, айналма клапанның тығынын бұрап алыңыз және шайбалармен ашылатын қысымды реттеңіз.
- 3. Шығару клапандарының тығыздығын тексеріңіз. Өшіруге сәйкес рельс күйінде ағызу клапандары 2 минут бойы ағынды өткізбеуі керек қысымдағы отын 0,11±0,1 МПа (1,1±1 кгс/см 2).
Ағып кету болса, шығару клапанының жинағын ауыстырыңыз.
- 4. Беруді өшіру үшін рельс жолының қолжетімділігін тексеріңіз. Реттегішті басқару тұтқасы ең аз жылдамдықты шектейтін болтқа тіреліп тұрғанда және 450-ден 500 мин -1 таратқыш білігінің айналу жиілігінде тірек жүрісі резерві (тіректі бос ойнату мәні - кері соққы) кемінде 1 мм болуы керек.
Сахна сыртындағы бұрандамен реттеледі.
Реттегіш қақпағының сыртқы ұшынан қамыт бұрандасының шығуына жол берілмейді.
5. Сөре қозғалысының басында басқару тұтқасы ең аз жылдамдықты шектеу болтында тұрғанда, бастапқы жанармай беруді 230-250 мин -1 өшіру басталуын тексеріңіз.
Егер жылдамдықты арттыру қажет болса, тартпа иінтірегінен серіппелі ілгекті алып, оны серіппеге бұраңыз. Жылдамдықты азайту үшін ілмек шығады.
Одан кейін ілгекті рельс тетігіне қойыңыз.
6. Орташа бастапқы отын берудің мәнін тексеріңіз, ол кем дегенде 230 мм 3/цикл болуы тиіс, 80 ± 10 мин -1
Ол тек жанармай беруді ұлғайту бағытында сахна сыртындағы бұрандамен реттеледі.
7. Жылдамдық реттегішінің жұмысының басына сәйкес келетін сорғының таратқыш білігінің айналу жиілігін тексеріңіз, индикатор құрылғысының көмегімен анықталған рельс қоректендіруді өшіру бағытында қозғала бастаған кезде тахометрге бекітіңіз.
Реттегіш әрекетінің басталуы 806,6-50 жанармай сорғысы үшін 1065-1085 мин -1 және 1025-тен 1045 мин -1 аралығындағы таратқыш білігінің айналу жиілігінде болуы керек отын сорғысы үшін 807.6-50.
Реттеуді максималды жылдамдықты шектеу болтымен жасау керек.
8. Жанармай берудің толық тоқтатылуына сәйкес айналу жылдамдығын тексеріңіз, оны инжекторлар арқылы отын ағуының соңында тахометрге бекітіңіз.
Беруді толық өшіру реттегіш жұмыс істей бастайтын таратқыш білігінің жылдамдығынан 50-100 мин -1 жоғары жылдамдықта болуы керек.
Қажет болса, екі тұтқалы бұранданың орнын өзгерту арқылы реттеңіз.
Екі иінді рычагтың бұрандасын бұрау кезінде жанармай берудің толық тоқтатылуына сәйкес таратқыш біліктің айналу жиілігі азаяды, бұрап шығарғанда ол артады.
Сонымен бірге өшірудің басталуы да өзгереді, сондықтан оны кейінгі тексеру және реттеу қажет.
Реттеудің соңында екі иінді тұтқаның бұрандасын және гайкалармен максималды режимді шектеуге арналған болтты мықтап бекітіңіз.
9. 261-03С үлгісіндегі инжекторлардың стендтік жиынтығымен реттегіштің басқару тұтқасы максималды жылдамдықты шектеу болтына, орташа циклдік отын беруді, орташа циклдік берудің өсуін және жанармай берудің біркелкі еместігін тексеріңіз және қажет болған жағдайда реттеңіз. бөлімдер бойынша, олар келесідей болуы керек:

q - номиналды режимде сорғымен орташа циклдік отын беру.
Орташа циклдік арнаның мәні бөлімдер санына бөлінген барлық бөлімдердің арналарының қосындысы ретінде есептеледі.
Бөлімдер бойынша біркелкі емес отын беру келесі формула бойынша есептеледі:

- - qcmax – секциялар бойынша максималды циклдік отын беру, мм 3/цикл;
- - qcmin – бөлімдер бойынша минималды циклдік отын беру, мм 3/цикл.
10. Күшейткіш түзеткіштің жұмысын тексеріңіз, ол үшін сізге қажет:
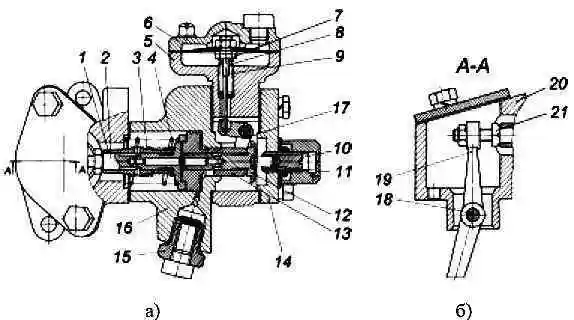
- - фитингтің 15 торлы сүзгісін (3-сурет) таза бензинмен жуып, сығылған ауамен жақсылап үрлеңіз;
- - корректор корпусындағы калибрлеу саңылауды диаметрі 0,5-0,7 мм жұмсақ сыммен тазалаңыз;
- – түзеткіш мембрана қуысының тығыздығын тексеріңіз.
Ол үшін тесікке мембрана корпусының қақпағында 0,06 ± 0,01 МПа (0,6 ± 0,1 кгс/см 2) қысымдағы ауа.
Қорытылатын ауа құбыры толығымен бітеліп қалғанда, мембрана қуысындағы қысымның төмендеуі 2 минут ішінде 0,01 МПа (0,1 кгс/см 2) аспауы керек;
- басқару тетігі максималды жылдамдықты шектеу болтына тіреліп, айналу жылдамдығын 650 ± 10 мин -1 етіп орнатыңыз және майды 0,275 ± 0,025 МПа (2,75 ± 0,025 кгс/см) қысыммен жеткізіңіз. 2).
Күшейткіш түзеткішті іске қосу үшін рокер кронштейнін пайдаланып отын беруді бір рет өшіріңіз, содан кейін рокер кронштейнін беру күйіне жылжытыңыз;
– мембрана қуысындағы әртүрлі ауа қысымындағы циклдік берілістердің мәнін тексеріңіз, ол келесідей болуы керек:

Егер циклдік берілістердің өлшенген мәндері көрсетілгеннен өзгеше болса, корректорды қайта реттеу қажет.
Орнатылған күшейткіш түзеткіште нөлге тең ауа қысымында циклдік отын беру мәнін реттеу реттеу болт 21 арқылы жүзеге асырылады (3-сурет).
Болтты бұрау кезінде беру жылдамдығы артады, бұрандағанда азаяды. Реттеуден кейін болтты гайкамен бекітіңіз.
Аралық ауа қысымындағы циклді түзету серіппелі корпусы басқарады.
Серіппелі корпусты бұрап қосқанда, отын беру мөлшері азаяды, ал бұрылған кезде ол артады. Реттеуден кейін серіппелі корпусты гайкамен бекітіңіз.
Тозған диафрагманы ауыстырар алдында (қажет болса) шток жинағымен диафрагмадағы гайканың төменгі ұшынан сабақтың шығуын өлшеңіз.
Осыдан кейін, қабықшаны ауыстырыңыз және оны 0,1 мм дәлдікпен штанганың бірдей шығыңқылығы бар штангамен жинаңыз, бұл ретте катушканың ұшы 12 (3-сурет) шөгуінің соңына қатысты. поршень 13 поршеннің соңғы беті мен корректор корпусының арасында саңылау болмаған жағдайда 0,2-0,9 мм болуы керек.
Реттегішті бөлшектегеннен кейін (қажет болса) күшейткіш түзеткішті орнатқанда, сорғы рельсін сахна артқы кронштейнімен ең шеткі күйге жылжытыңыз және күшейткіш түзеткішті корректор корпусына орнатыңыз, содан кейін кронштейнді босатыңыз.
Реттегіштің отын беруді өшіруінің бар-жоғын күшейту түзеткішінің реттелуін тексеріңіз.
11. Қуатты реттеу бұрандасы арқылы басқару тұтқасы максималды жылдамдықты шектеу болтына тірелгенде, номиналды циклдік берілістерді мына мәндерге дейін шектеңіз:

Қуатты реттейтін бұранданы қауіпсіз бекітіп, нығыздаңыз.
Реттегішті басқару тұтқасы ең аз жылдамдықты шектеу болтына тіреліп тұрғанда және таратқыш білігінің жылдамдығы 650 мин-1 болғанда тартпаның жүру резервін тексеріңіз.
Рельстің жүру қоры кемінде 0,5 мм болуы керек.
Бастапқы күйден 40-45 ° бұрылған кезде циклдік берудің рокер кронштейнімен өшірілгенін тексеріңіз.
Жанармай сорғысының барлық секцияларының инжекторларынан таратқыш білігінің кез келген жылдамдығында жанармай беру толығымен өшірілуі керек.
Жанармай сорғысына және реттегішке қақпақтарды орнатып, оларды тығыздаңыз. Максималды жылдамдықты реттейтін болтқа тығыздағышты салыңыз.
")

")
")
")
")
")
")
")